隔熱材料用縫合夾層氈的壓縮性能
2022-11-21 13:57:10焦亞男秦少奇毛麗賀
天津工業大學學報 2022年5期
焦亞男,秦少奇,毛麗賀,陳 利
(1.天津工業大學紡織科學與工程學院,天津300387;2.天津工業大學先進紡織復合材料教育部重點實驗室,天津300387)
由于受到氣動加熱的作用,航天飛行器機身表面會產生極高的溫度,必須使用隔熱材料阻滯熱流向機體較低溫度的區域進行傳遞。隨著飛行器可重復往返技術的研究不斷深入,對熱防護材料也提出了越來越高的需求。熱防護材料可重復使用的可靠性對其飛行安全起到了至關重要的作用,是國內外研究學者的關注重點之一[1-5]。
隔熱材料在進行搬運、貯存、安裝以及重復使用過程中,會受到一定的外力擠壓作用。如果外力撤銷之后的材料變形較大,會影響其高溫隔熱性能以及可重復使用性能[6]。因此,材料的壓縮回彈性能是判斷隔熱材料是否能夠重復使用的重要條件之一。多位學者對材料壓縮性能進行了深入的研究。焦亞男等[7]對熱密封件進行了單向以及循環壓縮試驗,證明所編織的熱密封件具有良好的可壓縮性,且隨著紗線細度的減小和編織角的增大,材料的壓縮回彈性能提高;Nguyen等[8]建立紡織復合材料預成型體的有限元模型,對紡織復合材料的壓縮性能進行虛擬壓縮試驗,通過計算機模擬對材料進行分析,從而得到一系列纖維集合體的壓縮特性曲線。盡管各種纖維集合體的組織結構不盡相同,但是因其纖維均勻密實地呈多方向排列,因此所得到的壓縮率以及壓縮回復率極其相似[9-12]。多年來,不同的學者對纖維集合體的壓縮性能進行研究與分析。近代有學者指出,材料壓縮特性的基本理論——Van Wyk理論[13]存在一定的缺陷,其所得公式的k值固定,導致大多數材料的壓縮曲線與實際壓縮試驗所得到的壓縮曲線不一致,不能解釋不同種類材料的壓縮特性曲線存在的差異性等。Jong在Van Wyk理論的基礎上,提出了自己的壓縮特性模型,該模型將材料壓縮過程中所得到的壓縮特性曲線分為3個階段:第1階段為線性階段,載荷隨著材料的壓縮長度的增加而緩慢增長,斜率較低;第2階段為非線性階段,隨著材料壓縮長度越來越大,其載荷增長速度也越來越快;第3階段為線性階段,壓縮載荷在材料壓縮長度增長的小范圍內快速增長,斜率較高。
石英纖維由于其自身密度低,具有優異的耐高溫性以及抗氧化性能,長期穩定的使用溫度為1 050℃,瞬間耐溫高達1 700℃,被廣泛應用于航空航天隔熱材料[14-16]。本文以石英纖維隔熱氈為研究對象,選用短切纖維針刺氈,內部纖維無序排列,且針刺氈結構不穩定,受外力易變形。為使其表面規整,易于運輸和安裝,本文選擇使用石英纖維平紋布包覆在石英纖維柔性隔熱氈的表面,采用全厚度穿刺縫合技術將兩者結合,制成縫合夾層氈柔性隔熱材料。對縫合夾層氈隔熱材料進行單次壓縮以及循環壓縮測試,分析材料的壓縮回彈性能和壓縮回彈機理。
1 實驗部分
1.1 材料與設備
材料:石英纖維針刺氈、石英纖維縫合線,均為湖北菲利華石英玻璃有限公司產品,針刺氈原體積密度為0.12 g/cm3,在針刺氈內部石英纖維呈無規則分布,且石英纖維針刺氈呈類層狀結構分布;石英纖維平紋布,天津工業大學復合材料研究所生產。
設備:DC-35X35型縫合機,天津工業大學自制設備;AGS-J1KN型萬能試驗機,日本島津公司產品。
1.2 縫合夾層氈的制備
由于石英纖維平紋布的質地較為緊密硬挺且強度較高,不適合通過針刺或水刺將其與石英纖維針刺氈結合,故采用穿刺縫合技術將石英纖維平紋布與多層石英纖維柔性隔熱氈縫合在一起。通過縫合手段,使材料垂直于鋪層方向得到增強,可以有效提高隔熱材料的層間強度及斷裂韌性,防止運輸及安裝過程中可能會出現的因層間開裂導致的材料失效。此外,縫合技術還有可設計性強、可高度自動化以及裝配性能優異等特點,縫合材料的整體性能優異[17-20]。
將石英纖維平紋布與石英纖維針刺氈按設計的順序鋪放在縫合機的夾具上,上下表面為石英纖維平紋布,芯層為石英纖維隔熱氈,夾緊夾具安置在縫合機上。采用石英纖維縫線進行柔性夾層氈的Z向縫合,且為了保證縫合夾層氈的平整性以及縫線受力的均衡性,采用了雙向縫合,如圖1所示。通過全厚度穿刺縫合技術制作縫合夾層氈隔熱材料試樣,縫合過程中控制拉力,防止內部夾層氈的壓縮以及縫合時由于拉力不勻導致材料表面的凹凸不平。

圖1 縫合示意圖Fig.1 Sewing diagram
1.3 壓縮回彈性能測試
1.3.1 單向壓縮
本實驗主要研究隔熱材料在不同壓縮程度后的回彈率以及載荷-位移曲線的變化。由于石英纖維在高溫環境中尺寸穩定,沒有明顯的結構變化,其壓縮行為與室溫環境下差異不大[6],因此,本試驗在室溫狀態下進行,且具有高溫適用性。
將縫合制成的隔熱材料試樣裁剪成50 mm×50 mm大小,高度即試樣厚度保持23 mm不變。將試樣分成3組,分別進行獨立的壓縮試驗,壓縮應變分別為0-40%-0、0-60%-0、0-80%-0,萬能試驗機壓縮速率保持一致為1 mm/min,每組3塊試樣,取平均值以減小試驗誤差,測試分析材料的壓縮回彈性能。試驗過程如圖2所示。
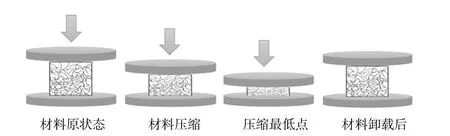
圖2 壓縮回彈試驗過程Fig.2 Process of compression rebound test
在分析測試材料的壓縮回彈性能過程中,由于試驗所用的萬能試驗機存在一定的局限性,無法得到材料回彈過程中的載荷-位移曲線。因此,本課題通過二次加載的方式,得到二次加載后的載荷-位移曲線,通過對比,分析材料的壓縮回彈性能。材料的壓縮率C和回彈率D為:
式中:M0為初載荷下的試樣厚度(mm);M1為總載荷下的試樣厚度(mm);R為試樣的回彈厚度(mm)。
根據試樣的總載荷和初始長度可得到材料的單位長度載荷F:

式中:F為單位長度載荷(N/mm);P為試樣所受的總載荷(N);l為試樣初始長度(mm)。
1.3.2 循環壓縮
在材料可重復使用過程中,可能會涉及材料的多次壓縮變形。因此,需要測試分析材料在循環壓縮后所表現出來的回彈性能,并且分析多次壓縮后材料的載荷變化以分析材料的結構變化。為了測試材料的壓縮循環次數對材料回彈率的影響,進一步得到材料的循環壓縮回彈性能,對材料分別進行了5次和10次循環壓縮,并通過回彈率和載荷-位移曲線的變化對其壓縮回彈過程進行性能分析。循環壓縮回彈性能測試的試驗設備及測試條件與單次壓縮回彈試驗相同。
將長×寬×高為50 mm×50 mm×23 mm、體積密度為0.12 g/cm3的隔熱材料試樣分成3組,分別進行獨立的循環壓縮試驗,壓縮應變分別為0-40%-0、0-60%-0、0-80%-0,循環壓縮次數為5次和10次,壓縮速率為1 mm/min。每組3塊試樣取平均值以減小試驗誤差,循環n次壓縮后的回彈率Dn為:

式中:Δn為材料在總載荷下的壓縮變形量(mm);δn+1為材料卸載后的壓縮變形量(mm)。
2 結果與討論
2.1 單次壓縮曲線分析
本文所制備隔熱材料在單次加載條件下的壓縮曲線如圖3所示。
由圖3可知,根據Van Wyk壓縮理論以及試驗得到的壓縮曲線特征,將其劃分為3個階段:初始的線性階段Ⅰ、中間的非線性階段Ⅱ以及最后的線性階段Ⅲ。由于不同應變所得曲線趨勢一致,較大應變程度的材料更能反應其整個壓縮過程。因此,選用經過80%應變的隔熱材料試樣進行分析,其壓縮實物狀態如圖4所示。
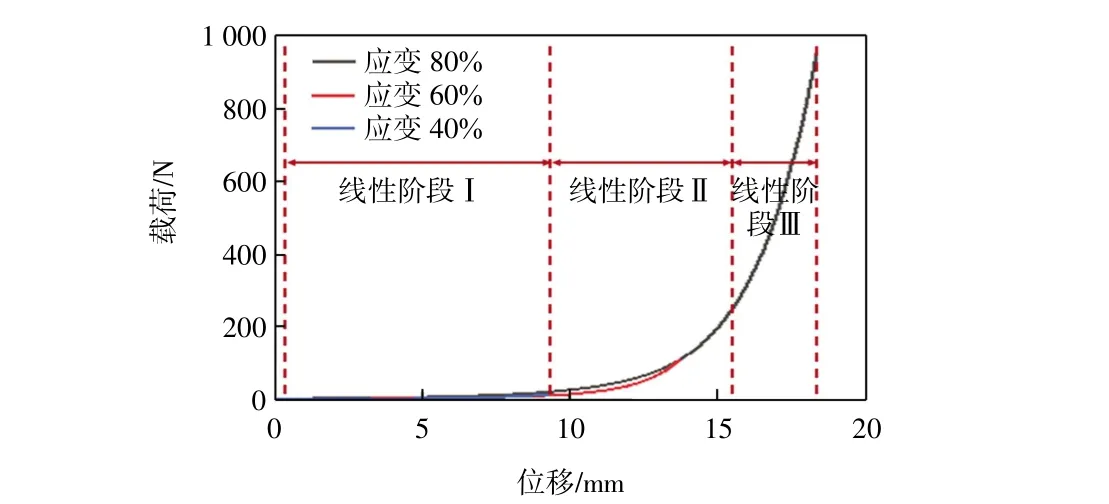
圖3 不同應變狀態下材料的單次壓縮曲線Fig.3 Single compression curves of materials under different strain states
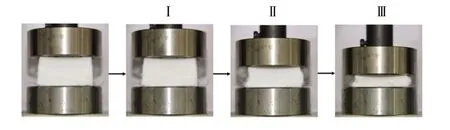
圖4 材料壓縮不同階段展示圖Fig.4 Diagram of materias at different compression stages
因試驗材料為縫合夾層氈,夾層氈內纖維無規則排布,材料內部孔隙較多,結構松散,有良好的可壓縮性和彈性。由圖3和圖4可知,在初始壓縮階段,隨著上壓板勻速下降,所需的載荷較小,原因是此階段主要對夾層氈表面紗線以及氈內空氣進行壓縮,纖維體積含量增長迅速;經過一定程度的壓縮后,材料內部空氣明顯減少,纖維間孔隙減小。隨著壓縮的進行,材料壓縮載荷曲線逐漸達到非線性階段,在此過程中,材料內空氣進一步減少,并且材料內部紗線受到壓縮,同時伴隨著內部纖維相互擠壓摩擦而產生的滑移,使得壓縮載荷增長速率越來越快。繼續壓縮時,材料內部孔隙逐漸被壓實,此時的材料已成為一個非常緊密的纖維體,難以被壓縮,隨著壓縮應變的不斷增大,壓縮載荷增長非常迅速。
2.2 二次加載的壓縮曲線分析
對3組試樣進行壓縮試驗,通過二次加載的方式,對樣品進行壓縮回彈性能分析。當材料壓縮應變為40%,即壓縮位移為9.2 mm時,材料的壓縮曲線如圖5所示。壓縮所達到的最大載荷為11.87 N,且保持壓縮1 h后再進行卸載,織物厚度可以迅速回彈到原始厚度的97%。在30 min后材料完全回彈到初始狀態,且二次加載后載荷無明顯變化。

圖5 材料應變40%的壓縮曲線Fig.5 Compression curve of material with 40%strain
當材料壓縮應變為60%,即壓縮位移達到13.8 mm時,材料的壓縮曲線如圖6所示。壓縮達到的最大載荷為110.15 N,且保持壓縮1 h后卸載,材料厚度迅速回彈到原厚度的95%,30 min后材料依舊可以回彈到初始狀態。二次加載的載荷無明顯變化。

圖6 材料應變60%的壓縮曲線Fig.6 Compression curve of material with 60%strain
當材料被壓縮程度為80%,即壓縮位移達到18.4 mm時,材料的壓縮曲線如圖7所示。壓縮載荷接近本次使用萬能試驗機的最大載荷1 000 N,為952.34 N。保持壓縮1 h后進行卸載,材料厚度迅速回彈到原始厚度的87%,30 min后材料回彈率達到了98%。二次加載后材料載荷下降,但變化幅度很小。試樣的壓縮回彈性能穩定,說明縫制的隔熱材料具有較好的壓縮后回彈性能。
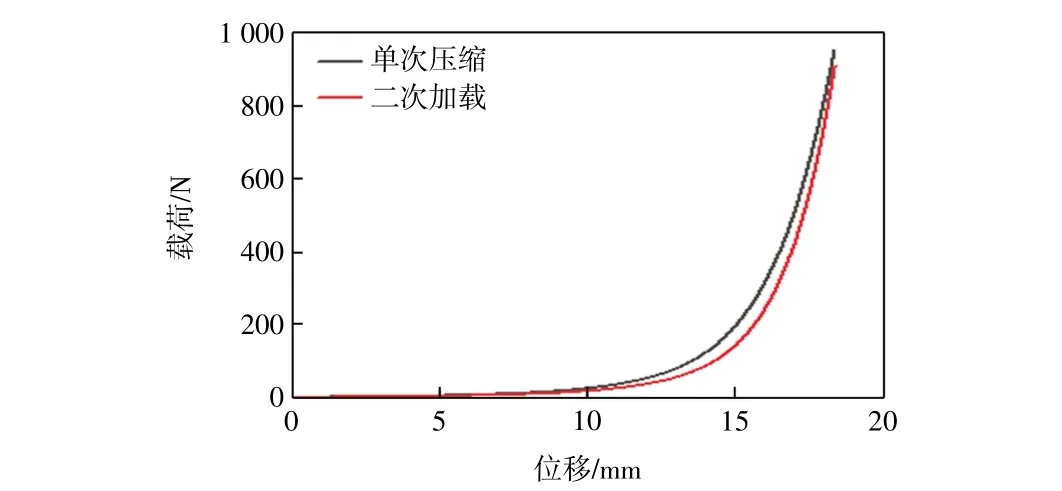
圖7 材料應變80%的壓縮曲線Fig.7 Compression curve of material with 80%strain
由圖5—圖7可以看出,隨著壓縮位移的增大,二次加載曲線與單次加載曲線的貼合程度顯著降低。在材料壓縮卸載后,其回彈過程可分為彈性回彈、滯彈性回彈、彈塑性回彈以及彈性失效4個部分:
(1)縫合夾層氈內部孔隙率較高,材料蓬松。前期壓縮過程中,材料內部空氣被壓縮排出。卸載后,內部孔隙迅速恢復,這種材料受到壓縮卸載后立即回彈的現象為彈性回彈。
(2)隨著壓縮應變和壓縮載荷越來越大,材料產生了一定的滑移與變形。卸載后材料的變形恢復需要一定的時間,從而產生一定的時間滯后性,稱之為滯彈性回彈。
(3)隨著壓縮應變和載荷的繼續增長,材料內部纖維發生斷裂而發生塑性變形。卸載后,受到破壞的纖維無法回彈至原始狀態,而其他纖維逐漸恢復。兩者共同作用即為材料的彈塑性回彈。
(4)隨著壓縮次數的增多,材料內部纖維受損量逐漸增多,且纖維之間相互擠壓摩擦而使得材料內部能量受到損傷,造成彈性失效。
隨著材料應變程度的增加,材料的回彈越來越復雜。在應變為40%時,材料主要發生彈性回彈,因此,兩次壓縮曲線重合性很高。材料應變達到60%后,滯彈性回彈和彈塑性回彈對材料有了一定的影響,二次加載時,材料沒有達到完全回彈,從而影響了材料的二次壓縮載荷,以致于材料的二次加載曲線與單次加載曲線的貼合程度降低。當材料壓縮應變為80%時,彈性回彈部分繼續減少,滯彈性回彈、彈塑性回彈和彈性失效部分占比增大,導致材料二次加載曲線與單次加載曲線貼合程度有了明顯下降。
2.3 循環加載的壓縮曲線分析
當材料壓縮應變為40%,即壓縮位移為9.2 mm時,循環加載后得到的材料壓縮曲線如圖8所示。

圖8 應變40%時的材料循環壓縮曲線Fig.8 Cyclic compression curves of material with 40%strain
由圖8可知,壓縮5次后,壓縮最大載荷為10.96 N,與第1次壓縮最大載荷對比減小了8%;第5次壓縮完成后保持壓縮狀態1 h后進行卸載,織物迅速回彈到原始厚度的97%,在30 min后可以回彈到原始厚度。壓縮10次后,壓縮所達到的最大載荷為10.41 N,與第一次對比減小了12%;保持壓縮1 h后進行卸載,織物迅速回彈到原始厚度的96%,在30 min后回彈到原始厚度。
當材料的壓縮應變為60%,即壓縮位移為13.8 mm時,循環加載后得到的材料壓縮曲線如圖9所示。

圖9 應變60%時的材料循環壓縮曲線Fig.9 Cyclic compression curve of material with 60%strain
由圖9可知,壓縮5次后,壓縮最大載荷為98.76 N,與第1次對比減小了10%;第5次壓縮完成后保持壓縮狀態1 h后進行卸載,織物迅速回彈到原始厚度的93%,在30 min后回彈到原始厚度的99%。壓縮10次后,壓縮所達到的最大載荷為85.46 N,與第一次對比減小了22%;保持1 h后進行卸載,織物迅速回彈到原始厚度的92%,在30 min后回彈到原始厚度的99%。
當材料的壓縮應變為80%,即壓縮位移達到18.4 mm時,循環加載后得到的材料壓縮曲線如圖10所示。

圖10 應變80%時的材料循環壓縮曲線Fig.10 Cyclic compression curve of material with 80%strain
由圖10可知,壓縮5次后,壓縮最大載荷為863.99 N,比第一次壓縮最大載荷減小了10%;第5次壓縮完成后保持壓縮狀態1 h進行卸載,織物迅速回彈到原始厚度的83%,在30 min后可以回彈到原始厚度的96%。壓縮10次后,壓縮所達到的最大載荷為792.91 N,與第一次對比減小了17%;保持1 h后進行卸載,織物迅速回彈到原始厚度的81%,在30 min后回彈到原始厚度的93%。
在材料循環壓縮試驗中,所有的壓縮曲線變化趨勢都是一致的,這表明材料的壓縮狀態所經歷的階段與單次壓縮回彈試驗測試所經歷的3個階段相同。隨著壓縮次數的增多,材料所承受的壓縮載荷逐漸下降,且載荷上升的時間每次會稍稍延后。與第1次壓縮可完全回彈相比較,材料第5次和第10次的回彈率分別下降了10%到20%不等。這說明隨著壓縮應變和壓縮次數的增加,材料發生了永久變形,在材料壓縮過程中,內部纖維會相互摩擦而產生滑移甚至斷裂。這種情況下,有一部分纖維在壓縮結束返回原始狀態后返回原位置,一部分纖維發生塑性變形,不會隨材料載荷的減小而返回原位置。這就導致了材料的永久變形,會影響材料的整體密度,從而影響材料的高溫隔熱性能。因此,隔熱材料經過多次壓縮回彈后需對材料進行具體的性能檢測,如果材料尺寸與原始尺寸差距較大,需盡快更換隔熱材料。
3 結論
本文主要研究了縫合夾層氈隔熱材料的壓縮回彈性能,通過二次加載方式對不同程度壓縮后的縫合夾層氈隔熱材料的單次壓縮曲線以及回彈率進行分析,并且通過10次循環壓縮全面分析了材料的可重復使用性能,最終得到以下結論:
(1)縫合夾層氈材料分別進行40%、60%以及80%的壓縮后,可以保持98%以上的極高回彈率。說明材料的壓縮回彈性能穩定,縫制的隔熱材料具有極好的可壓縮性能。
(2)隨著壓縮應變的增大,二次加載曲線與單次加載曲線的貼合程度顯著降低。這說明壓縮應變較大的材料在二次加載過程中,材料內部纖維存在滯彈性回彈、彈塑性回彈或者彈性失效現象,導致兩次壓縮曲線存在一定的差異。
(3)材料在分別進行5次壓縮和10次壓縮后,材料的壓縮回彈率較好,但與第一次壓縮結束后得到的回彈率相比,分別減少了10%~20%。說明隨著壓縮次數的增加,有一部分材料發生了永久變形,從而影響材料的整體結構密度,進而影響材料的高溫隔熱性能。
