基于LS-DYNA 的45號鋼銑削SPH 算法仿真分析
2022-10-31 04:06:38徐晴仲梁維
農業裝備與車輛工程 2022年1期
徐晴,仲梁維
(200093 上海市 上海理工大學 機械工程學院)
0 引言
金屬切削加工是一種利用刀具從毛坯或半成品上切去多余材料來獲得符合技術要求的零件或半成品的加工技術[1]。切削過程是一個涉及到多學科的復雜工藝過程[2],切削速度、進給速度以及切削深度等參數均會對切削作用產生明顯影響。隨著計算機仿真技術的發展,切削過程中的重要參數如切削力可以計算得到,能節省實驗成本。本文運用LS-DYNA 的SPH 方法分析45 號鋼的銑削過程,得出45 號鋼在切削過程中的變形及切屑的形成過程,并控制切削參數,得出切削力受切削速度、進給速度及切削深度變化的影響。
1 計算方法
SPH 算法(光滑粒子方法)是一種無網格算法。SPH 算法基本原理是:把一個幾何體離散成許多具有一定體積和質量的粒子,將單元化作粒子,通過某一時刻臨域內所有粒子插值求和,可求出該時刻空間內任何一點的物理量以得到連續場的近似[3],將連續介質動力學的守恒定律由微分方程形式轉換成積分形式,從而轉換為求和來獲得解。SPH 法中,質點近似函數定義為

式中:W——核函數(插值核),使用輔助函數θ進行定義:

式中:d——空間維度;h——光滑長度;輔助函數θ可由式(3)表示:
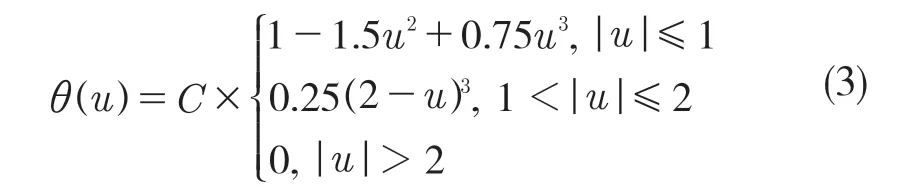
式中:C——規一化常量[4]。
有限元分析中,單元形狀會很大程度上影響計算結果,因為如果變形過大,會造成網格嚴重畸變,導致矩陣岐意,計算結果的精度會嚴重下降,甚至求解失敗。SPH 方法不存在網格畸變問題,適合求解破壞類型和極度變形的問題,所以SPH 方法在數值分析領域應用更加廣泛。
2 切屑形成仿真
2.1 幾何模型
在LS-PrePost 中建立模型,運用SPH 功能創建一45 號鋼待加工工件模型。工件為一長方體金屬塊,長為10 mm,寬為5 mm,高為5 mm。刀具為實體模型,建立好的模型如圖1 所示。
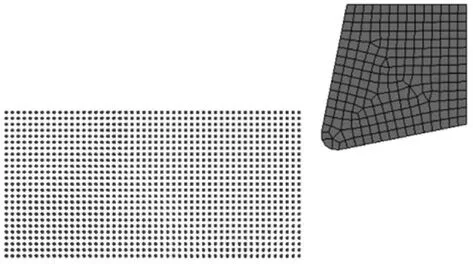
圖1 金屬切削模型Fig.1 Metal cutting model
2.2 材料模型
刀具為剛性體,選取Rigid 模型,刀具材料為硬質合金。金屬工件采用Johnson-Cook 材料模型。Johnson-Cook 材料模型是一個能反映應變率強化效應和溫升軟化效應的理想剛塑性強化模型,本構方程如下:

式中:A,B,n,C,m——材料參數;σ——vonMises 流動應力;ε——等效塑性應變;——相對等效塑性應變率;——等效塑性應變率;——準靜態應變率,取=0.001 s-1;Tm——材料熔點;Tr——室溫,取20 ℃。以45 號鋼為例,其材料屬性見表1。
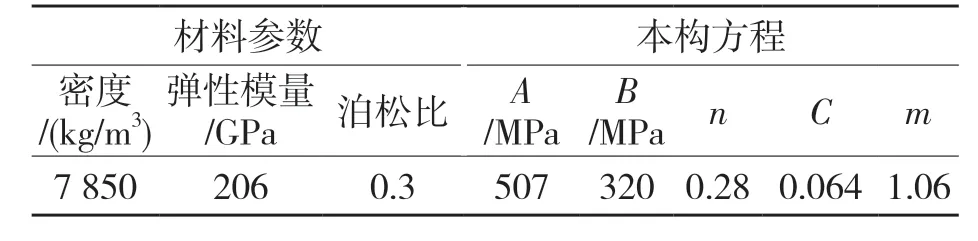
表1 Johnson-Cook 模型材料參數及本構方程Tab.1 Material parameters and constitutive equations of Johnson-Cook model
Johnson-Cook 失效準則為
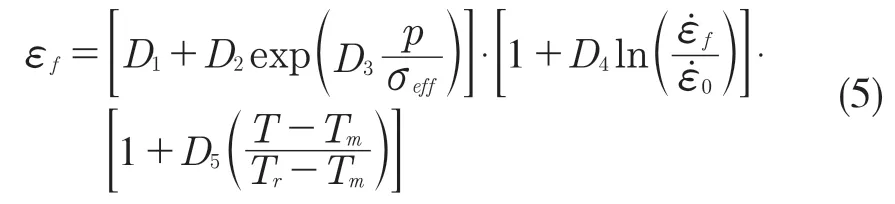
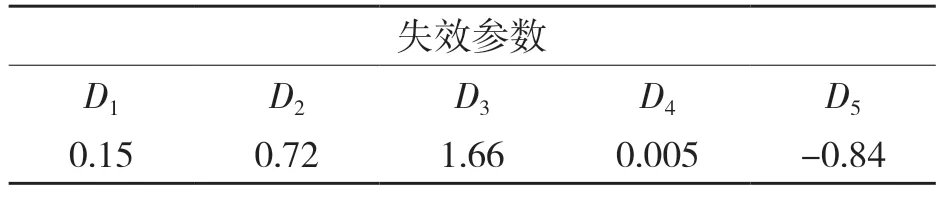
表2 Johnson-Cook 失效準則Tab.2 Johnson-Cook failure criteria
2.3 邊界條件加載
切削加工時,金屬塊被夾具固定在工作臺上,刀具沿水平方向作直線運動,因此在模擬切削加工時對金屬塊SPH 模型下部節點施加全自由度約束,對刀具的旋轉自由度全部約束,y,z方向的移動自由度也施加約束,使刀具只能在x方向作直線運動,并對刀具施加沿x軸負方向大小為5 m/s 的速度。刀具形狀的基本參數為:前角γ0=11°,后角α0=10°,切削厚度為1.5 mm。刀具和金屬之間接觸采用AUTOMATIC_NODES_TO_SURFACE,摩擦系數為0.2。
2.4 求解結果分析
(1)塑性變形階段。如圖2 所示,切削開始后,刀尖和金屬塊發生接觸并擠壓金屬塊,上層SPH 粒子發生位移,此區域等效應力最大,可知金屬塊和刀尖接觸區域發生塑性變形。
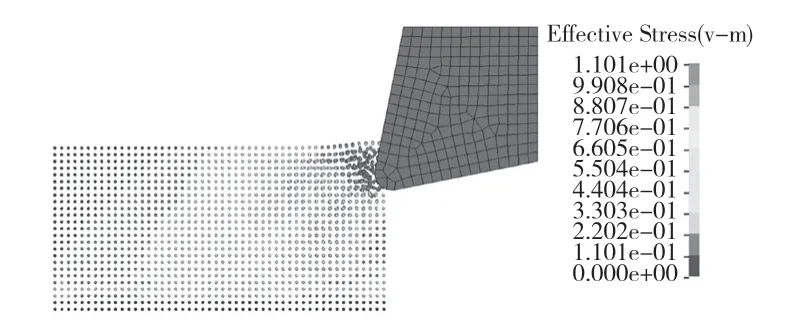
圖2 塑性變形階段Fig.2 Plastic deformation stage
(2)剪切滑移階段。如圖3 所示,刀具進一步向左運動,刀刃與金屬之間的作用力變大,材料受到進一步的擠壓,當內部應力達到材料的屈服強度時,就發生剪切滑移,表現為上部的SPH 粒子脫離金屬塊本體。
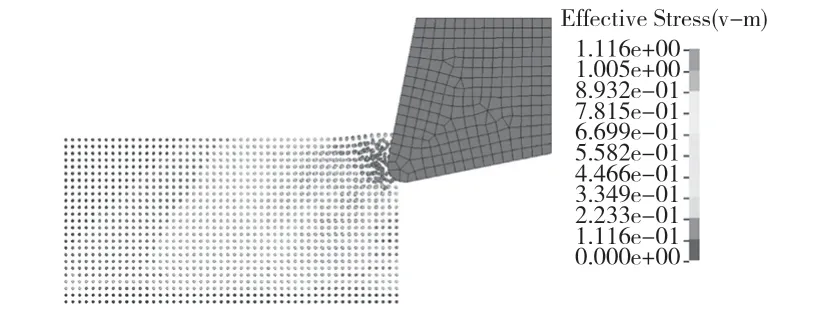
圖3 剪切滑移階段Fig.3 Shear slip stage
(3)切屑形成階段。如圖4 所示,刀具繼續前進,更多的粒子脫離金屬本體,組成條狀物。滑移出的材料不斷流出,并在刀具的擠壓下產生塑性變形形成切屑。
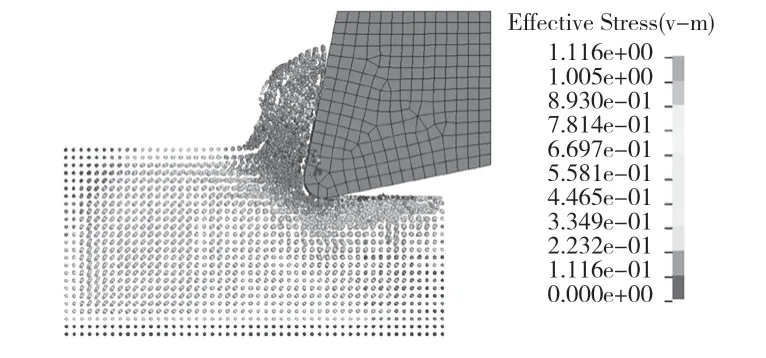
圖4 切屑形成階段Fig.4 Chip formation stage
2.5 切削力及最大等效應力
如圖5 所示,切削力與時間的關系為:當刀尖和金屬接觸時,切削力迅速增大,達到頂峰值9.8 kN,此時已達到金屬工件的屈服應力,材料發生剪切滑移,切屑產生,切削力在一定范圍內波動,約為8 kN;金屬切削過程快結束時,切削力逐漸減小,到切屑完全和金屬本體脫離時減小到零。最大等效應力如圖6 所示,在切削過程中保持在1 100 MPa 左右,到切屑分離時有所回落。
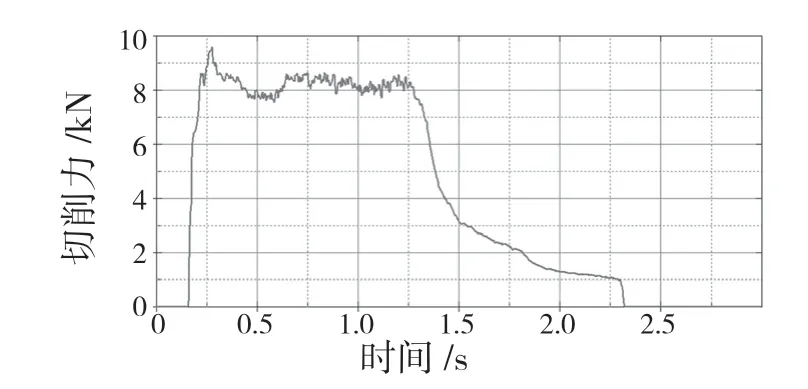
圖5 切削力曲線Fig.5 Cutting force curve
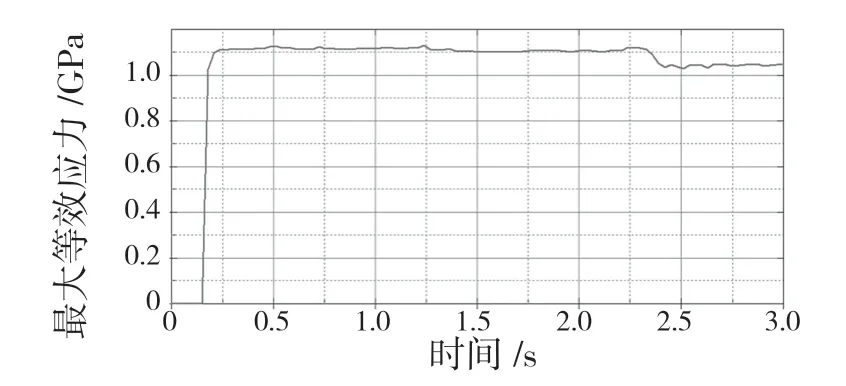
圖6 最大等效應力曲線Fig.6 Maximum equivalent stress curve
3 銑削仿真分析
3.1 銑削參數
通過上述分析,證明SPH 方法仿真金屬切削過程的可行性。以下驗證不同切削參數對切削力的影響[6-7]。圖7 是一個四刃銑刀模型,直徑為10 mm,為簡化計算,保留四刃銑刀頭部。新建一45 號鋼待加工工件模型,為一長16 mm,寬8 mm,高8mm 的長方體金屬塊。切削速度設為1 200 r/min,進給速度設為2 m/s,切削深度設為1 mm。銑削模型如圖8 所示。
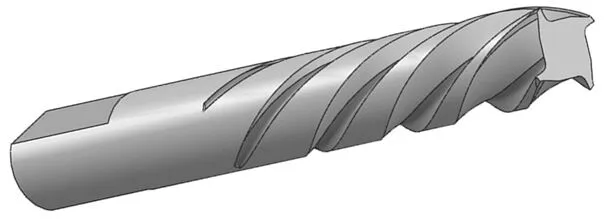
圖7 四刃銑刀模型Fig.7 Four-edge milling cutter model
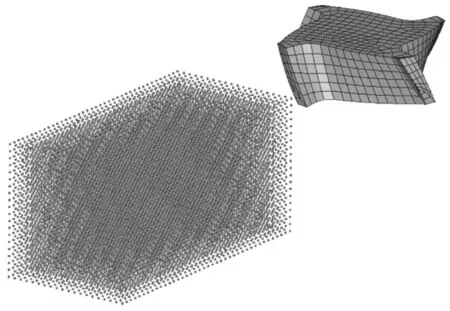
圖8 銑削模型Fig.8 Milling model
3.2 銑削仿真結果分析
圖9、圖10 為切削結果,最大應力集中在主切削刃和金屬接觸的部位。切削力是周期性函數,如圖11 所示,周期最高峰值超過1.4 kN,有多個高峰值在1.3 kN 附近,有8 個峰值超過1.2 kN。最大等效應力如圖12 所示,在切削過程中大致在900 MPa 至1 200 MPa 范圍內波動。
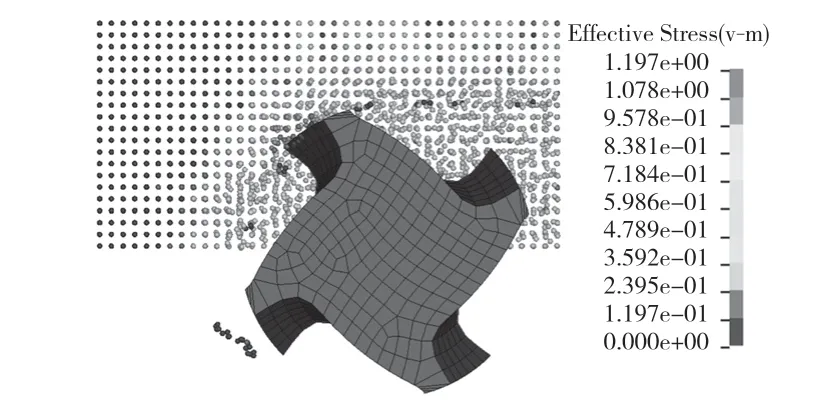
圖9 銑削過程中Fig.9 During milling process
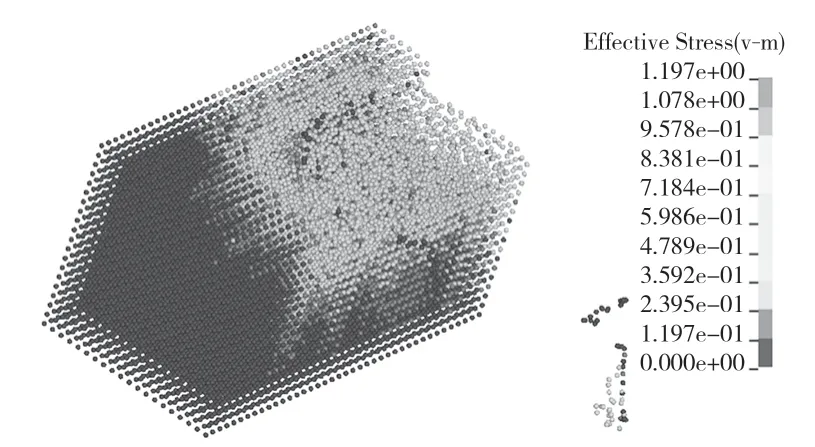
圖10 銑削后的金屬Fig.10 Milled metal
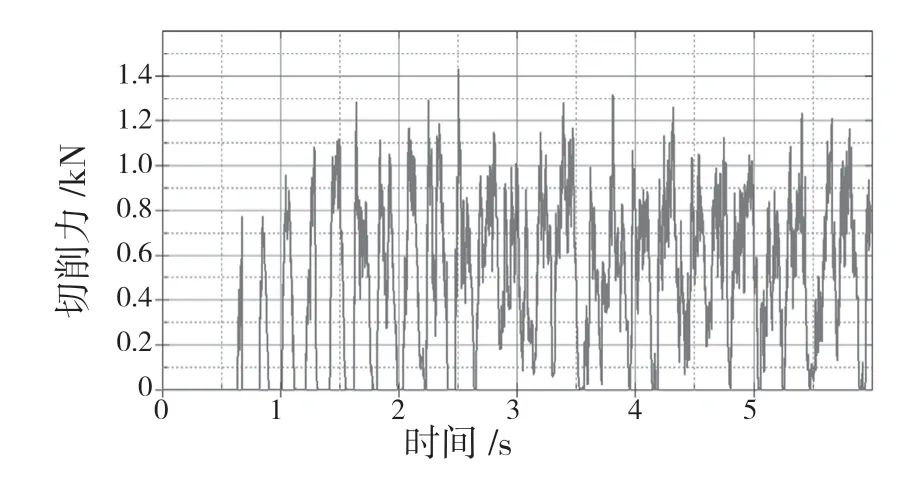
圖11 銑削切削力曲線Fig.11 Cutting force curve of milling
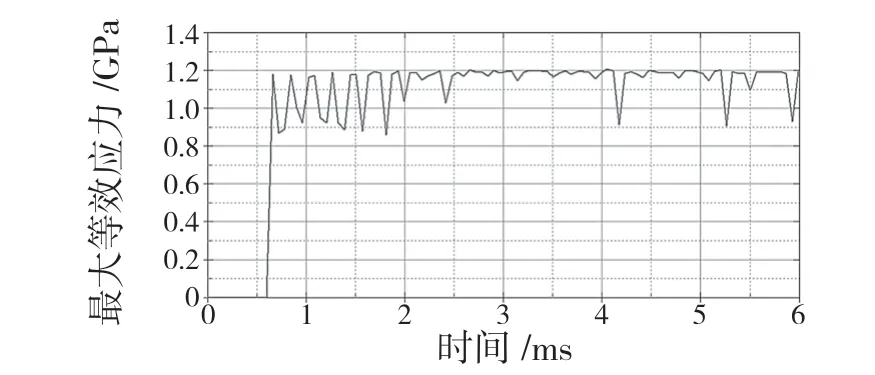
圖12 銑削最大等效應力曲線Fig.12 Milling maximum equivalent stress curve
3.3 切削力經驗公式
主切削力、進給抗力的車削三要素經驗公式為
式中:Fc——主切削力;Ff——進給抗力;ap——切削深度;fa——進給量;vc——切削速度;K0,K1——系數;ax,bx,cx,ay,by,cy——指數。經驗公式表明:一般來說,在切削速度較低的情況下,切削力隨轉速的增加而升高,但達到某一臨界速度值后,隨著轉速繼續增大,切削力反而下降;切削力與進給量呈正相關趨勢,會隨著進給量的增大而增大;切削深度與切削力也呈正相關趨勢。
3.4 切削速度對切削力影響
將切削速度設置為1 800 r/min,得到切削力與時間的關系曲線如圖13 所示。切削力的最高峰值約為1.3 kN,有4 個峰值超過1.2 kN,可知切削速度增大,切削力有所減小。
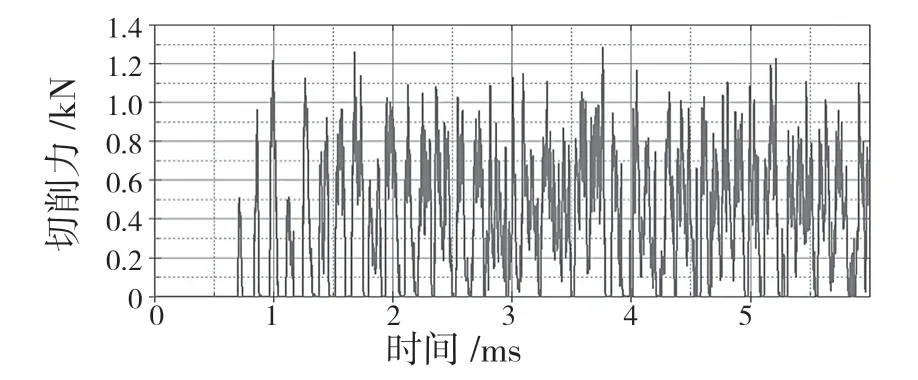
圖13 增大切削速度的銑削切削力曲線Fig.13 Milling force curve with increasing cutting speed
3.5 進給速度對切削力影響
將進給速度設置成4 m/s,運行時間則減半為3 ms,如圖14 所示。切削力的最高峰值達到1.75 kN 左右,因此若進給速度增大,切削力隨之增大,和經驗公式吻合。
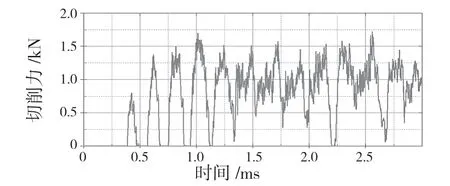
圖14 增大進給速度的銑削切削力曲線Fig.14 Milling force curve with increasing feed speed
3.6 切削深度對切削力影響
將切削深度設置為2 mm,切削力與時間的關系曲線如圖15 所示。切削力的最高峰值達到2.2 kN 附近,隨切削深度增加,切削力增大。切削深度對切削力的影響更為明顯。
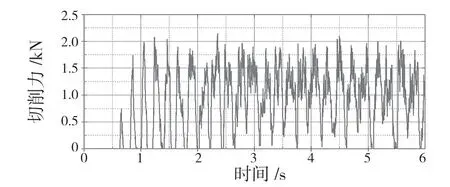
圖15 增大切削深度的銑削切削力曲線Fig.15 Milling force curve with increasing cutting depth
4 結論
(1)運用SPH 無網格算法來仿真45 號鋼銑削加工過程,得出起初金屬材料發生塑性變形,之后材料發生部分剪切滑移成切屑,最終切屑與金屬分離。
(2)開始切削時,金屬和刀具接觸,切削力迅速增大至最值,然后小幅減少,在切削過程中保持在一定范圍內變動,直至切屑與金屬體完全分離減小到零。
(3)控制不同銑削參數進行仿真,得出到一定切削速度后,切削力會隨著切削速度的增大而減少,隨進給速度、切削深度的增大而增大,且隨切削深度增大得更明顯。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
