基于3D打印技術的梯形凹槽雙脊喇叭天線
2022-11-18 04:54:34謝振江
壓電與聲光 2022年5期
張 勝,徐 聰,謝振江,王 俊
(1.中國礦業大學 信息與控制工程學院,江蘇 徐州 221116;2.東南大學 信息科學與工程學院毫米波國家重點實驗室,江蘇 南京 211189)
0 引言
隨著無線通信的快速發展,加脊喇叭天線憑借其寬帶寬、方向性好及頻率特性優等特點而得到廣泛應用,但天線旁瓣抑制仍是喇叭天線設計中的難點之一。超材料[1]、電磁帶隙結構(EBG)[2]和頻率選擇表面[3]等均可用來調節天線旁瓣,但這些材料和結構在加工制造上較難實現,且制成的天線無法控制遠場輻射。凹槽結構可產生表面波和同相輻射,能提高天線方向性,抑制高階模式和減少輻射場的交叉極化分量,也可用來抑制天線的旁瓣。凹槽效應可用TE或TM表面波阻抗及輻射場的色散關系表征[4],已被廣泛應用于各類天線中[5-6]。
由波導壁張開延伸得到傳統的喇叭天線,其結構較簡單。為了滿足更高的性能要求和更多的應用場景,天線結構變得越來越復雜,傳統的加工方法已無法滿足喇叭天線的加工要求。3D打印技術具有環保、生產周期短和一次成型等優點,這為現代微波電路加工提供了一條優選途徑[7-8]。本文采用3D打印技術設計了帶有梯形凹槽的雙脊喇叭天線。通過在天線口徑面和外側壁添加兩組梯形槽,可有效抑制喇叭外壁上的電流,降低天線旁瓣且增加了天線增益。此外,天線的相對帶寬達到67%,空心的喇叭壁結構可使天線質量減少74%。
1 天線的幾何結構
本文設計的梯形凹槽雙脊喇叭天線尺寸如圖1所示。在傳統的雙脊喇叭天線的基礎上,通過增加喇叭段的壁厚來延長電流路徑,兩組梯形槽分別分布在天線口徑面和外側壁。天線的饋電方式為同軸饋電,材料為AlSi10Mg(導電率為6×105S/m[9]),天線喇叭壁設計成壁厚為1 mm空心結構。天線優化后的結構尺寸:d1=14 mm,d2=13.9 mm,d3=26.3 mm,d4=47.7 mm,d5=9 mm,d6=110 mm,d7=110 mm,d8=1 mm,凹槽寬度W1=5 mm,W2=1 mm,W3=4 mm,W4=3 mm,a1=24.1 mm,a2=44.1 mm,a3=24.1 mm,a4=44.1 mm,b1=20 mm,h1=17 mm,凹槽深度h2=6 mm,Jw=10.3 mm,Ja=4.3 mm。

圖1 天線的幾何尺寸
2 天線設計原理
角錐喇叭的E面壁是逐漸張開的,電場與E面壁不再垂直,而存在夾角。為了滿足金屬邊界條件,E面壁上會產生指向口徑方向的壁電流,但壁電流不會流到喇叭口徑面處消失,反而會繞過口徑面繼續流到外壁。這種存在于外壁的電流易產生旁瓣。雖然H面壁也是逐漸張開的,但由于輸入模為TE10模,所以在H面的電場始終近似為0。因此,本文通過在E面壁添加2組梯形凹槽來阻止壁電流,達到降低旁瓣的效果。
圖2(a)為本文采用的雙脊喇叭天線初始結構圖。在5~10 GHz內,該天線增益為7.5~12.4 dBi,如圖3(a)所示。天線的脊曲線采用二次方程[10]:
(1)
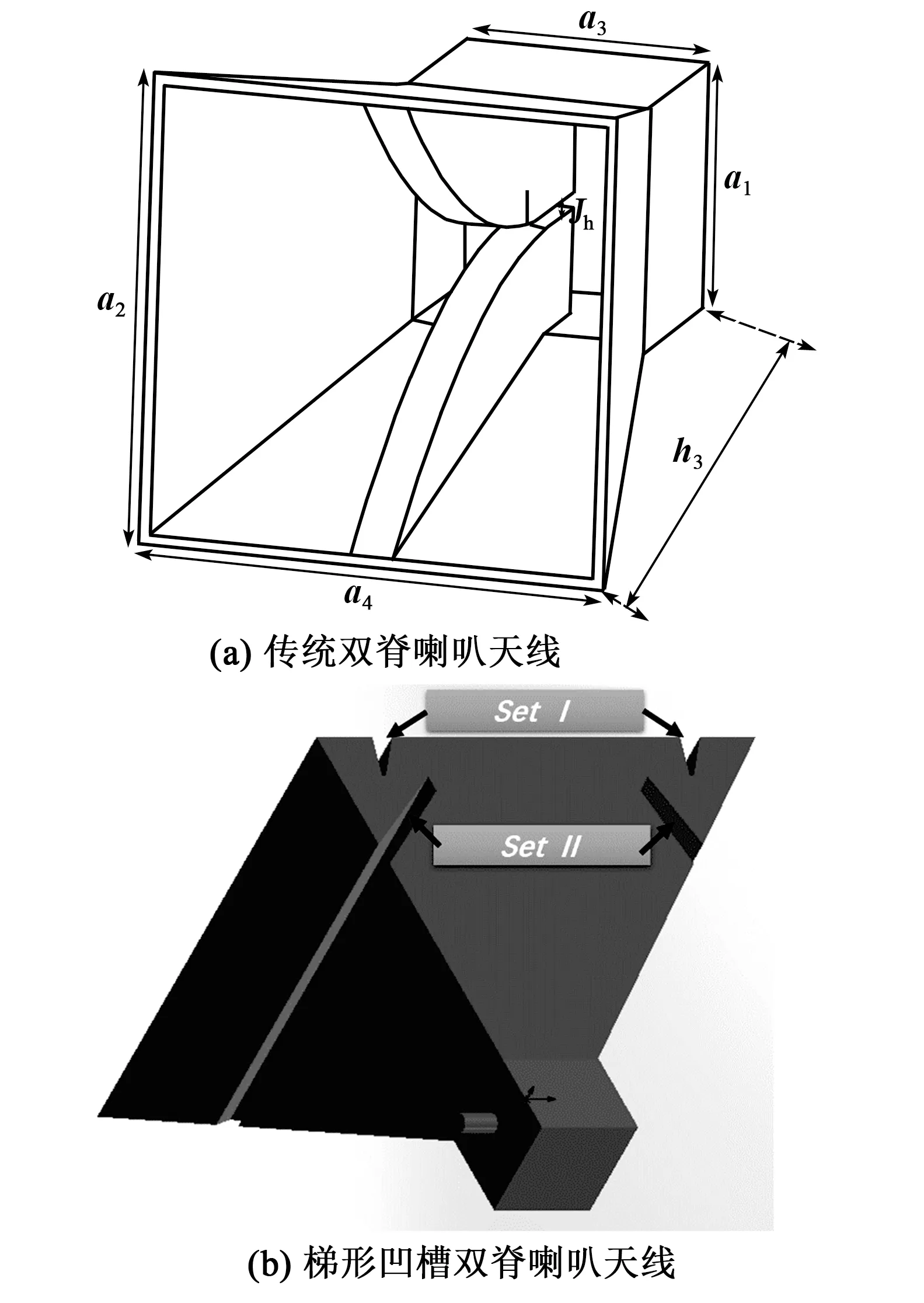
圖2 天線結構圖

(2)
(3)
W1?λ
(4)
式中:λ為波長;n∈Z+。
因為凹槽是提高增益、降低旁瓣的主要途徑,所以本文對2組凹槽進行分步優化分析,其主要步驟如下:
1) Set Ⅰ的優化。圖3為W2的參數分析。由圖3(a)可知,凹槽對高頻增益的影響較大。隨著W2的減小,高頻段內的增益逐漸變大。當W2=1 mm時,增益提高約3.2 dBi。9 GHz時電流分布如圖3(b)所示,電流主要分布在凹槽中間和喇叭口周圍。電流在凹槽處產生強烈的諧振,減少了流向外側壁的電流,從而有效地抑制了旁瓣。由圖3(c)可知,與無槽天線相比,當W2=1 mm時旁瓣電平降低了7 dB。

圖3 W2的參數分析
2) Set Ⅱ的優化。圖4為W4的參數分析。由圖4(a)可看出,Set Ⅱ可有效地提高低頻段的增益,當W4=3 mm時,增益表現最優。7 GHz時電流分布如圖4(b)所示,電流主要分布在凹槽兩端。由于凹槽兩端朝外側延伸,易造成電流流失,故導致在6.8~7.2 GHz頻段內增益小于無槽天線。由圖4(c)可知,槽底W4對旁瓣的影響較大。與無槽天線相比,當W4=3 mm時,凹槽天線旁瓣電平小于-18 dB,旁瓣特性比無槽天線提高了約4 dB。
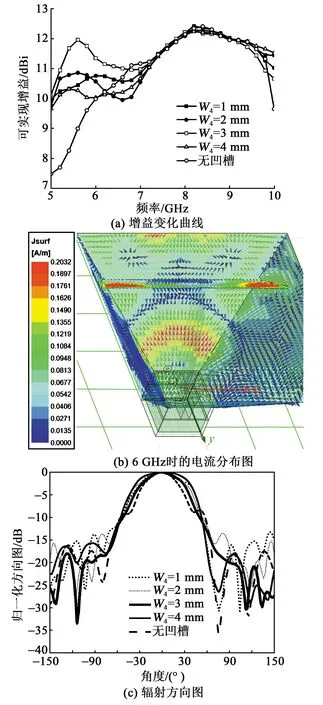
圖4 W4的參數分析
3) 總體性能分析。將優化后的2組凹槽同時加入天線,并對4種情況下性能參數進行比較,如圖5所示,加槽天線的回波損耗S參數均與無槽天線相吻合。與無槽天線相比,帶有2組凹槽天線的低頻增益和高頻增益分別提高了6 dBi和4 dBi,在整個頻段內大于10 dBi。
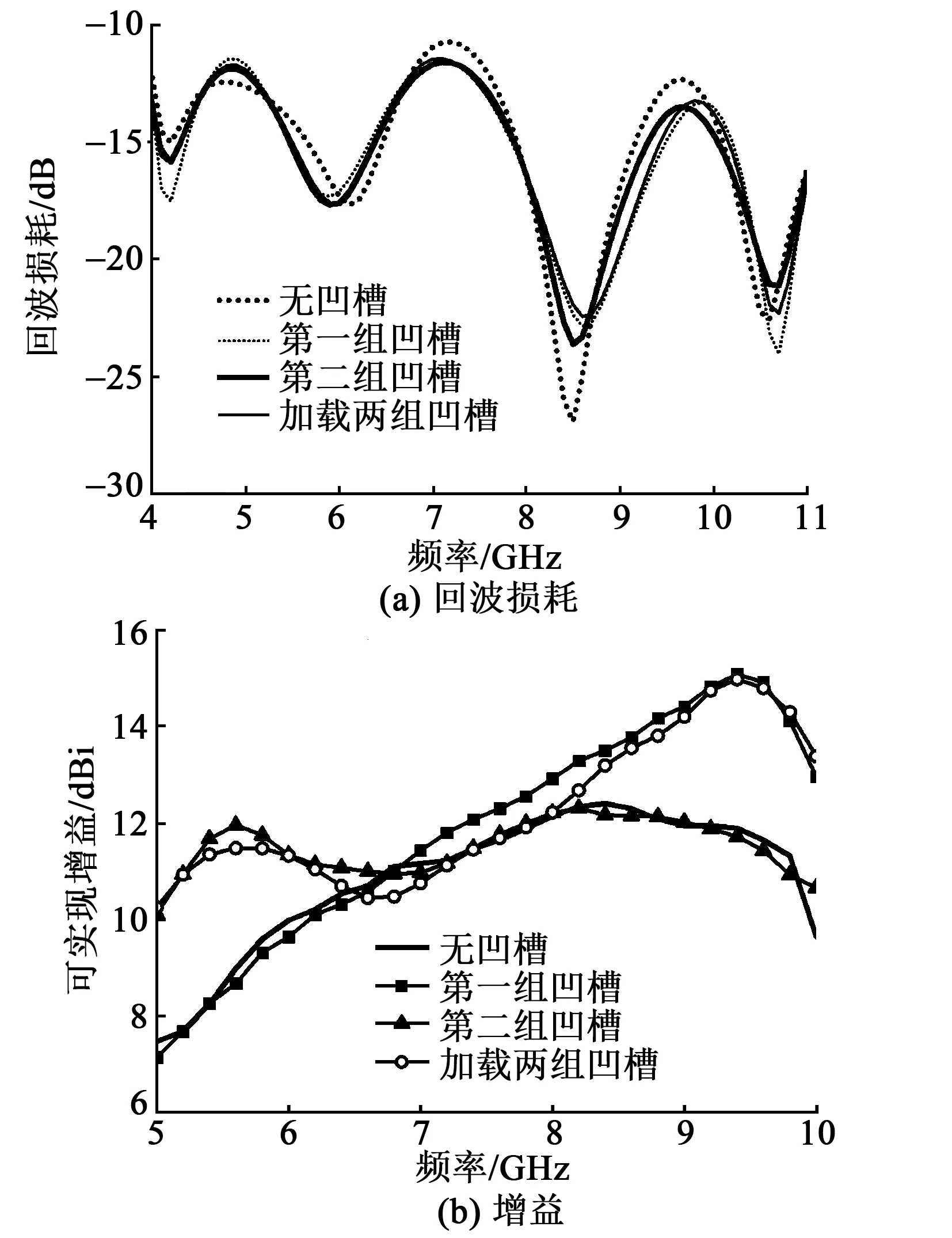
圖5 天線加槽前后的參數對比
為了減少成本和降低天線質量,本文將喇叭壁設計成壁厚為1 mm的空心結構。天線利用EOS M280打印機通過直接金屬激光燒結(DMLS)技術進行制作。此款3D打印機使用功率為200 W的激光器,能實現波長約1 μm的激光輸出,掃描速度高達7 m/s,能打印的最大器件尺寸為250 mm×250 mm×325 mm;此外,天線的打印精度與打印材料有關。本文使用的打印材料為AlSi10Mg(導電率為6×105S/m),其加工精度為100 μm,表面粗糙度Ra=15 μm,可打印的最小壁厚為300~400 μm。加工的天線如圖6所示。經測量,天線質量由原來的537 g降低到141 g。

圖6 天線實物圖
3 結果分析
圖7為使用KEYSIGHT E5063A網絡分析儀對天線進行測量的環境。圖8為天線S參數的仿真和測量結果。由圖可見,在頻率5~10 GHz時,天線的工作帶寬優于-10 dB。由于加工精度的原因導致測量結果發生了頻率偏移。圖9為天線增益的仿真和測量結果。由圖9可看出,在整個頻段內,天線增益有顯著提高。本文提出的天線峰值增益為14.75 dBi,比無槽天線高2.34 dBi。測試結果與模擬結果基本一致。

圖7 天線的測量環境

圖8 天線S參數的仿真和測量結果
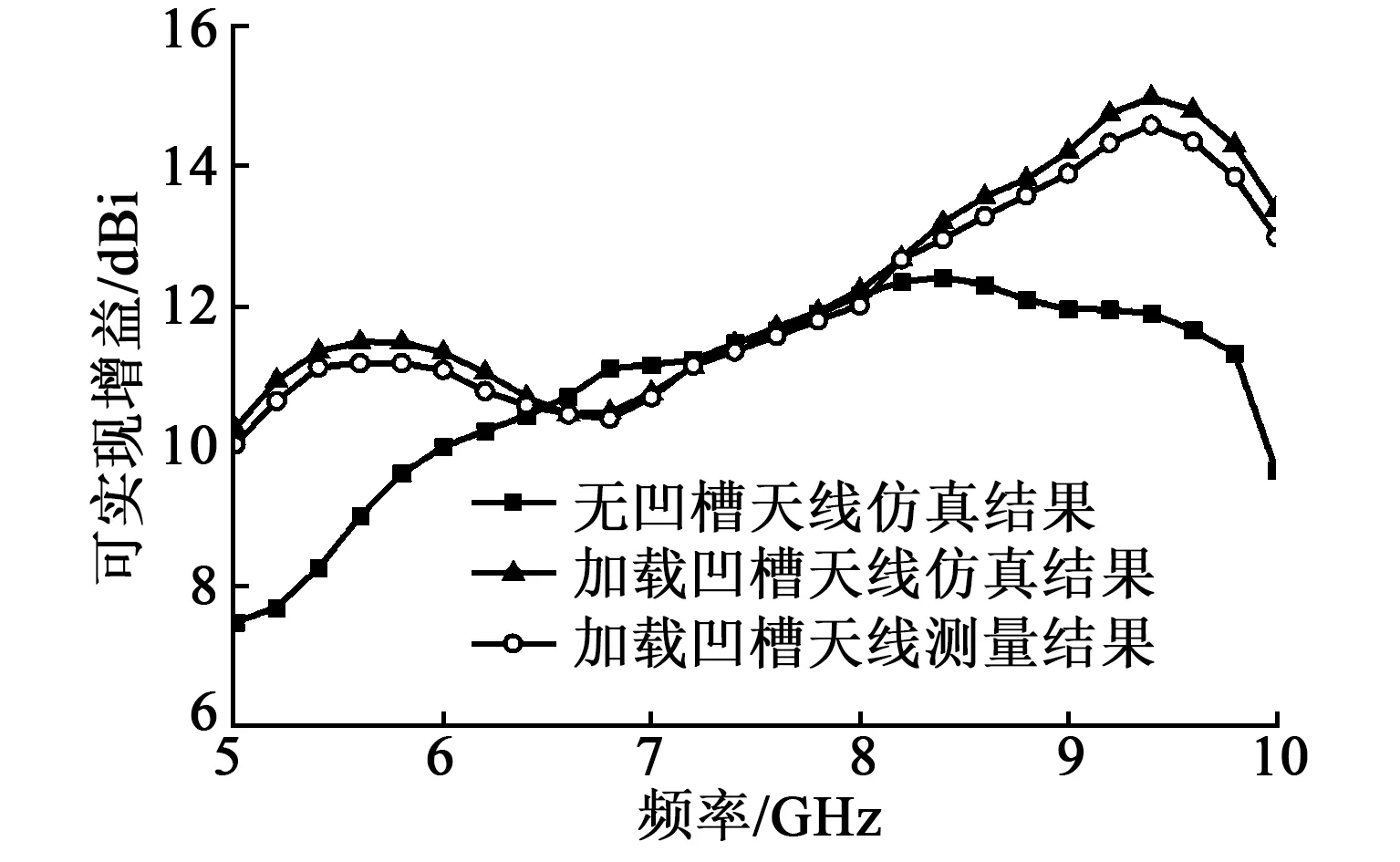
圖9 天線增益的仿真和測量結果
圖10為遠場輻射圖。在6 GHz時,E、H面的旁瓣分別減少了2.4 dB和4.2 dB。在7.5 GHz時,旁瓣分別減小11.2 dB和10.6 dB。在9 GHz時,旁瓣分別減小了0.7 dB和9.7 dB。E、H面的交叉極化水平均小于-21 dB。仿真結果與實測值吻合較好,天線旁瓣抑制較好。

圖10 天線在不同頻率的遠場輻射方向圖
4 結束語
本文提出了一種基于3D打印技術的雙脊喇叭天線。在天線口徑面和外側壁添加2組梯形凹槽結構,實現了降低旁瓣、提高增益的目的。經過仿真分析和實驗驗證,在工作頻帶5~10 GHz內,天線擁有較低的旁瓣,天線增益高于10.32 dBi,峰值增益達14.61 dBi。喇叭部分經過中空處理后,天線質量降低了約74%。運用3D打印技術對天線進行加工制作,解決了天線結構復雜且難以加工的問題。該天線具有質量小,成本低及性能高等優點,可廣泛應用于衛星通信系統中。