自支撐綁定成形網組織結構對插接強度影響*
2022-11-08 06:04:48顧伯洪孫寶忠
產業用紡織品 2022年6期
李 雷 葉 平 顧伯洪 孫寶忠
1.東華大學 紡織學院,上海 201620;
2.江蘇金呢工程織物股份有限公司,江蘇 海門 226132
成形網是造紙中用于紙頁成形和脫水的器件,其對流漿箱中的紙漿懸浮液進行濾水,形成濕紙幅,并將濕紙幅輸送至后續工段[1-2]。經過多年的發展,成形網已從早期的金屬單層網、兩層網發展為當前大規模應用的具有多個橫向緯線系統和縱向經線系統的自支撐綁定(self-supporting binding,SSB)成形網[3]。多層成形網通過中間層縫合而成,如傳統的三層網和SSB成形網采用緯線形成中間縫合層[4]。隨著造紙機車速的不斷提高,作為造紙濕部重要脫水器材的成形網,也迫切需要取得進一步發展[5]。
SSB成形網需通過插接形成接口,從而形成一個整體環形結構用于造紙加工。插接點是指接口處理過程中經線突出網面的位置,因經線處理后在網面上呈點狀而稱作插接點。插接帶由插接點組成,其寬度通常為10 cm左右。插接方法已從傳統的手動插接發展為當前的全自動插接。盡管插接自動化程度有所提高,但成形網的插接強度仍較低,接口質量與網體質量差異較大[6]。此外,SSB成形網所采用的單絲直徑越來越小,而造紙機車速不斷提高,對成形網插接強度和質量的要求也越來越高。接口寬度增加及緯線密度的提高,導致更多緯線在插接機上穿綜,進一步增加了插接難度。
插接工序是SSB成形網制作的最后一道關鍵工序,后續的二次熱定型僅對插接帶進行工藝微調整,因此插接強度對成形網的質量有很大影響。在造紙質量事故中,因插接強度較低造成的質量事故占很大的比重[7]。故提高插接強度,減小接口與成形網主體的質量差異,對降低造紙質量事故發生率具有重要意義。
目前,關于SSB成形網插接的研究主要側重于自動插接機的開發設計方面,如河南恒興造紙網有限公司開發出一種自動插接機,可有效收集插接中產生的網線頭[8]。關于SSB成形網組織結構(如面層與底層的織造網紋、面層緯線與底層緯線根數比、經緯直徑、經緯密度、接口寬度等)與成形網插接強度關系的研究仍有待詳細探討。基于此,本文結合企業生產實踐,探討不同SSB成形網組織結構參數對插接強度的影響,以期為提高成形網產品的接口質量提供一定的理論參考。
1 試樣準備
1.1 原材料準備
SSB成形網,由江蘇金呢工程織物公司提供,面層經、緯線采用聚酯(PET)單絲;底層經線采用PET單絲,緯線采用根數比為1∶1的PET單絲與聚酰胺(PA)單絲。
1.2 制備SSB成形網的設備及工藝參數
整經機:瑞典TEXO公司的TSB400型整經機,整經速度為50 m/min;
織機:德國BK880型,引緯頻率為100次/min;
熱定型機:挪威KE-12.5 m,熱定型溫度從80 ℃升高至185 ℃,加工速度為2.5 m/min;
插接機:SC-5型全自動插接機,加工速度為3 761根/h。
1.3 SSB成形網組織結構模型及插接方式
SSB成形網組織結構模型如圖1所示。其中,藍線表示面層緯線,紅線表示綁定緯線,底層較粗的白線表示底層緯線,上下兩根較細的白線分別表示面層經線與底層經線。為方便表述,后文分別用面經、面緯、底經、底緯、綁緯分別表示面層經線、面層緯線、底層經線、底層緯線、綁定緯線。
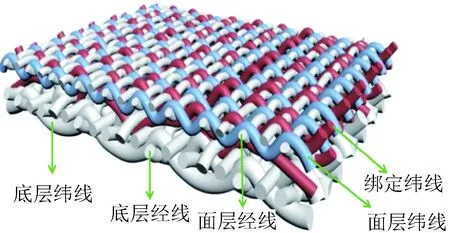
圖1 SSB成形網的組織結構
SSB成形網常見的插接方式有閉口插接與開口插接兩種,如圖2中黃色標記部分所示。兩者的主要區別在于經線在接口形成插接點的方法不同。閉口插接是經線穿過同一緯線后閉合交叉形成插接點;開口插接是經線穿過相鄰緯線后呈開口狀形成插接點。無論采用哪種插接方式,插接后兩端經線并未連接,且在接口處理過程中端口凸出進而形成插接點。目前SSB成形網的面層多采用閉口插接方式,底層多采用開口插接方式。這樣的插接方式可確保插接帶具有較高的強度,同時兼具優良的濾水性能。本文采用的SSB成形網試樣即為面層閉口插接、底層開口插接。
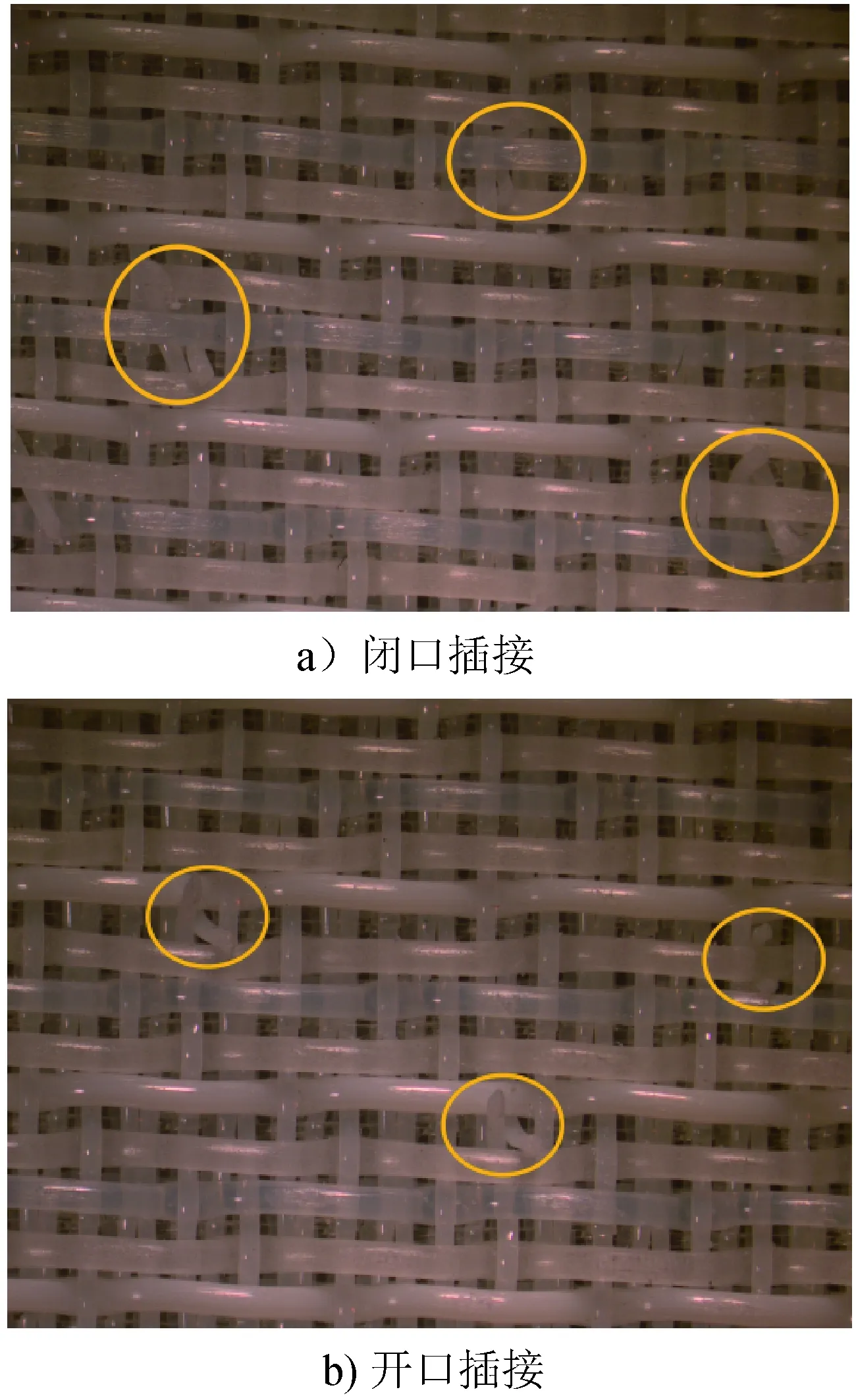
圖2 2種SSB成形網插接方式
2 SSB成形網插接強度測試與分析
2.1 插接強度測試
根據QB/T 2618—2003,采用Zwick Z010型強度試驗機測試SSB成形網的插接強度,測試參數設置如下:預張緊力0.5 N,預張緊速度10 mm/min,拉伸速度100 mm/min。
SSB成形網試樣尺寸:長200.00 mm±5.00 mm,寬20.00 mm± 0.50 mm,每種試樣測試3次。
造紙過程中成形網主要是經線方向受力,因此均沿經線方向對插接帶進行插接強度測試。
2.2 織物組織結構對成形網插接強度的影響
2.2.1 織造網紋對成形網插接強度的影響
SSB成形網生產中,通常面層織造網紋為平紋組織,以確保成形網的纖維支撐性能及平整性;底層織造網紋為緞紋組織,以使成形網更耐磨,使用壽命更長。在除織造網紋外其他結構參數基本相同的情況下,分別對織造網紋為2/10、2/8和2/6的3種常見成形網進行插接強度測試。其中,2/10織造網紋表示成形網的面層為平紋組織,底層為十枚變則經面緞紋組織,2表示平紋組織一個組織循環的經緯線根數,10表示緞紋組織一個組織循環的經緯線根數。2/8和2/6織造網紋的面層也均采用平紋組織,底層則分別采用八枚變則經面緞紋組織和六枚變則經面緞紋組織。3種成形網的拉伸性能測試結果如圖3和表1所示。
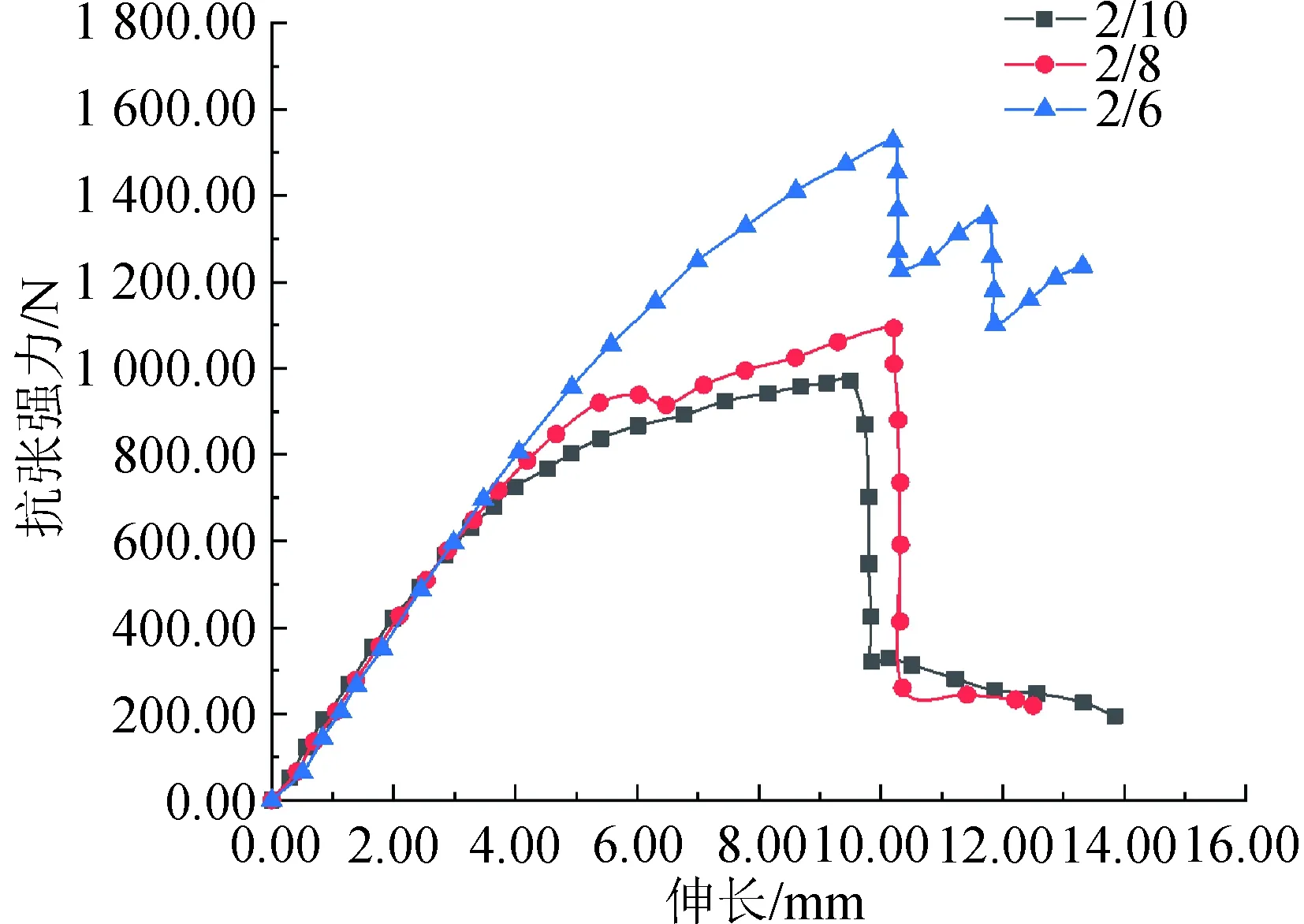
圖3 3種不同織造網紋SSB成形網的拉伸曲線

表1 3種不同織造網紋SSB成形網的插接性能測試結果
由表1可知,2/10、2/8和2/6這3種不同織造網紋SSB成形網的插接強度分別為486、546和763 N/cm,表明底層織造網紋由十枚變則經面緞紋變為八枚、六枚變則經面緞紋時,成形網的插接強度逐漸提高。面層為平紋組織,底層為十枚變則經面緞紋時,成形網的插接強度最小,比底層為六枚變則經面緞紋成形網的插接強度低36.3%。
2.2.2 面緯底緯根數比對成形網插接強度的影響
當前,用于造紙的SSB成形網,其面緯底緯根數比通常采用2∶l或3∶2,且面層經緯線采用較小直徑的PET單絲,底緯采用較大直徑的PET單絲,配合一定比例的PA單絲,以提高成形網使用壽命[9]。在其他結構參數基本相同的情況下,面層緯線與底層緯線根數比分別為2∶1和3∶2的SSB成形網的拉伸性能測試結果如圖4和表2所示。
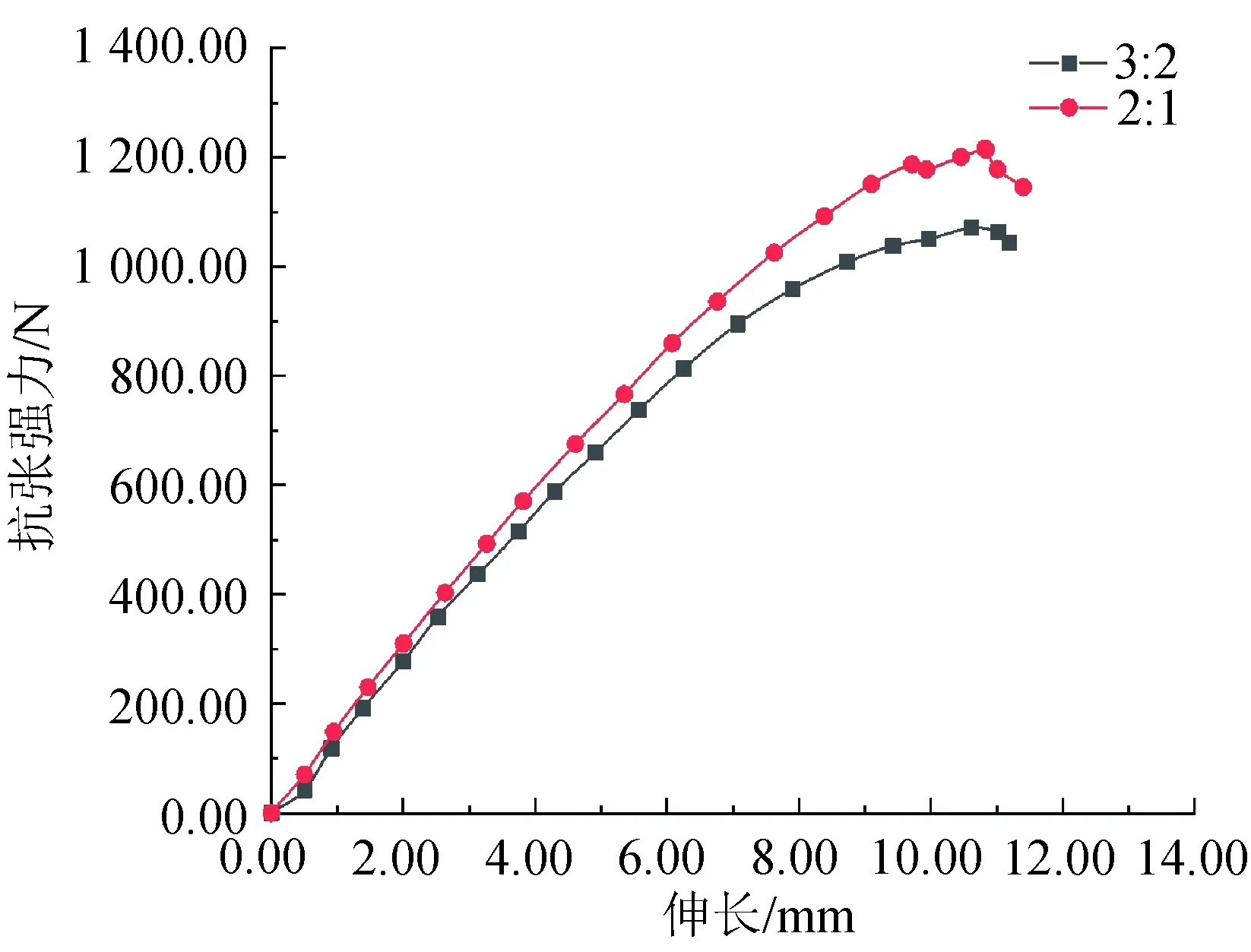
圖4 2種不同面緯底緯根數比SSB成形網的拉伸曲線

2.2.3 經緯線直徑對成形網插接強度的影響
為探討SSB成形網經緯線直徑對成形網插接強度的影響,測試不同經緯線直徑成形網的插接強度,結果如圖5和表3所示。可知,成形網經緯線直徑越大,插接強度越高,且經線直徑的影響更大。由圖5a)和表3可知,面經直徑為0.13 mm、底經直徑為0.21 mm時,插接強度僅為430 N/cm,較面經直徑為0.20 mm、底經直徑為0.27 mm時的插接強度減小了約43.2%。上述結果驗證了企業為提高成形網強度而普遍采用增大經線直徑的方法的正確性。由圖5b)可看出,底緯直徑越大,成形網插接強度越高。這也解釋了成形網生產時常通過增加底緯直徑的方式提高斷裂強度,進而改善成形網的耐磨性能。通過增大底緯直徑可解決成形網因不斷與驅網輥、張緊輥等脫水元件接觸而造成的過早下機問題,提高其使用壽命。綁緯是SSB成形網中連接面層與底層的一組特殊緯線,可使成形網結構更緊密。由圖5c)和表3可以看出,綁緯直徑越小,插接強度越低。當綁緯直徑由0.20 mm減小至0.13 mm時,成形網的插接強度由750 N/cm減小至522 N/cm,降低約30.4%。實際生產中,常通過增大綁緯直徑的方式提高綁緯與面經、底經的接觸面積,進一步增加成形網插接強度。
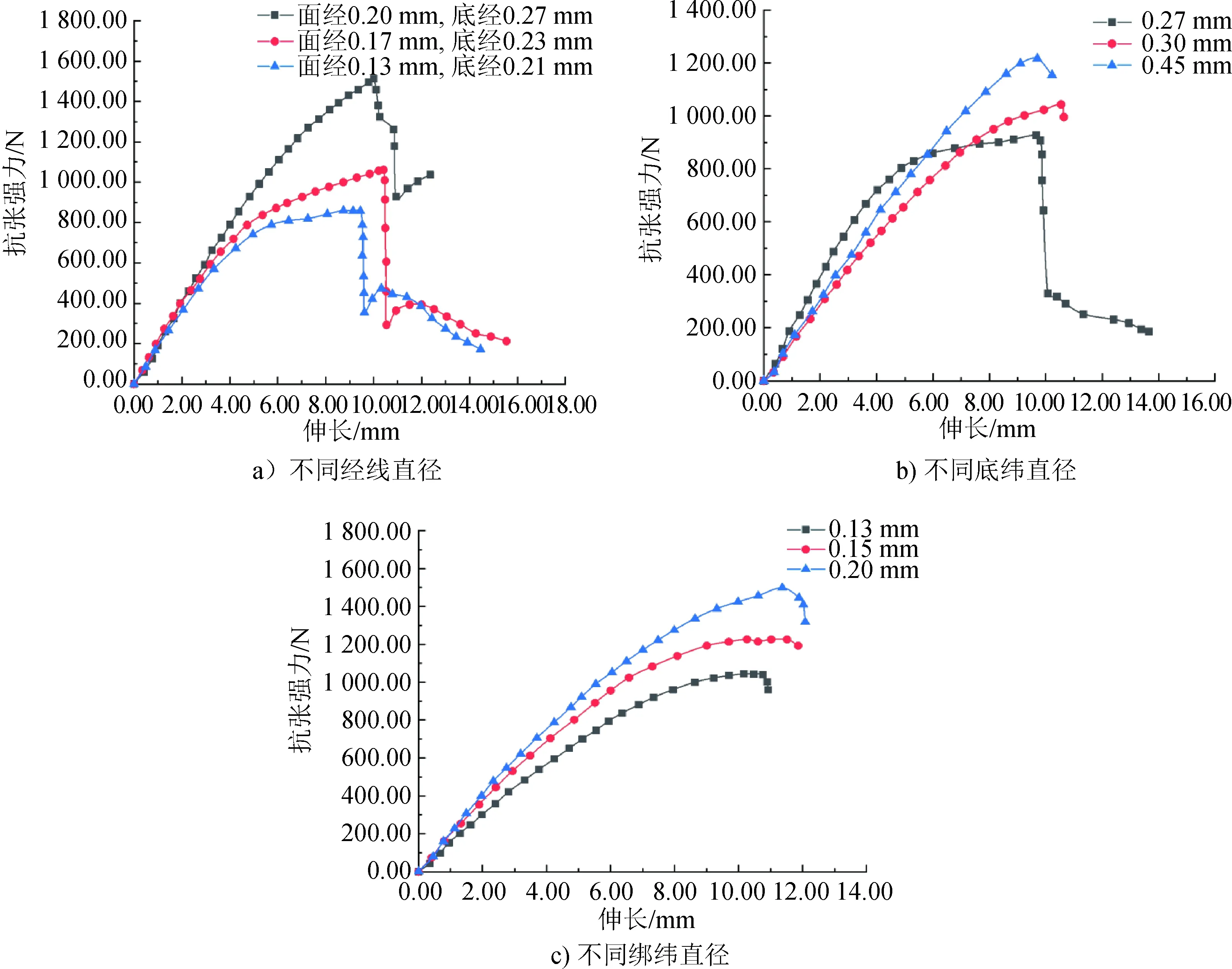
圖5 不同經緯線直徑SSB成形網的拉伸性能曲線

表3 不同經緯線直徑SSB成形網的插接性能測試結果
2.2.4 經緯線密度對成形網插接強度的影響
SSB成形網經緯線密度是成形網制備過程中的重要指標,無論是織造還是熱定型環節,均需專門的設備和工藝條件來確保目標經緯密度的實現,可見經緯線密度對成形網的最終性能有很大的影響。在確保SSB成形網除經緯密度外其他結構參數基本相同的情況下,測試3種不同經緯密度SSB成形網的拉伸性能,結果如圖6和表4所示。由圖6與表4可知,相比經密為45根/cm、緯密為54根/cm的成形網,經密為57根/cm、緯密為63根/cm的成形網的插接強度提高了約21.1%。原因是經緯密增大,單位長度內的經線及緯線根數增多,紗線排列更緊密,抱合力更強,插接強度也更高。研究還發現,經密不變,僅增大緯密時,成形網的抗張強力與插接強度增量較小。實際生產中,增大經緯密既可提高成形網的纖維支撐留著能力,又能在確保強度的基礎上,配合使用直徑更小的單絲,改善成形網的濾水性能。
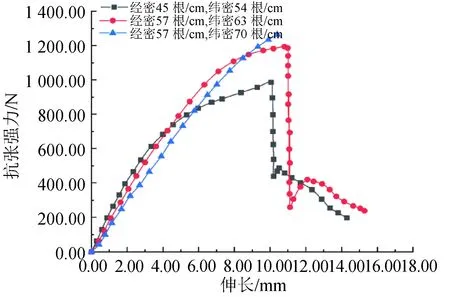
圖6 3種不同經緯密度SSB成形網的拉伸性能曲線

表4 3種不同經緯密度SSB成形網的插接性能測試結果
2.2.5 接口寬度對成形網插接強度的影響
實際應用中,接口寬度也會對成形網插接強度產生影響。在確保SSB成形網除接口寬度外其他結構參數基本相同的情況下,選用接口寬度分別為14 cm與16 cm的2種成形網進行拉伸性能測試,結果見圖7和表5。由圖7和表5可看出,接口寬度增大,插接強度提高。接口寬度從14 cm增至16 cm時,插接強度從442 N/cm增至557 N/cm,增大了26.0%。實際生產中也常通過增大接口寬度來增加插接強度,但同時需考慮插接機所能承受的最大緯線根數,在合理范圍內設計接口寬度。

圖7 2種不同接口寬度SSB成形網的拉伸性能曲線

表5 2種不同接口寬度SSB成形網的插接性能測試結果
2.3 拉伸失效分析
目前,成形網通常不會因拉伸失效而下機,更多的是因成形網磨損、高壓水使用不當、化學清洗不當、脫水元件劣質等因素而導致下機。隨著造紙機車速的提高,成形網插接帶出現拉伸失效的概率增大。采用顯微鏡觀察SSB成形網插接帶拉伸破壞失效模式(圖8),可以看出,在沿經線方向的拉伸作用下,接口被拆開,經線在插接點處發生分離;緯線則并未發生斷裂,而是呈脫散分布,最終導致成形網失效。
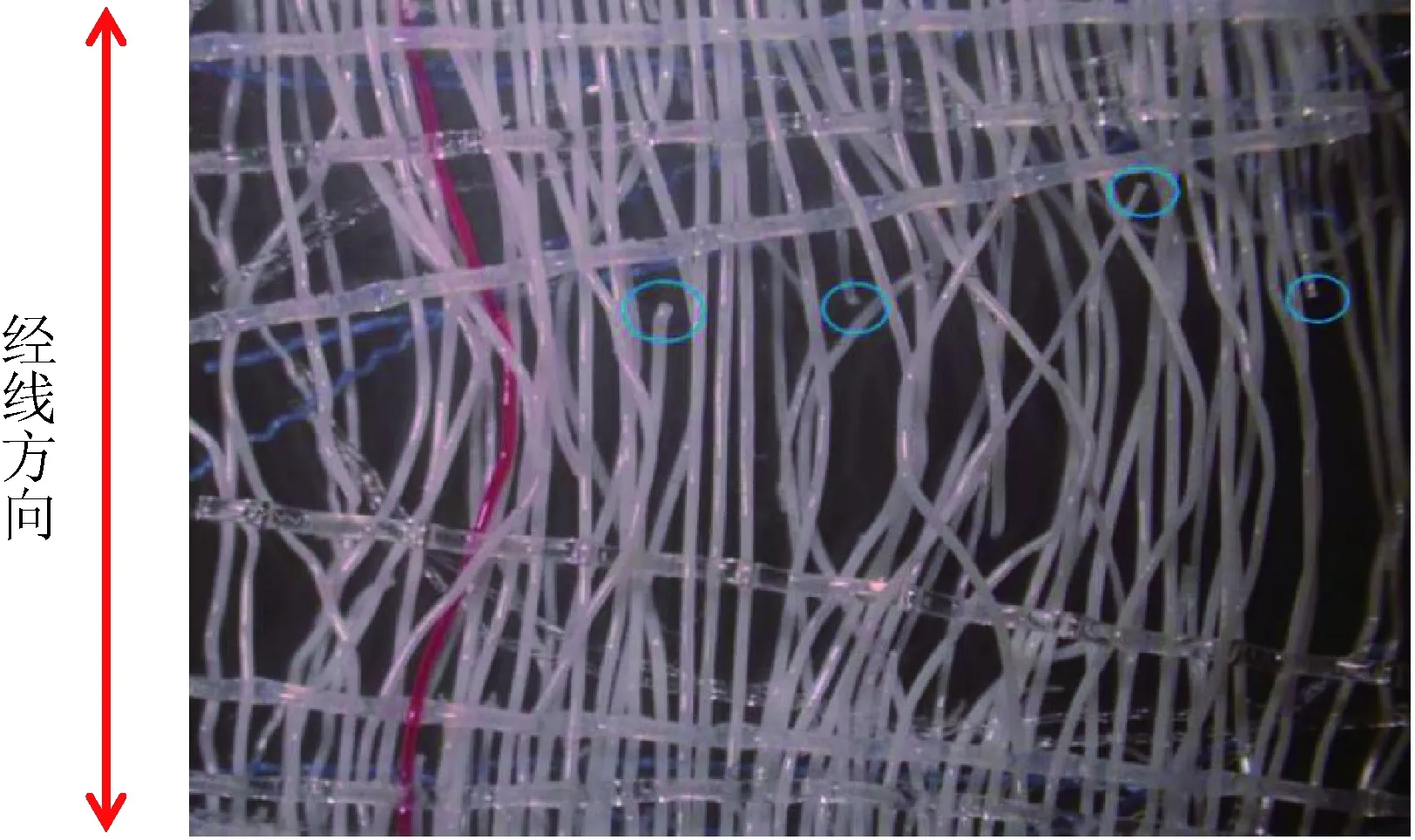
圖8 SSB成形網插接帶拉伸破壞失效模式
3 結論
通過結合SSB成形網的生產實踐,探究了不同織物組織結構對成形網插接強度的影響,得到下述結論。
(1)常見的3種織造網紋成形網中,面層采用平紋、底層采用六枚變則經面緞紋時,制成的成形網插接強度最大,可達763 N/cm,最大抗張強力達1 525.92 N。
(2)當面緯底緯根數比為2∶1時,綁緯數量多,所得成形網結構緊密,插接強度大。
(3)經緯線直徑越大,成形網插接強度越高。經線直徑對插接強度的影響更大。面經直徑為0.13 mm、底經直徑為0.21 mm的成形網相比面經直徑為0.20 mm、底經直徑為0.27 mm的成形網插接強度減小了約43.2%,這也是成形網制備過程中通過增大經線直徑提高其強度的原因。
(4)成形網插接強度與經緯密度和接口寬度呈正相關。提高經緯密度,可在確保成形網強度的基礎上,兼顧纖維支撐留著能力與濾水性能;在插接機所能承受的最大緯線根數范圍內增加接口寬度,可提高成形網插接強度。
(5)SSB成形網沿經向拉伸的失效模式為經線在插接點處發生分離,緯線脫散。