高精密泵殼芯體加工工藝
2022-11-20 08:10:24白雪坤
金屬加工(冷加工) 2022年11期
白雪坤
成都劍澗優能航空設備制造有限公司 四川成都 610213
1 序言
圓形鋁合金結構件常見于閥體類、泵體類和芯體類等零件,應用于軍工、航天及高精密模具等領域。圓形鋁合金結構件的最顯著特點就是精度高且形狀復雜,在材料選擇上以2A12-T4鋁合金居多,是一種常見材料,其機械加工性能良好,由于其最大的特點是易變形[1],因此其加工難度顯而易見。
2 泵殼芯體的結構特點及關鍵技術難點
2.1 結構特點
圖1所示圓形鋁合金結構件為動力裝置中的泵殼芯體,結構如圖2所示。該泵殼芯體為復雜的鏤空結構件,且屬于薄壁件。從輸出精度上看,泵殼芯體是關鍵精密輸出結構件;從裝配結構上看,泵殼芯體是整套結構的裝配載體。
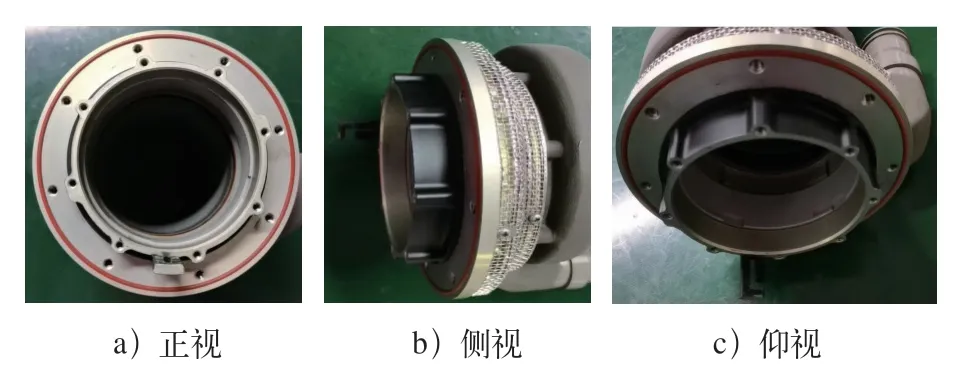
圖1 動力裝置中的泵殼芯體
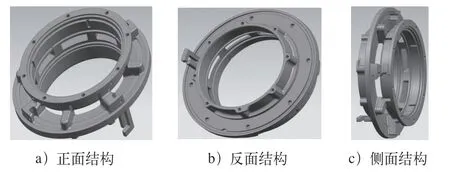
圖2 泵殼芯體結構
2.2 關鍵技術難點
泵殼芯體關鍵尺寸精度如圖3所示,工件上有多處幾何公差要求,且精度在0.02mm。從產品結構上分析,局部實體連接部分壁厚僅為2.5mm,符合薄壁件結構特點;從加工工藝上分析,在保證產品精度的同時,如何控制產品的變形顯得尤為重要。
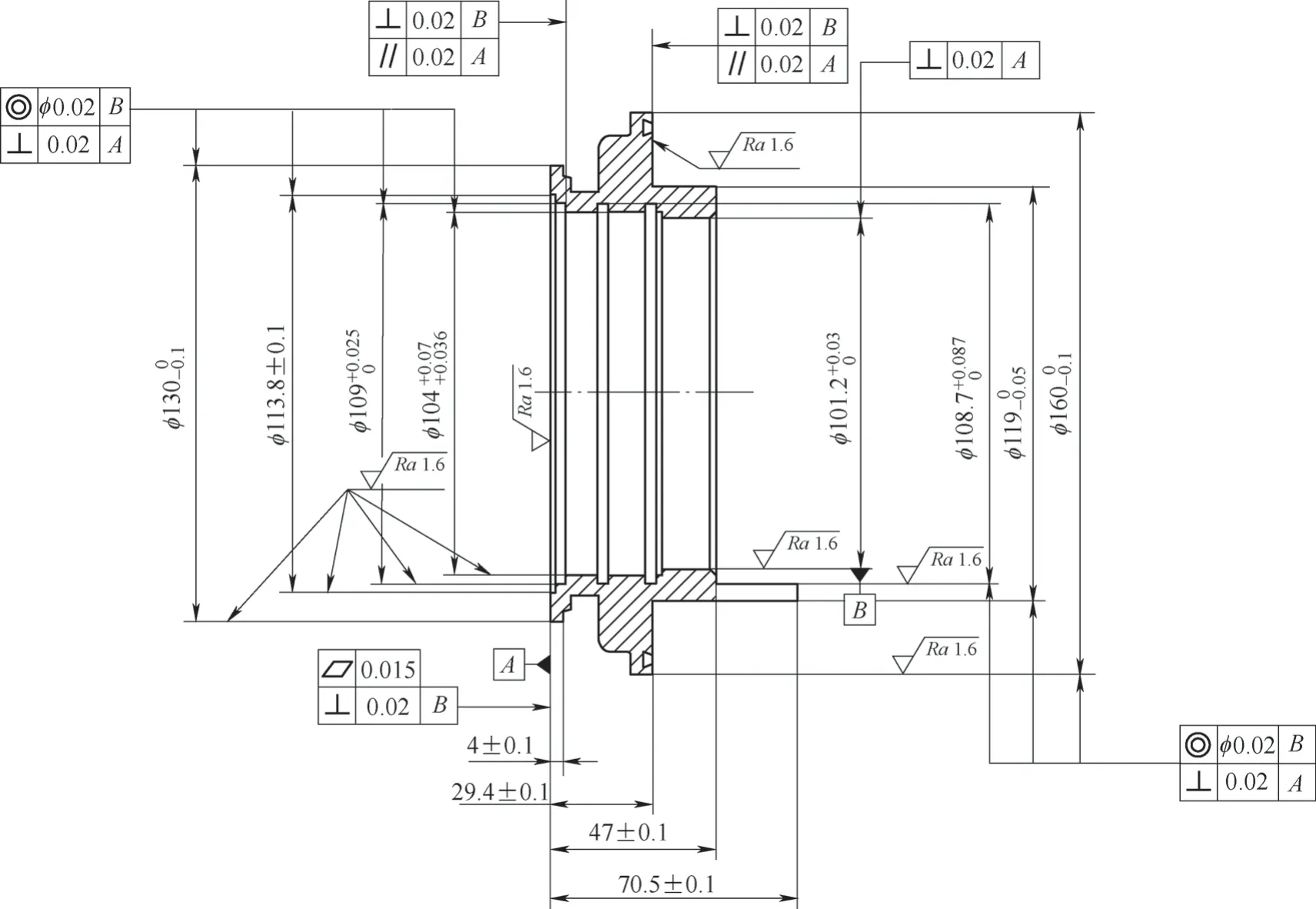
圖3 泵殼芯體關鍵尺寸精度
3 粗加工方案
3.1 第一次開粗
第一次開粗如圖4所示。
圖4 第一次開粗
實施方案:普通車床加工,自定心卡盤夾持毛坯,對原始圓形毛坯進行大余量開粗,工件單邊留量0.5mm,保證整體幾何公差精度<0.1mm。
工藝分析如下。
1)去除大余量毛坯,使產品做初次應力釋放。
2)粗車后工件的整體幾何公差精度應<0.1mm(含同軸度、垂直度和平面度),為后序定位加工做準備。
3.2 第二次開粗
(1)反面第二次粗加工 反面第二次粗加工如圖5所示。
實施方案:用三軸加工中心加工,立式自定心卡盤裝夾工件底部圓形毛坯。
1)對圖5所示工件綠色區域進行二次開粗,單邊留量0.5mm。
2)將圖5所示工件紅色區域凹槽加工到位(即最終產品此處區域加工到位,不留余量)。
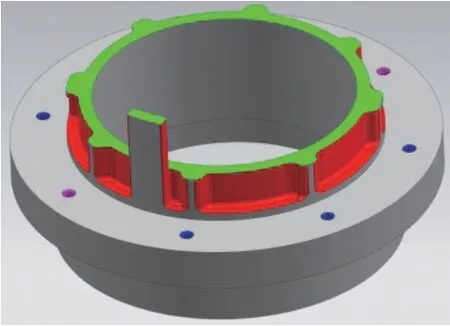
圖5 反面第二次粗加工
3)運用孔與孔之間的基準轉換(見圖6),將8個ST5(φ5.2mm)底孔轉換為6個M4螺紋孔和2個φ4mm銷孔。圖6a中2處粉色孔為銷孔,6處深藍色孔為螺紋孔,尺寸精度轉換如圖6b、圖6c所示。
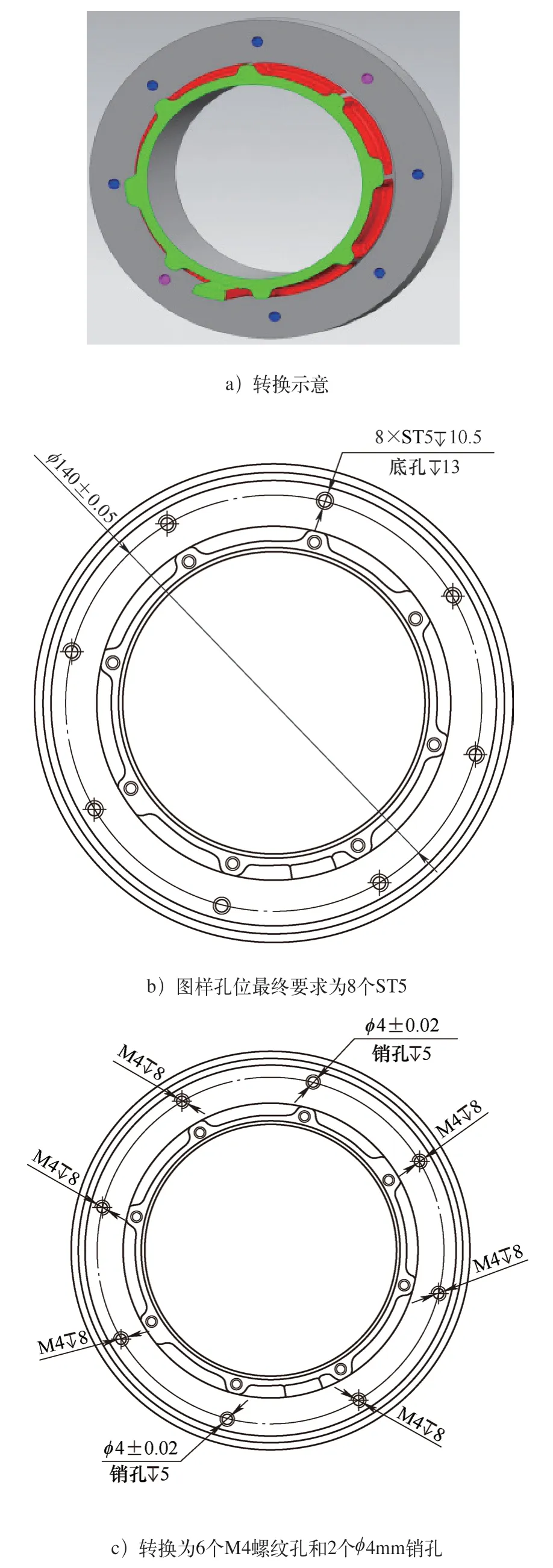
圖6 孔與孔之間的基準轉換
4)圖5中有孔的大平面見光即可,保證與各孔垂直。
工藝分析如下。
1)根據產品結構、尺寸精度分析得出圖5紅色區域為減重區域,因此加工到位,同時也滿足產品內應力的二次釋放。
2)在本工序孔與孔之間完成尺寸轉換后,與大平面共同形成“一面兩銷”的經典裝夾定位模式,為后序工裝設計做準備[2]。
(2)正面第二次粗加工 正面第二次粗加工如圖7所示。

圖7 正面第二次粗加工
實施方案:五軸加工中心加工,專用工裝裝夾。
1)設計一面兩銷五軸正面銑削專用工裝(見圖8)。
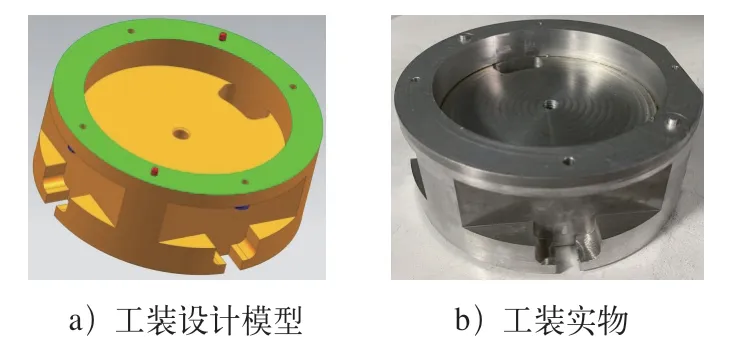
圖8 五軸正面銑削專用工裝
2)圖7所示工件綠色區域進行二次開粗,單邊留量0.5mm。
3)圖7所示工件紅色區域凹槽加工到位(即最終產品此處區域加工到位,不留余量)。
工藝分析如下。
1)根據產品結構、尺寸精度分析得出圖7所示紅色區域為減重區域,因此加工到位,同時也滿足產品內應力的二次釋放。
2)工件屬于鏤空結構的薄壁件,應優先考慮讓工件垂直方向受力,而不是徑向受力,設計思路為:①定位面設計思路。結合上一工序,在孔與孔之間完成尺寸轉換后,遵循一面兩銷裝夾原則,圖8a中綠色面為定位面,兩處紅色銷釘限位[3]。②裝夾方式設計思路。結合上一工序,在孔與孔之間完成尺寸轉換后,設計4顆內六角圓柱頭螺釘(圖7中深藍色零部件),反拉工件主體螺紋的裝夾方式,考慮到本工序工件銑削余量較多,在工件最上端增加圓形蓋板(圖7a最上端黃色零部件),很好地起到穩定工件主體的作用。
4 時效處理
入爐溫度:室溫;升溫速度:127℃/h;保溫溫度:(185±10)℃;保溫時間:4~5h;降溫速度:43℃/h;冷卻方式:隨爐冷卻;出爐溫度:室溫。
工藝分析:①消除工件加工過程中的內應力。②穩定工件基體組織。
5 關鍵部位精加工方案
5.1 車床工序
實施方案:數控車床加工,設計專用工裝裝夾。
1)圖9所示為自由狀態下基準平面見光。車床鏜軟爪,輕夾藍色外圓,端面貼緊,車削紅色大面見光。
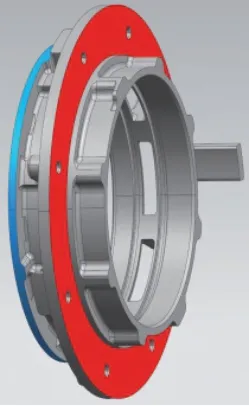
圖9 自由狀態下基準平面見光
2)圖10所示為精車工件正面。專用工裝裝夾(與五軸正面銑削工裝相同),精車工件所有內孔區域與外圓紅色區域。
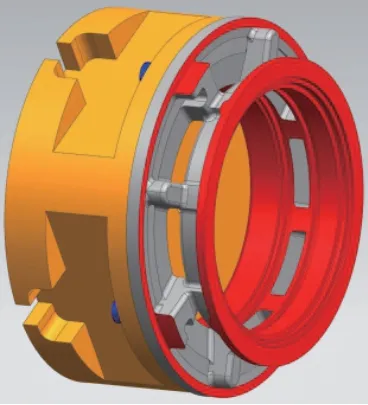
圖10 精車工件正面
3)圖11所示為反面車削工裝。內孔配合專用心軸裝夾(見圖11a),打表復查上一工序已加工外圓及軸向圓跳動在0.01mm以內。圖12所示為精車工件反面及燕尾槽。按圖12裝夾方式,精車外圓紅色區域及燕尾槽至達到尺寸要求(圖12綠色區域是燕尾槽)。
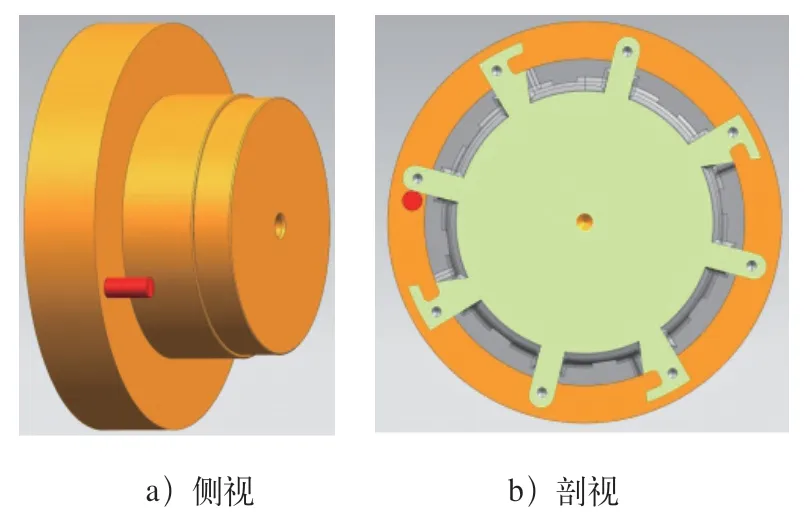
圖11 反面車削工裝
圖12 精車工件反面及燕尾槽
4)根據燕尾槽尺寸精度要求(見圖13),自制燕尾槽粗、精加工車刀(見圖14),粗、精車削燕尾槽至達到尺寸要求,保證尺寸精度及表面粗糙度要求。
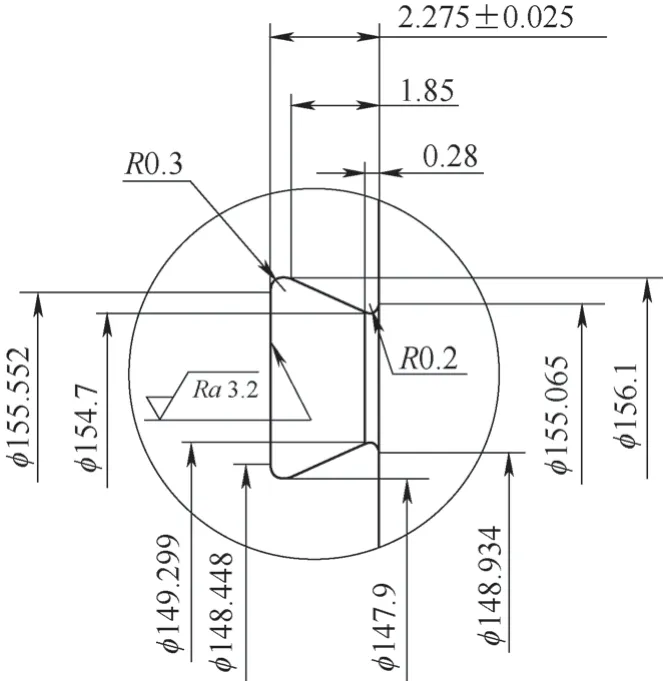
圖13 燕尾槽尺寸精度要求

圖14 自制燕尾槽粗、精加工車刀
工藝分析如下。
1)圖9所示自由狀態下基準平面見光,其實就是在修正熱處理后的基準平面,屬于本工序的關鍵點,看似簡單的一個動作,實則暗藏玄機,例如,起初的工藝,在精車過程中沒有修正基準平面工序,工件加工完成后,尺寸公差、幾何公差出現超差現象,但是分析裝夾方案卻又是合理的,究其原因是忽略了鋁合金材料的塑性變形。為了解決這一問題,反復試驗后,得出一個結論,即在自由狀態下加工基準平面。
工件的自由狀態,就是有剛性條件支撐下的工件狀態,通俗來講,就是工件當前狀態下本體強度好。因此,精度高的結構件,一定要在工件精加工前使工件具有剛性,為精加工前的工件創造剛性條件,在剛性條件支撐下,再來修正基準平面,而且修正量一定要少,基準面見光即可,這就是自由狀態下修正基準平面的含義,這一點很重要。
如圖9所示,工件內孔還沒有精車之前,工件是存在一定剛性的,在此基礎上加工基準面,這樣的面才是平的,所以說這一工序十分關鍵。
2)根據產品結構特征,結合各工序基準統一原則,尋求設計工裝的共性特點,最終完成精車工序專用工裝的設計。該設計方案與五軸正面銑削工裝設計方案完全相同,既簡化了各工序工裝繁多的現象,又能使工裝之間存在可替代性。
3)根據產品燕尾槽結構,自制燕尾槽車刀,既保證了產品精度,也節省了刀具成本。
4)車削工件反面的專用心軸工裝(見圖11)的設計思路為:①遵循孔與軸的基準轉換原理,心軸與工件內孔屬于精密間隙配合方式。②在工裝上增加一處長圓柱銷,在起到防轉作用的同時,更有利于工件與工裝之間作用力的傳輸。
5.2 銑床工序
實施方案:五軸加工中心加工,專用工裝裝夾。
1)產品正面精加工如圖15所示。專用工裝裝夾,精加工工件正面上標有紅色標記的各圓孔、螺紋孔及內腔4處鍵槽至尺寸要求。
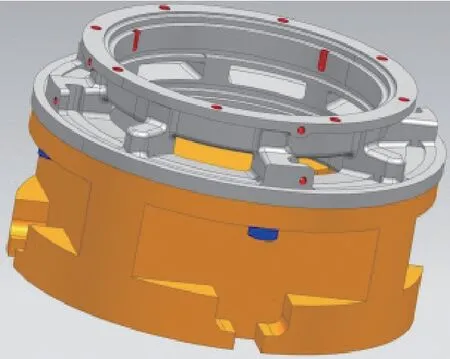
圖15 產品正面精加工
2)設計五軸反面銑削專用工裝(見圖16),精加工工件反面(見圖17)。
3)工件反面加工順序:按圖17a方式裝夾工件,加工圖17a、圖17b中紅色標記的8處螺紋孔、掛鉤區域及掛鉤內壁,期間程序暫停,按圖17c所示卸下圓形壓板,再加工工件端面紅色區域至尺寸要求。
工藝分析如下。
1)反面銑削專用工裝(見圖16)裝夾設計思路:①定位面設計思路。依然遵循一面兩銷裝夾原則,圖16a中兩處綠色面為定位面,底部兩處紅色銷釘限位。②裝夾方式設計思路。根據工件螺釘位置,設計圓形花形壓板(見圖17a藍色零部件),為防止精銑側面掛鉤振刀,增加中心圓形壓板(見圖17a上端黃色零部件)。
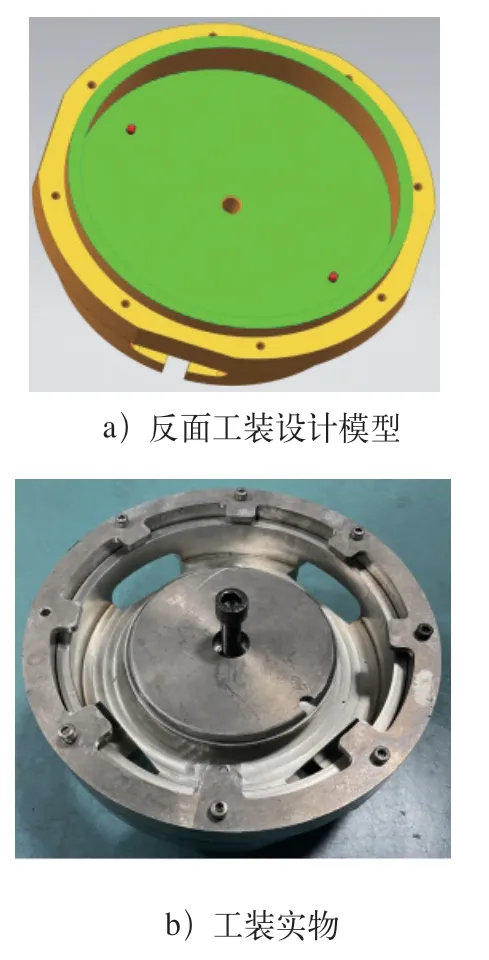
圖16 五軸反面銑削專用工裝
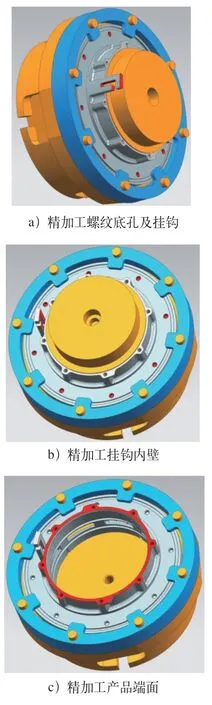
圖17 產品反面精加工
2)工件反面精加工分兩工步進行,主要原因在于工件反面掛鉤懸伸過長,在沒有圓形壓板的情況下,掛鉤區域發生振刀現象,表面粗糙度不達標。
3)最后一個工序銑床工序關鍵部位精加工,加工內容較少,不會對整體精度產生影響,更不會產生內應力,工件加工完成后,經檢驗滿足圖樣要求。
6 結束語
圓形鋁合金結構件泵殼芯體的整個工藝開發過程的技術關鍵點,主要體現在以下3個方面:①從圓形鋁合金結構件的結構特點出發,著重考慮產品在裝夾過程中的受力方向。②讓工件在自然狀態下裝夾,消除工件基準平面的變形。③在產品加工過程中多次釋放內應力。以上3個方面相輔相成,使高精度產品得以完成。
專家點評

文章針對泵殼芯體的結構特點及關鍵技術難點,制定完整的工藝方案,加工過程中著重考慮零件的裝夾和受力方向,通過粗、精加工和時效處理多次釋放內部應力,有效控制了產品變形。
文章內容豐富,結構完整,思路清晰,圖文并茂。亮點是泵殼芯體關鍵部位的精加工,從實施方案到工藝分析,尤其是精車過程中一些容易忽略的細節都闡述得非常詳細。通過專用工裝設計、在自由狀態下加工基準平面的方法,解決了鋁合金材料的塑形變形難題,為類似薄壁鏤空零件的加工提供了實用經驗。
