壓力容器錐形工件在卷錐卷板機上卷制條件的快速判定
2022-11-08 07:18:46黃生慶
化工裝備技術 2022年5期
黃生慶*
(寶鈦集團有限公司)
0 引言
壓力容器制作過程中,錐形工件或筒體縮頸常作為兩節筒體的過渡。錐體工件加工一般采用圓柱輥型的對稱三輥卷板機和四輥卷板機進行卷制或采用折彎機、油壓機等壓力設備按分度母線進行壓制成型。常用的兩種錐形工件成型方法各有利弊,但加工得到的工件質量不穩定且效率較低,且大部分工件需進行二次表面加工處理。為了解決這一錐形工件的工藝制造難題,某公司經過市場調研,新購置了一臺圓錐專用卷板機。由于對該類專用卷板機的加工機理掌握不透徹,試生產期間,不是部分工件經上機試卷后無法按圖紙要求成型,就是工件表面依然存在劃傷等缺陷,因此,對該圓錐專用卷板機的工作原理進行了分析和計算,推導出了一套快速判定工件是否可在該設備上進行卷制的方法。該方法應用效果良好,可在同類作業時進行推廣應用。
1 普通卷板機和壓力機壓制錐體工件的優缺點
普通三輥卷板機卷制錐體工件時,采用傾斜上輥或兩根下輥呈“八”字分開的方式進行卷制,由于圓錐旋轉時,其母線上每個截圓的線速度隨著遠離錐頂點距離增大而線性增大,工件表面與圓柱輥卷板機工作輥整個表面線速度不變的特性勢必產生速度干涉,會在工件表面產生劇烈摩擦而造成劃痕,影響工件成型后的表面質量,且加工過程中因上輥和下輥位置的改變產生巨大軸向力,對卷板機損傷很大;而用折彎機、油壓機等按工件分度母線壓制成型時,工件易產生棱角度超差、生產效率低、工人勞動強度大而無法滿足大批量生產的要求。采用對稱圓柱輥三輥卷板機卷制錐形工件較多時,卷制后工件表面的劃痕較多,通常需要進行二次打磨處理,費工費時,打磨作業也會對作業環境造成污染。
2 錐形專用卷板機卷制錐形工件的工作原理及可卷制工件的判定方法
由于在設備中的位置和功能不同,錐形工件外形尺寸千差萬別。本文對圓臺形的錐體工件進行分析研究。錐形工件主要參數如圖1 所示。錐形工件在回轉卷制過程中,理想的狀態就是錐體在繞其中心線旋轉時,其母線的線速度與卷板機工作輥母線上與錐形工件母線等長部分的旋轉線速度保持相同。工件與卷板機工作輥之間形成純滾動摩擦,沒有速度干涉,利用不在同一條直線上的三點可確定一個圓的原理可卷制出符合圖紙要求的工件。而普通三輥卷板機的工作輥為圓柱形,無論怎么調整上輥的角度,工作輥與工件之間都不能保持線速度相等。且上輥傾斜后,下壓力的分力產生的軸向分力需要卷板機牌坊進行克服,而輥子與工件的速度干涉會使工作輥與工件產生強烈的摩擦,損傷輥面同時導致工件表面劃傷。在非標壓力容器制造過程中,錐形工件較多,且尺寸不同,為了提高工件的加工效率和改善工件的表面加工質量,可采用圓錐專用三輥卷板機解決上述問題。
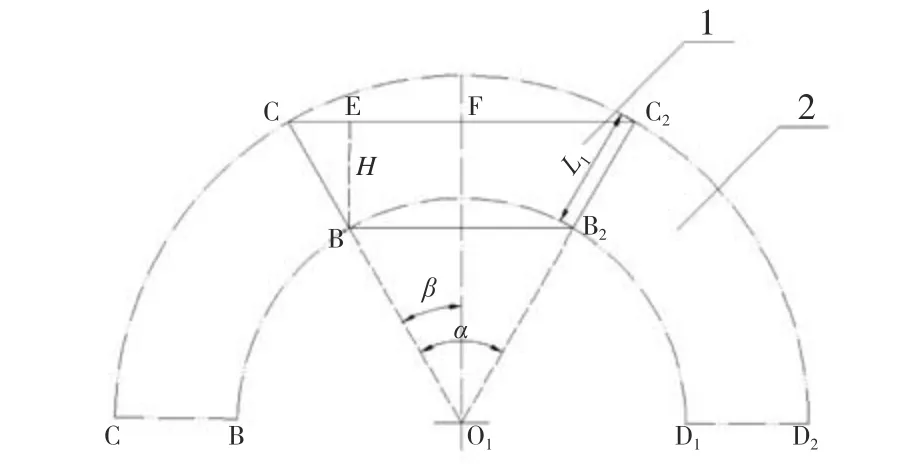
圖1 錐形工件展開圖
由于前期對圓錐專用卷板機工作機理認識不夠,單純認為,只要把卷板機的工作輥做成錐形,使其錐角與常見工件的錐角基本保持一致,就可以解決大部分問題,同時也能兼顧加工以該錐角值為中心的一定范圍內的錐形工件。但在試卷過程中,根本無法進行卷制。該類型的卷板機適用的尺寸范圍及快速篩選方法成了需要立即解決的問題。因此,對圓錐專用三輥卷板機從結構形式、工作原理進行分析,通過計算推導出了快速判定在該卷板機上能否卷制的方法。
2.1 圓錐專用三輥卷板機的結構形式及工作原理
圓錐專用三輥卷板機采用三根相同的錐形輥作為工作輥,三根工作輥的中心呈等腰三角對稱布置。圓錐專用三輥卷板機和普通三輥卷板機的工作原理相同,由電動機經過減速機、聯軸器帶動兩個下輥的驅動方式,或三輥全驅的方式利用三點成圓的原理使圓錐工件的展開扇形鋼板在卷板機的上輥按卷制道次壓下,并通過上、下工作輥的反復滾動變形,最終卷制形成一個錐體。目前市場上以圓錐輥型的懸臂結構(如圖2 所示)和錐臺輥型的雙牌坊支點結構的圓錐專用三輥卷板機(如圖3 所示)居多。該類卷板機的優點是成型質量好,表面無劃傷,無普通卷板機卷制時的較大的軸向力,且效率較高;其缺點是只能專機專用,不可卷制其他類型的工件。該類卷板機工作輥的輥型幾何尺寸決定了可卷制錐形工件的加工范圍,覆蓋面有限。

圖2 懸臂式卷錐三輥卷板機

圖3 雙支點卷錐三輥卷板機
2.2 錐形工件在圓錐專用三輥卷板機上卷制過程及狀態分析
以圖1 所示的錐體工件BB2C2C 為例進行分析。錐體BB2C2C 可按以下步驟做出其展開圖BCD2D1。
(1)計算扇形圓心角∠CO1D2=360°×(CF/O1C);(2)把圓臺BB2C2C延長CB、C2B2于O1點;(3)以O1點為圓心,分別以O1C、O1B為半徑畫圓;(4)量取扇形圓心角∠CO1D2,即可得到錐臺工件BB2C2C的扇形展開圖BCD2D1。
錐臺工件BB2C2C 的在圓錐專用卷板機上卷制位置如圖4 所示。BCC1B1為錐形輥。錐臺工件BB2C2C在B、C 點的線速度必須與錐形輥BCC1B1的B、C 點的線速度相等,才能使錐形工件與錐形工作輥實現純滾動摩擦。錐體BB2C2C 以l1為軸線旋轉時母線B 點和C 點的線速度vB1、vC1分別為:

式中:n1——錐形工件轉速;
LBB2——錐體工件B 點的截圓直徑;
LCC2——錐體工件C 點的截圓直徑。
錐形工作輥BCC1B1以l2為軸線旋轉時母線B 點和C 點的線速度vB2、vC2分別為:

式中:n2——錐形上輥轉速;
LBB1——錐形工作輥B 點的截圓直徑;
LCC1——錐形工作輥C 點的截圓直徑。
因 為VB1=vB2,vC1=vC2, 所 以2π·LBB2·n1=2π·LBB1·n2,2π·LCC1·n1=2π·LCC2·n2,n1/n2=LBB1/LBB2,n1/n2=LCC2/LCC1,LBB1/LBB2=LCC2/LCC1。
錐形工件在卷板機錐形工作輥上純滾動的條件為,錐形工件的大、小圓直徑與錐形工作輥上某位置的兩個大、小圓的直徑呈比例,且這兩個大小圓之間的母線長度與錐形工件的母線長度相等。
由上述工件在錐形卷板機上純滾動的條件可知:LBB1、LCC1為錐形工作輥上的兩個截圓的直徑,其截圓的位置與錐形工作輥的頂點O 息息相關。即圖4中的r2確定了工件在錐形工作輥的位置。r2=LO1B錐形工件頂點O1到B 點的距離),所以,錐形工件的頂點必須與錐形工作輥的頂線重合方能進行定位和卷制。
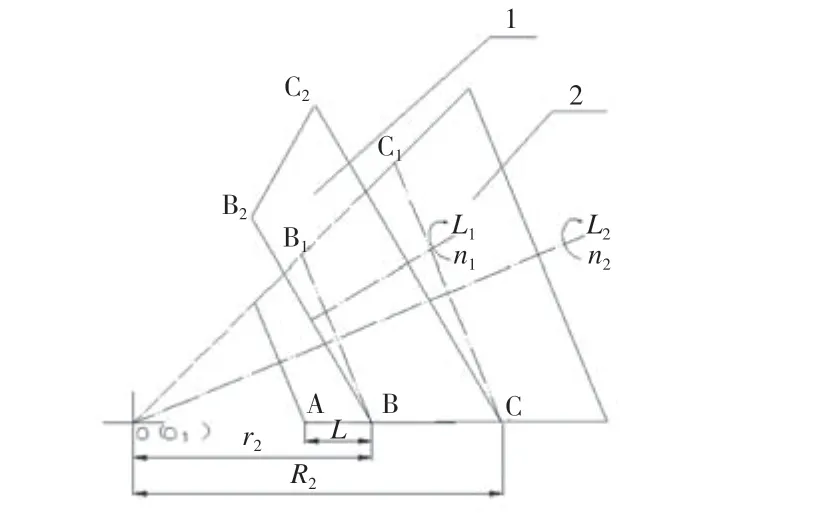
圖4 錐形工件在錐卷板機上的位置圖
因此,上輥與工件的傳動關系應滿足如下條件才能實現工件、工作輥之間的純滾動摩擦:n1/n2=LBB1/LBB2=LCC2/LCC1,且工件在輥面的位置應確保O 與O1點重合,r2=LOB(錐形上輥頂點O 到B 點的母線長度),卷板機工作錐輥的LOA(錐形上輥頂點O 到A點的母線長度)為定值,日常工作中對工件只要按LAB=r2-LOA進行定位即可。
2.3 圓錐卷板機最大卷制范圍
由于圓錐專用卷板機的工作輥采用錐形,按卷制的工藝技術參數要求,工作輥的大、小端直徑和輥子有效工作長度確定后,卷板機的幾何性能參數及所能的卷制的工件幾何尺寸范圍也隨之確定。圓錐專用三輥卷板機的最大卷制工件幾何參數如圖5 所示。
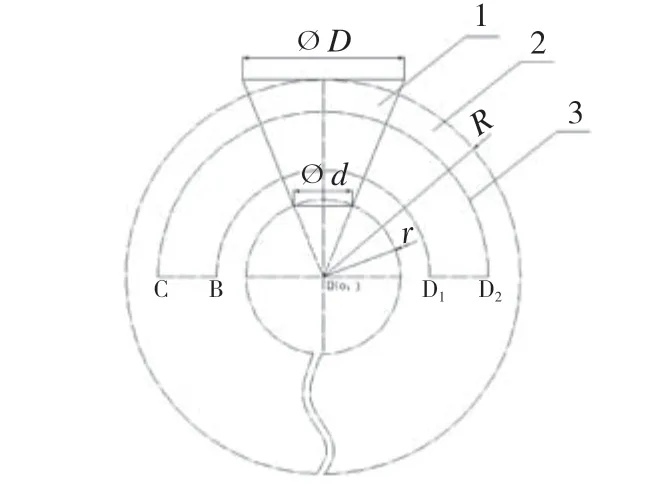
圖5 錐卷板機最大工件卷制范圍與工作錐輥幾何尺寸的關系圖
由于,3 根工作輥的幾何尺寸一樣,所以按一根輥子進行分析即可。由上述分析可知:以上輥兩側母線的延長線的交點O 為圓心,分別以R、r為半徑畫圓所形成的環形區域即為該卷板機所能卷制錐形工件展開圖所能達到的最大能力區域。在該區域內以O 點為圓心的所有規格的扇形板即可在該設備上卷制成型(錐體工件大、小端直徑須不小于1.5~2 倍以上的上輥大、小直徑尺寸)。
2.4 工件在具有定錐度工作輥的卷錐卷板機上卷制的判定條件
由圖5 可知,只要滿足章節2.2 的條件,且錐形工件的展開圖位于圖5 中2 所示的區域內,均可在該卷板機上進行卷制。可將待卷制的錐形工件按章節2.2中展開圖的做法進行作圖,并使O 與O1點重合,并在圖5 中進行驗證,只要落入圖中2 的區域內,該各件即可在該圓錐三輥卷板機上進行卷制,否則,就不能進行卷制。但每次進行作圖驗證,不僅繁瑣,而且效率低下。由圖5 可以看出。只要待卷工件如圖1中LO1B≥r,且錐體的母線長度L1+r≤R(R是卷板機錐形工作輥頂點到大圓的中心高,為定值)即可。
由 圖3 可 知:

式中:LO1B——錐體工件頂點到小圓的母線長度;
LBB2——錐體工件小圓直徑;
β——錐體工件半錐角 ;
α——錐體工件錐角。
因此,只要知道錐形工件的錐角、小圓直徑或半徑、及母線長度,通過上述公式計算即可快速判定該工件能否在該圓錐卷板機上進行卷制。當LBB2=0時,僅能進行圓錐形工件的卷制,也就是需要采用圖2 所示的卷錐卷板機進行卷制。采用卷錐卷板機卷制工作時,僅需判斷錐形工件的母線長度≤錐輥的母線長度即可。
3 結語
通過對錐形工件的主要參數進行計算,可對錐形工件在卷錐卷板機上能否卷制進行快速判定,以減少試卷的時間和次數及不必要的不合格產品,提高工件卷制質量。同時,通過上述分析、計算也可得出:在購置卷錐卷板機時,可對歷年的錐形工件進行統計、計算和梳理,結合卷板機卷制能力,給出合理的工作輥的大、小圓直徑參數,在設備選型時可大大提高工件的覆蓋范圍。具有較強的指導意義。
