磨煤機(jī)動態(tài)分離器轉(zhuǎn)子葉片裂紋分析
2022-11-07 14:15:40邊技超
電站輔機(jī) 2022年3期
馬 龍,邊技超,王 軒,蔣 文
(北京電力設(shè)備總廠有限公司,北京 102401)
0 前 言
磨煤機(jī)是火電廠鍋爐制粉系統(tǒng)的主要設(shè)備之一。動態(tài)分離器是安裝在磨煤機(jī)上方的一個主要部件,其主要作用是對碾磨出的細(xì)煤粉進(jìn)行篩選分離并提高均勻性,煤粉細(xì)度和均勻性指數(shù)是影響鍋爐燃燒狀況的重要因素。動態(tài)分離器的轉(zhuǎn)子由變頻電機(jī)驅(qū)動,電機(jī)轉(zhuǎn)速通過變頻器由DCS遠(yuǎn)程在線調(diào)節(jié),調(diào)節(jié)范圍5~50 Hz。動態(tài)分離器能根據(jù)燃煤煤質(zhì)及工況的變化,及時方便地調(diào)整煤粉細(xì)度,可以滿足用戶對不同煤粉細(xì)度的需要,擴(kuò)大發(fā)電廠煤種的選用范圍,降低燃料成本。動態(tài)分離器還可提高細(xì)粉分離效率,避免合格煤粉重復(fù)碾磨,降低制粉電耗,降低鍋爐內(nèi)燃料的不完全燃燒損失及排煙熱損失,從而降低發(fā)電煤耗[1]。因此,動態(tài)分離器在燃煤電廠制粉系統(tǒng)中得到廣泛應(yīng)用。
某電廠磨煤機(jī)動態(tài)分離器轉(zhuǎn)子結(jié)構(gòu)如圖1所示。在運(yùn)行一段時間后,轉(zhuǎn)子下層葉片中有50余片葉片在焊縫附近產(chǎn)生橫向裂紋,并有12片葉片已脫落。其轉(zhuǎn)子葉片材料為NM500耐磨鋼,轉(zhuǎn)子框架材料為Q235-B鋼。為了使動態(tài)分離器運(yùn)行具有較高的穩(wěn)定性及可靠性,其轉(zhuǎn)子一般都要達(dá)到G1級的平衡精度等級要求。如果轉(zhuǎn)子葉片發(fā)生斷裂會導(dǎo)致轉(zhuǎn)子的動不平衡大幅增加,嚴(yán)重影響轉(zhuǎn)子動平衡性能,加劇設(shè)備振動,使軸承及齒輪的壽命減少,煤粉細(xì)度調(diào)節(jié)能力降低。綜上,轉(zhuǎn)子葉片焊接的可靠性尤為重要。
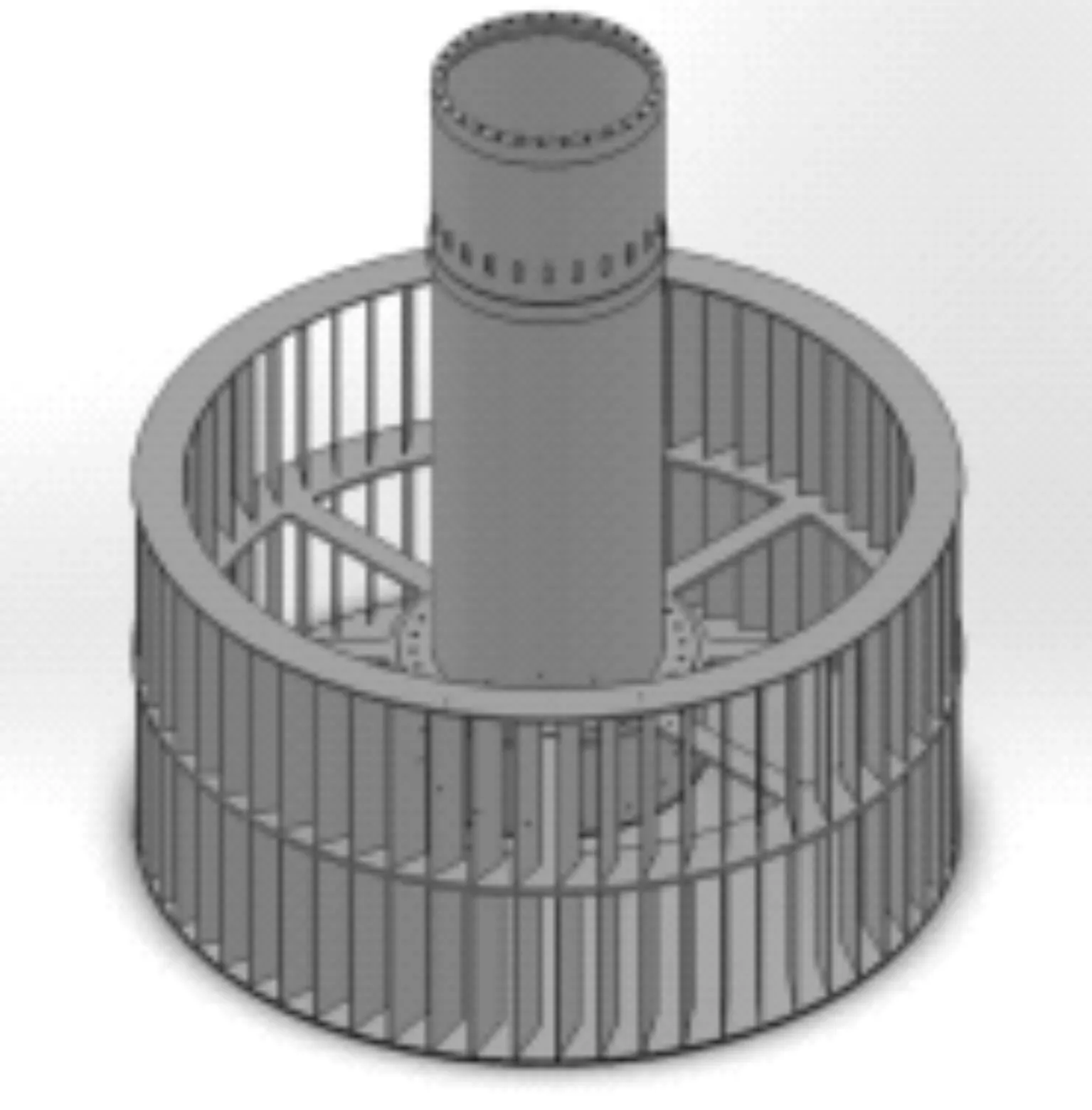
圖1 轉(zhuǎn)子結(jié)構(gòu)示意圖
1 動態(tài)分離器轉(zhuǎn)子葉片裂紋分析
通過現(xiàn)場觀察、分析裂紋出現(xiàn)的位置及斷口的特點(diǎn),可得出以下結(jié)論:
(1)焊縫表面無裂紋;
(2)裂紋發(fā)生在焊縫上方的熱影響區(qū)內(nèi);
(3)裂紋在使用一段時間后產(chǎn)生并延展直至斷裂,且裂紋以焊趾裂紋為啟源裂紋符合延遲冷裂紋(氫致裂紋)的特征;
(4)裂紋發(fā)生在轉(zhuǎn)子下層葉片的上端焊縫焊附近,且下錐體為多塊兒板拼焊,有一定的變形;
(5)斷口具有發(fā)亮的金屬光的脆性斷裂特征,是一種未分叉的純斷裂,并可呈人字紋形態(tài)發(fā)展。
(6)轉(zhuǎn)子葉片主要受離心力及一次風(fēng)粉混合物產(chǎn)生的阻力力矩,與焊縫強(qiáng)度及鋼板強(qiáng)度相比較,葉片受的離心力及阻力力矩可忽略(轉(zhuǎn)子轉(zhuǎn)速<100 r/min,一次風(fēng)粉混合物流速20 m/s~30 m/s)。
綜上所述,可以得出以下結(jié)論:葉片裂紋屬于焊接冷裂紋,裂紋的延展主要是由焊接內(nèi)應(yīng)力及下錐體變形產(chǎn)生的應(yīng)力導(dǎo)致(如圖2所示)。

圖2 轉(zhuǎn)子葉片裂紋
2 NM500鋼焊接性能分析
分離器轉(zhuǎn)子在磨煤機(jī)內(nèi)受煤粉沖刷,葉片材料需采用高強(qiáng)度耐磨鋼,延長轉(zhuǎn)子使用壽命,以減少因磨損帶來的停機(jī)檢修,從而提高生產(chǎn)效率。
NM500是一種低合金高強(qiáng)度耐磨鋼,具有較高的抗磨損能力,布氏硬度值達(dá)到500(HBW),廣泛應(yīng)用于冶金、機(jī)械、礦山等行業(yè)需要耐磨的場合或?yàn)椴课惶峁┓滥ケWo(hù)[2]。該轉(zhuǎn)子葉片采用某鋼鐵生產(chǎn)的NM500鋼,厚度為6 mm,其化學(xué)成分見表1。

表1 某鋼鐵公司NM500鋼化學(xué)成分表
2.1 NM500鋼的碳當(dāng)量及冷裂紋敏感指數(shù)
碳當(dāng)量是把包括碳在內(nèi)的鋼中合金元素含量按其作用換算成碳的相當(dāng)含量。可以做為評定鋼材淬硬、冷裂及脆化等性能的參考指標(biāo)。這對焊接工藝條件如預(yù)熱、焊后熱處理、線能量等的確定具有重要的指導(dǎo)作用。計算得到的碳當(dāng)量數(shù)值越大,則被焊鋼材的淬硬傾向越大,熱影響區(qū)越容易產(chǎn)生冷裂紋。
如表2所示,不同國家根據(jù)自己國家的鋼鐵冶煉系統(tǒng)建立了各自的碳當(dāng)量公式[3]。不同國家的碳當(dāng)量公式有其適用范圍,使用時需根據(jù)具體鋼材的含碳量及其他化學(xué)成分含量判斷。

表2 常用的碳當(dāng)量公式
根據(jù)NM500鋼的碳含量及化學(xué)成分選擇美國焊接學(xué)會(AWS)公式計算碳當(dāng)量值,得到Ceq=0.61%。
NM500鋼的碳當(dāng)量值表明該鋼材易淬硬,屬于難焊材料,焊接必須預(yù)熱才能防止裂紋,且焊后必須做消應(yīng)力處理。焊接時,鋼種的淬硬傾向越大,越易產(chǎn)生裂紋,鋼種淬硬后會形成馬氏體組織,晶格發(fā)生較大的畸變,使組織處于淬硬狀態(tài),特別是在焊接條件下,近焊縫區(qū)的溫度很高(達(dá)1 350~1 400 ℃)使奧氏體晶粒顯著增大,快冷時轉(zhuǎn)為粗大的馬氏體,性能更為脆硬,且對氫脆非常敏感。
NM500鋼的化學(xué)成分冷裂敏感指數(shù)Pcm=0.36%。相關(guān)研究指出,當(dāng)鋼的化學(xué)成分冷裂敏感指數(shù)Pcm≤0.2%時,防止冷裂紋的預(yù)熱溫度可以不超過50 ℃[4]。NM500鋼的化學(xué)成分冷裂敏感指數(shù)Pcm=0.36%>0.2%,具有較高的焊接冷裂紋敏感性,易出現(xiàn)冷裂紋。
2.2 NM500鋼焊接預(yù)熱溫度對裂紋的影響
考慮鋼板厚度及焊縫中擴(kuò)散氫[H]對冷裂紋的影響,研究人員在鋼的化學(xué)成分冷裂敏感指數(shù)Pcm的基礎(chǔ)上給出焊接冷裂紋敏感指數(shù)Pc(見式1),在焊接冷裂紋指數(shù)Pc的基礎(chǔ)上可計算焊接NM500鋼需要預(yù)熱的溫度[4]。
(1)
T0=1 440Pc-392
(2)
式中:Pcm為日本ITO公式計算的化學(xué)成分冷裂敏感指數(shù)(單位%);Pc為焊接冷裂紋敏感指數(shù)(單位%);[H]為熔敷金屬中的擴(kuò)氫含量(GB/T3965中的甘油法ml/100g);t為被焊金屬的板厚(mm);T0為鋼板防止產(chǎn)生焊接冷裂紋所需要預(yù)熱的溫度。
由公式(2)可知焊接預(yù)熱溫度與板厚有關(guān),鋼板越厚預(yù)熱所需的預(yù)熱溫度越高。轉(zhuǎn)子動葉片的的板厚t=6 mm,[H]為2 ml/100 g,則NM500鋼的焊接冷裂紋敏感指數(shù)Pc=0.403%。
轉(zhuǎn)子葉片防止產(chǎn)生焊接冷裂紋所需要預(yù)熱的溫度T0=188 ℃。
2.3 NM500鋼焊縫冷卻時間對裂紋的影響
我國利用插銷試驗(yàn)法在大量試驗(yàn)的基礎(chǔ)上建立了國產(chǎn)低合金鋼產(chǎn)生焊接冷裂紋的臨界應(yīng)力經(jīng)驗(yàn)公式[5]:
σcr=1 323-275 lg([H]+1)-2.16HVmax+
0.102t100
(3)
式中:σcr為產(chǎn)生焊接冷裂紋的臨界應(yīng)力(Mpa);t100為焊縫溫度由峰值溫度冷卻到100 ℃時的冷卻時間;HVmax為焊接影響區(qū)的平均最大硬度(維氏)。
計算出的冷裂紋臨界應(yīng)力值應(yīng)大于實(shí)際焊接材料的拘束應(yīng)力。由公式可知,延長冷卻時間,并使用低氫焊條可提高臨界應(yīng)力值,也可以作為防止冷裂紋出現(xiàn)的有效措施。
3 焊條及焊接工藝對冷裂紋的影響
焊接廠家使用的是氣體保護(hù)電弧焊實(shí)心焊絲,選用的是市場上大量使用的碳鋼、低合金鋼焊絲Mn-Si系焊絲ER50-6(GB/T8110)。 ER50-6焊絲抗拉強(qiáng)度大于500 MPa,屈服強(qiáng)度大于420 MPa,伸長率大于22%,具有優(yōu)良的塑性、韌性和抗裂效能。常用于Q235A、B級的母材焊接及某些低合金鋼如Q345。焊條的選擇一般遵循以下原則[5]:
為防止焊接裂紋,應(yīng)根據(jù)焊接性能較差的母材選取焊接工藝,對于低合金高強(qiáng)度鋼,在保證焊接街頭強(qiáng)度的前提下,重點(diǎn)考慮焊接材料的抗裂性及焊縫金屬的塑韌性。因此應(yīng)優(yōu)先考慮選擇低氫及超低氫的焊接材料及塑韌性優(yōu)良的焊接材料。
對于兩種強(qiáng)度級別不同的結(jié)構(gòu)鋼之間的焊接,應(yīng)按強(qiáng)度級別低的母材選擇焊接材料。
傳統(tǒng)供應(yīng)鏈上的信息交互是通過票據(jù)單據(jù),最大的痛點(diǎn)就是其流通與審核消耗時間長、流程繁瑣、容錯率低,并且會花費(fèi)許多人力。區(qū)塊鏈技術(shù)能實(shí)現(xiàn)各類票據(jù)單據(jù)電子化,使用在數(shù)字簽名與加密技術(shù),讓數(shù)據(jù)能安全傳輸同時高效地傳遞。這不僅提高了企業(yè)之間的工作效率,降低成本,同時也減少了暗箱操作,保障了信息安全。
應(yīng)使焊接接頭的塑性和沖擊韌性不低于被焊接的鋼材。
根據(jù)焊條選擇原則,NM500鋼與Q235-B鋼強(qiáng)度級別差距較大,應(yīng)根據(jù)Q235-B鋼選擇焊條,外協(xié)廠家選擇ER50-6焊條符合要求,也是最經(jīng)濟(jì)的選擇。同時現(xiàn)場實(shí)際證明,焊縫處無裂紋,說明焊縫強(qiáng)度及韌性符合使用要求。但焊接工藝應(yīng)按焊接性能差的材料NM500鋼制定。
經(jīng)調(diào)查,焊接廠家在焊接NM500鋼時沒有調(diào)整焊接工藝,焊接前無預(yù)熱,焊中無保溫,焊后無消應(yīng)力處理。

表3 轉(zhuǎn)子葉片實(shí)際焊接參數(shù)及工藝
4 NM500鋼焊接裂紋預(yù)防措施
根據(jù)對NM500鋼焊接性能及廠家實(shí)際焊接工藝的分析,制定焊接工藝時需注意以下幾點(diǎn):
(1)焊前預(yù)熱,分離器轉(zhuǎn)子葉片較薄焊前預(yù)熱188 ℃左右,若冬天室外施焊(低于-5 ℃)需預(yù)熱溫度還需提高;
(2)施焊時一道焊縫一次性焊完,中間不停;
(3)焊完后,用石棉覆蓋焊縫,防止冷卻過快;
(4)采用低氫系或超低氫系焊材可防止延遲裂紋,但低氫焊條工藝性能較差,一般用直流電源施焊,主要用于重要結(jié)構(gòu)及剛性厚度較大的焊接中,成本較高,推薦使用實(shí)心焊絲,擴(kuò)散氫含量較低,適合焊接薄鋼板;
(5)焊后消應(yīng)力處理,轉(zhuǎn)子工件較大,且整體消應(yīng)力會影響NM500鋼的耐磨性,可對焊縫進(jìn)行局部加熱進(jìn)行消應(yīng)力,并對焊縫處進(jìn)行敲擊;
(6)焊接前需保證焊絲干燥,清理焊接件上的油污及露水,防止熔覆金屬中擴(kuò)散氫的含量超標(biāo)導(dǎo)致延遲裂紋。
5 結(jié) 論
(1)該轉(zhuǎn)子動葉片存在焊接冷裂紋,轉(zhuǎn)子的下錐體為多塊兒拼焊,且焊后沒有消應(yīng)力,下層葉片在自身焊接應(yīng)力及下錐體變形產(chǎn)生的應(yīng)力的作用下,裂紋擴(kuò)展并發(fā)生斷裂。
(2)低合金高強(qiáng)度鋼NM500鋼屬于難焊材料,焊接時易出現(xiàn)裂紋,需要采取一定的防裂措施。
(3)NM500鋼雖然有較強(qiáng)的耐磨性,但焊接性能差,容易出現(xiàn)比較嚴(yán)重的焊接缺陷,影響設(shè)備的安全性及穩(wěn)定性,通過對材料的焊接性及成本等各方面綜合考慮,轉(zhuǎn)子葉片材料建議使用可焊性較好的材料NM400鋼。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24