2 050 mm寬帶鋼熱連軋機工作輥在機輥型分析與控制
2022-11-05 01:51:40孫麗榮萬佳峰
山東冶金 2022年5期
孫麗榮,文 雄,董 強,萬佳峰,王 峰
(1 東北大學軋制技術及連軋自動化國家重點實驗室,遼寧 沈陽 110000;2 山東鋼鐵集團日照有限公司熱軋廠,山東 日照 276800;3 山東鋼鐵集團有限公司研究院,山東 濟南 250101;4 山東交通學院工程機械學院,山東 濟南 250357)
1 前言
板帶鋼是重要的工業基礎原料,熱軋是生產板帶產品的核心工序,熱軋板形質量對產品的最終質量有著直接影響[1]。軋輥在軋機中的作用舉足輕重,是生產板帶產品的核心零件,工作輥在機輥型對帶鋼變形有“復印”作用[2-3]。工作輥在機輥型受多方面因素的影響,如工作輥上機磨削輥型、工作輥熱膨脹、磨損、彎輥等,這些影響因素的綜合作用,將產生最終的復合輥型,從而影響帶鋼板形變化。
某2 050 mm 熱軋生產線,由于生產節奏的加快,生產現場部分板帶產品生產時出現局部高點、波浪等板形缺陷,嚴重影響了產品的質量。為分析問題的原因,對工作輥上下機輥型進行了全面的測量,計算了工作輥磨損量、在機熱凸度和復合輥型,指出了工作輥熱磨削和不均勻磨損產生的不良影響,分析了不同竄輥位置復合輥型變化規律,指出復合輥型對板形產生的不良影響,最后對復合輥型的控制提出了一系列措施,進行了上機應用,取得板形改善的良好效果。
2 工作輥磨損測試
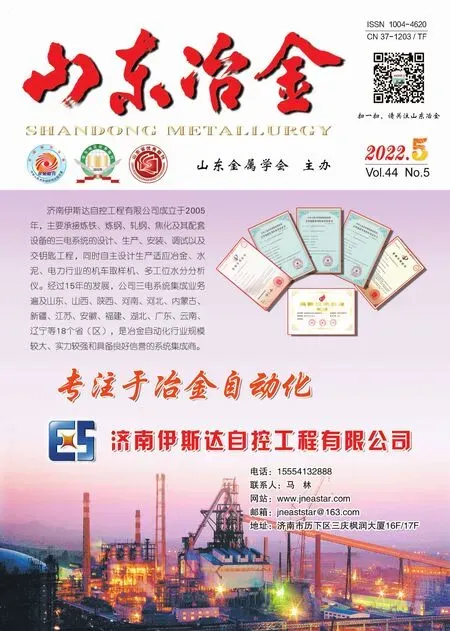
帶鋼生產過程中,工作輥與帶鋼直接接觸,帶鋼在工作輥擠壓作用下產生變形。隨著工作輥與帶鋼的接觸,磨損逐漸發生并影響工作輥輥型,從而引起帶鋼變形及板形的變化。為分析工作輥磨損規律,對粗軋R2機架和精軋7個機架的工作輥的上下機輥型進行測量。通過上機輥型與下機充分冷卻后輥型作差即可得到磨損量分布情況[4]。典型工況下不同機架位置工作輥磨損輥型見圖1。
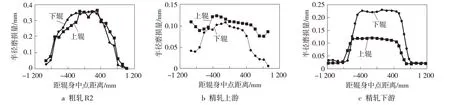
圖1 不同機架位置機架工作輥磨損量
由圖1 可以看出,粗軋R2 工作輥磨損量在0.35 mm左右,若不考慮熱凸度,上下工作輥導致的板坯凸度將超過600 μm。而控制模型中以精軋來料厚度的1%設定入口凸度,并根據精軋出口設定要求分配各機架凸度控制任務。若精軋入口來料厚度為35 mm,則模型設定的來料凸度為350 μm,這一設定值與軋輥磨損導致的板坯凸度存在較大差別。測量結果顯示,精軋來料中間坯板廓的實際凸度多在500~800 μm,因此必須解決模型對精軋入口凸度設定值和實際中間坯凸度值不匹配的問題,以使各機架凸度控制分配合理。由于粗軋機服役條件較差,從軋輥磨損改善角度來進行控制顯然不易實現,這就需要修改模型的入口凸度設定值,考慮實際測量結果,可以將精軋入口凸度按1.5%進行設定。
該軋機精軋上游采用高速鋼工作輥,一般服役不超過3 個單位。從輥型測量結果來看,高速鋼工作輥具有較好的耐磨性,在機磨損量較低,在確保安全的前提下,可以服役更長時間。精軋下游工作輥為高鉻鋼材質,一般服役1~2 個單位,磨損量相對較大,部分機架出現上下輥磨損量差別較大。分析原因,與上下輥采用不同廠家工作輥等因素有關。
3 工作輥熱凸度測試
帶鋼熱軋過程溫度高,從粗軋開始到精軋結束,板坯溫度從1 100 ℃(或更高)到800~900 ℃逐漸變化。工作輥與帶鋼的接觸過程中逐漸產生熱凸度,并引起工作輥在機輥型的變化。工作輥熱凸度的大小和分布形式與板坯狀態、冷卻介質類型與狀態、軋輥材質、軋制工藝等因素有關[5-6]。板坯狀態主要包括板坯寬度和板坯溫度;冷卻介質類型有冷卻水和軋制潤滑油,兩者換熱系數存在較大差異;冷卻介質狀態主要包括冷卻介質壓力、流量、水嘴分布形式、介質溫度和管道通暢情況;軋輥材質對熱凸度的影響主要表現在高速鋼、高鉻鐵和無限冷硬鋼等不同軋輥材質,其熱膨脹系數稍有差異。一般來說,高速鋼軋輥熱膨脹系數較大,相同工況下的熱凸度一般也較大。軋制工藝參數包括軋制節奏、壓下量和竄輥策略等。以上因素都會對工作輥熱凸度產生影響。在穩定軋制過程中,跟蹤測量了工作輥熱凸度分布情況。通過測量下機后熱狀態的工作輥輥型和完全水冷后的工作輥輥型,兩者作差即可獲得工作輥熱凸度值。工作輥熱凸度測量結果如圖2所示。
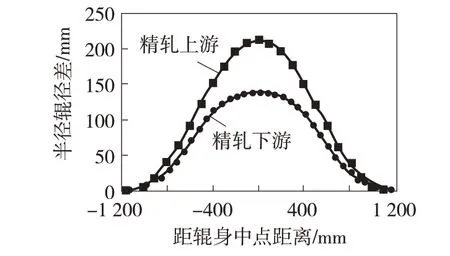
圖2 精軋工作輥熱凸度分布情況
從熱凸度分布來看,精軋上游高速鋼工作輥熱凸度較大,溫度較高的品種且生產節奏較快時熱凸度超過200 μm,精軋下游高鉻鋼工作輥熱凸度相對較小,一般在100~150 μm。熱凸度會引起工作輥在機輥型的變化,從而導致板形調控能力發生改變。
4 工作輥復合輥型分析
工作輥在機輥型是工作輥初始磨削輥型、熱輥型、磨損和彎輥等因素復合作用的結果。根據前述測量結果,對工作輥初始輥型和熱輥型組合而成的復合輥型進行了疊加計算,得到不同竄輥條件下工作輥復合輥型,如圖3所示。
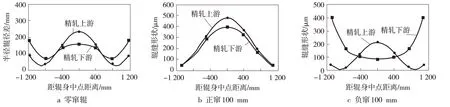
圖3 工作輥不同竄輥條件下的復合輥型
工作輥初始輥型在疊加熱凸度之后,工作輥輥縫形狀隨之發生變化,工作輥中部在零竄輥和正竄輥時都表現為較大的凸度,板坯則表現為相反的負凸度板廓。在零竄輥時,工作輥輥縫復雜,這種輥縫所導致的輥縫形狀,會引起復雜的帶鋼板廓,造成帶鋼兩側凸起趨勢。負竄輥到100 mm時精軋下游工作輥已表現為負凸度輥縫,而精軋上游則仍表現為正凸度輥縫。可以看出,較大的工作輥熱凸度對板形影響很大,會使板坯在某一個或幾個機架出現負凸度板廓,從而導致復雜板形缺陷的產生。
5 工作輥在機輥型控制
工作輥在機輥型是影響帶鋼板形板廓的核心因素。工作輥在機輥型主要通過控制軋輥磨損、避免熱磨削、控制在機熱凸度、竄輥和彎輥控制等方面進行控制。首先,工作輥磨損方面,要嚴格控制工作輥服役時間,避免超期服役;其次,待工作輥充分冷卻后進行磨削,避免熱磨削;第三,定期疏通軋機冷卻水管路,減少軋輥冷卻不足或不均勻引起的熱凸度異常問題。現場采用以上措施后,工作輥嚴重磨損及磨損不均勻性得到改善,工作輥熱凸度減小20 μm以上,帶鋼板形板廓進一步改善。
6 結語
(1)嚴重磨損的粗軋工作輥會導致精軋來料凸度的升高,應控制粗軋工作輥磨損或調整精軋入口模型設定凸度,避免精軋機架凸度分配錯誤導致的板形板廓異常。
(2)相比于高鉻鋼工作輥,高速鋼工作輥產生更高的熱凸度。較大的工作輥熱凸度在疊加工作輥初始輥型后,工作輥輥縫復雜,會使板坯在某一個或幾個機架出現負凸度板廓,導致復雜板形缺陷。
(3)工作輥在機輥型應通過軋輥磨損、避免熱磨削、控制在機熱凸度、竄輥和彎輥控制等進行控制,避免造成難以控制的復雜板形板廓。