曲面交線CAM加工技術(shù)
2022-11-20 08:10:28何建斌陳路郭海軍
金屬加工(冷加工) 2022年11期
關(guān)鍵詞:效率
何建斌,陳路,郭海軍
鄭州航天電子技術(shù)有限公司 河南鄭州 450000
1 序言
隨著航天事業(yè)的飛速發(fā)展,高精密零件廣泛應(yīng)用在各類航天產(chǎn)品中,零件的結(jié)構(gòu)也趨于復(fù)雜化。為滿足設(shè)計(jì)使用要求,單一零件的輪廓會出現(xiàn)各種曲面、曲線的相交結(jié)合,相交處產(chǎn)生的毛刺如果用人工去除的傳統(tǒng)方式,則需要使用專用工具,效率低,質(zhì)量也難以保證。目前CAM軟件已廣泛應(yīng)用于各類機(jī)械生產(chǎn)線加工中,通過三維建模,優(yōu)化加工路徑,仿真模擬曲面、曲線加工軌跡,同樣適用于曲面交線毛刺的去除。CAM軟件可根據(jù)加工軌跡自動生成匹配機(jī)床系統(tǒng)的程序,既可提高編程效率,也提高了加工效率。
2 問題概述
我公司生產(chǎn)各類型航天電連接器、開關(guān),零件結(jié)構(gòu)從簡單到復(fù)雜。某型號端蓋(見圖1)為公司開關(guān)類產(chǎn)品典型配套零件,由于零件設(shè)計(jì)結(jié)構(gòu)有多處斜面與圓相交后產(chǎn)生的圓弧毛刺,手工去除不規(guī)則毛刺的質(zhì)量參差不齊,易產(chǎn)生表面劃傷,且效率低。隨著公司合同量的劇增,需求零件數(shù)量隨之增多,在保證質(zhì)量的前提下,提高加工效率和產(chǎn)品合格率勢在必行。
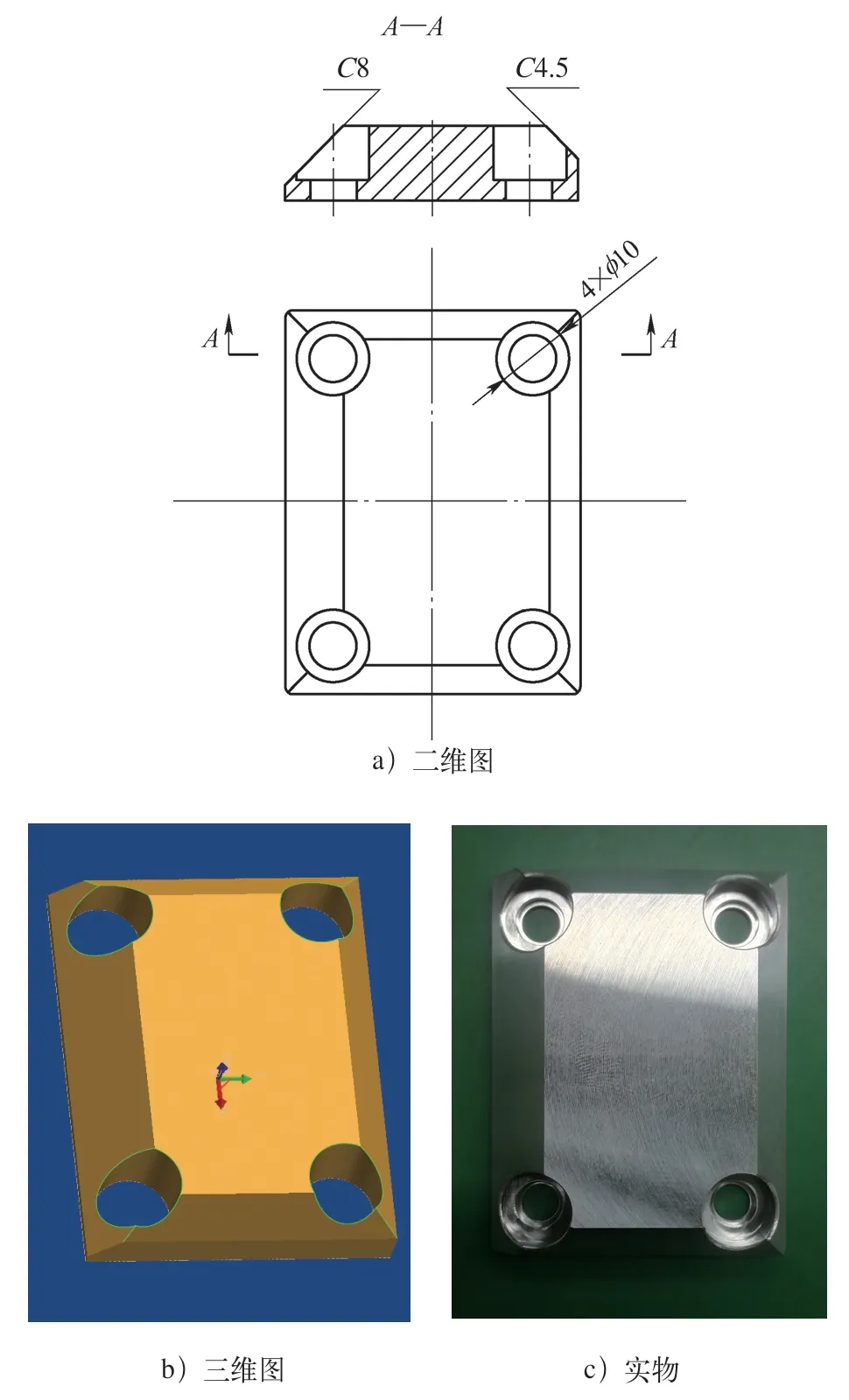
圖1 端蓋
采用機(jī)械加工方式去除相交線處毛刺,需要根據(jù)不規(guī)則的曲線采集輪廓點(diǎn),計(jì)算刀具路徑,編程難度加大,如計(jì)算加工軌跡與零件輪廓有偏差,則修改程序相當(dāng)麻煩,導(dǎo)致編程、加工效率不高。
3 分析問題
通過二維和三維圖分析,發(fā)現(xiàn)端蓋上端面四周有3個4.5mm×45°斜面和8mm×45°斜面,4個斜面與4個φ10mm圓孔相交后形成不規(guī)則圓弧相交線,銑工工序加工完成后,轉(zhuǎn)入鉗工工序去毛刺,手工去除相交線毛刺時,會出現(xiàn)不規(guī)則的翻邊,需要經(jīng)過多次反復(fù)修刮,操作過程中極易劃傷已加工表面,去毛刺質(zhì)量不一致,也不穩(wěn)定,效率低。原因在于銑削加工內(nèi)孔與斜面相交時產(chǎn)生鋒利的銳邊毛刺,毛刺倒角的大小直接影響相交線的圓滑過渡狀態(tài)。倒角尺寸小,相交線沒有達(dá)到圓滑過渡;倒角尺寸大,會產(chǎn)生內(nèi)孔和斜面的二次翻邊毛刺,采用手工方式去除毛刺難以控制質(zhì)量的一致性。
4 解決問題
4.1 改進(jìn)加工方法
針對端蓋上圓弧相交處的不規(guī)則毛刺,為提高去毛刺的質(zhì)量,保持零件外觀的一致性,決定采用機(jī)械加工方式去除毛刺,以提高去除毛刺的質(zhì)量,保持一致性,避免已加工面被劃傷。
通過繪制三維圖(見圖1 b )模擬3 個4.5mm×45°斜面和8mm×45°斜面與4個φ10mm圓孔相交后形成不規(guī)則圓弧相交線,發(fā)現(xiàn)在每個斜面形成的圓弧線是4個φ10mm的圓在斜面上的投影。經(jīng)過計(jì)算,由于在斜面上所形成的弧線為規(guī)則的橢圓線,因此可以通過旋轉(zhuǎn)45°斜面為水平面,按橢圓線路徑加工去除毛刺。
設(shè)計(jì)專用工裝,將零件固定在心軸上,通過旋轉(zhuǎn)實(shí)現(xiàn)斜面加工轉(zhuǎn)化為水平面加工。通過理論計(jì)算出投影在斜面上的橢圓長軸和短軸尺寸,編制宏程序加工投影橢圓軌跡[1]。宏程序如下。
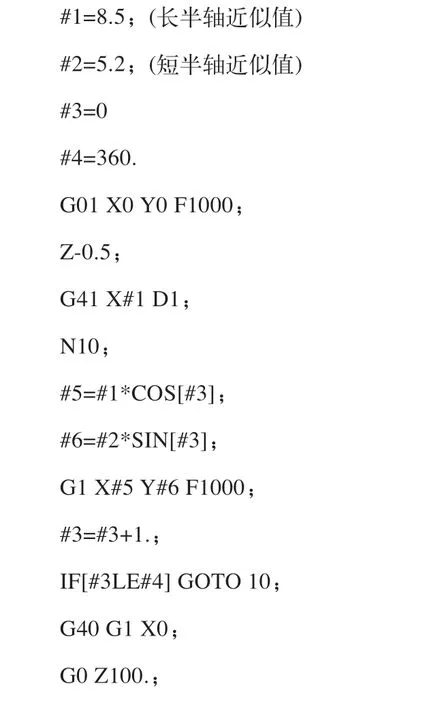
實(shí)際加工中,使用宏程序加工橢圓進(jìn)行相交線倒角,只能達(dá)到近似軌跡的加工,倒角軌跡不能完全擬合相交線輪廓,同樣產(chǎn)生二次毛刺,不能完全去除,4孔相交線軌跡不相同,需要編制不同的宏程序,增加編程工作量。調(diào)整程序參數(shù)時,并不能保證所有相交線的倒角圓滑過渡完全一致。
4.2 改進(jìn)編程方法
為了能實(shí)現(xiàn)斜面和內(nèi)孔相交線處倒角圓滑過渡一致,決定利用CAM軟件建模,仿真模擬輪廓加工軌跡,最大限度擬合輪廓相交線。選用CAXA制造工程師軟件,通過CAXA軟件三維建模,創(chuàng)建斜面和內(nèi)孔相交線加工軌跡。選取曲線投影加工(見圖2)功能[2],選擇合理的刀具參數(shù)及切削參數(shù),自動生成加工路線。通過仿真加工模擬(見圖3)驗(yàn)證加工軌跡的正確性,利用CAXA軟件后置處理功能自動生成NC程序(見圖4),解決不規(guī)則軌跡點(diǎn)的計(jì)算難題。
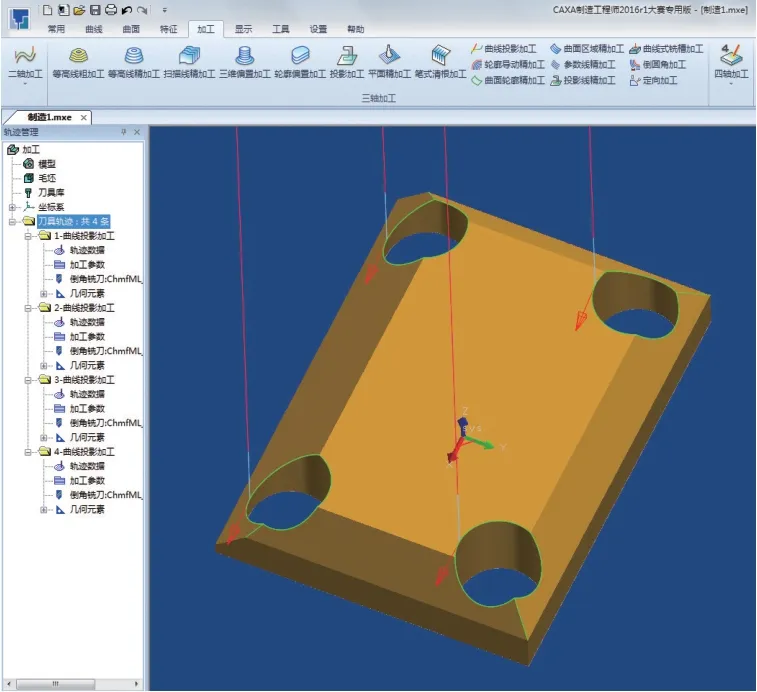
圖2 曲線投影加工
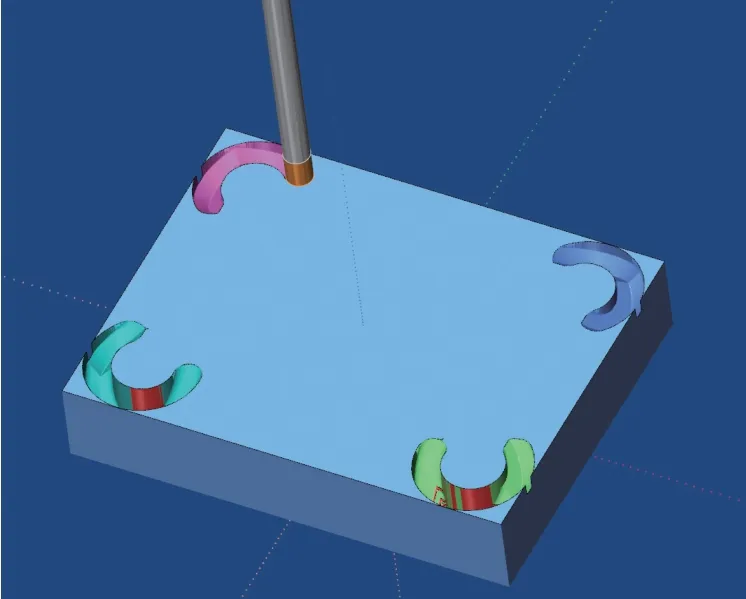
圖3 仿真加工模擬

圖4 利用CAXA軟件后置處理功能自動生成NC程序
利用CAXA軟件的曲線投影加工功能,實(shí)現(xiàn)加工軌跡與零件相交線的高度擬合,減少通過近似計(jì)算帶來的偏差,不需要考慮相交線軌跡取點(diǎn)計(jì)算的頻次,完全由CAXA軟件通過后處理功能計(jì)算,形成最優(yōu)化的NC程序。
實(shí)際加工時,只需要根據(jù)加工效果進(jìn)行微調(diào)整,修改零件三維模型,仿真,再次自動生成新程序,操作簡單且可視化。4個孔與斜面形成不同的相交線,無需編制更多的程序,只需選取相應(yīng)的輪廓線,就能在同一個后置處理程序內(nèi)編制完成,極大地提高了編程效率。最終加工的相交線倒角保持了一致性,滿足工藝技術(shù)要求。
經(jīng)過驗(yàn)證,設(shè)計(jì)專用心軸工裝(見圖5),通過加工中心旋轉(zhuǎn)軸裝夾心軸,在心軸上一次裝夾4件零件,利用分度頭的旋轉(zhuǎn),將3個4.5mm×45°斜面和8mm×45°斜面依次旋轉(zhuǎn)進(jìn)行曲線投影加工去除毛刺。

圖5 專用心軸工裝
設(shè)計(jì)的專用心軸工裝是在4個相互垂直的基準(zhǔn)平面上,各加工4個φ5mm的凸臺,以MK2-2A端蓋上4個φ5mm內(nèi)孔定位,利用壓塊壓緊零件端面,通過分度頭的旋轉(zhuǎn)角度定位進(jìn)行去毛刺倒角加工[3]。該工裝安裝簡便,保證了加工后的毛刺質(zhì)量一致性,同時提高了去毛刺的效率。
5 取得的效果
通過此次攻關(guān),積累了曲面相交線毛刺去除的經(jīng)驗(yàn),對一些不規(guī)則的毛刺去除可以轉(zhuǎn)化為簡單的加工方式,同樣可以取得很好的效果。設(shè)計(jì)的專用心軸工裝一次能裝夾4件零件,安裝簡便,定位準(zhǔn)確,去除毛刺合格率達(dá)到100%,提高去毛刺效率50%。工藝改進(jìn)前后的加工效果對比見表1。

表1 工藝改進(jìn)前后的加工效果對比
6 新技術(shù)的推廣應(yīng)用
利用三維建模CAM加工技術(shù),能有效解決生產(chǎn)過程中的編程計(jì)算難題,將設(shè)計(jì)、工藝和生產(chǎn)相結(jié)合,適用于新產(chǎn)品的快速研制。曲面加工應(yīng)用實(shí)例如圖6所示。
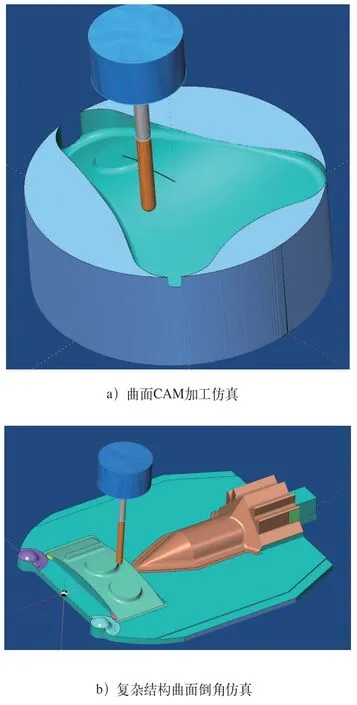
圖6 曲面加工應(yīng)用實(shí)例
7 結(jié)束語
本次技術(shù)攻關(guān)解決了結(jié)構(gòu)復(fù)雜、輪廓軌跡難以計(jì)算的零件加工難題,引入C A M加工軟件如CAXA、UG和Mastercam等,利用三維建模分析零件的結(jié)構(gòu)特征,選擇CAM軟件最適合加工需要的對應(yīng)功能,通過仿真模擬,驗(yàn)證加工的可行性。借鑒五軸機(jī)床加工思路,利用三維視圖模擬產(chǎn)生的斜面、弧線,自動生成加工程序,提高編程效率,更直觀地去尋找解決問題的方法,將CAM軟件更好地應(yīng)用于自動化生產(chǎn)中并推廣應(yīng)用,提高加工效率,為企業(yè)創(chuàng)造更大的經(jīng)濟(jì)效益。
專家點(diǎn)評
本例中的端蓋類零件有4處斜面與內(nèi)孔相交,手工去除毛刺的效率較低,機(jī)械加工去除毛刺的難度較大。作者引入CAM軟件,通過軟件的曲線投影加工功能,實(shí)現(xiàn)加工軌跡與零件相交線的擬合,借鑒五軸機(jī)床加工思路,自動生成加工程序。
文章的創(chuàng)新之處在于CAM數(shù)控加工技術(shù)在不規(guī)則曲面交線中的應(yīng)用,積累了去除毛刺的經(jīng)驗(yàn)。利用CAM軟件,模擬斜面和內(nèi)孔相交處的倒角加工路徑,自動生成去除毛刺程序,有效解決了曲線計(jì)算難題,提高了編程效率。設(shè)計(jì)專用心軸工裝,一次裝夾4件端蓋,通過分度頭的旋轉(zhuǎn)角度定位,實(shí)現(xiàn)快速安裝,提高了去除毛刺的效率。對于精密零件的曲面相交線倒角加工起到了很好的指導(dǎo)作用。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經(jīng)濟(jì)(2017年6期)2017-07-12 09:27:16
中國衛(wèi)生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(yè)(2015年7期)2015-02-28 19:02:38
電子設(shè)計(jì)工程(2015年12期)2015-02-27 12:06:10
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32
