擠出機螺桿填充率對聚乙烯(PE)粉-石蠟油共混擠出熔體壓力波動的影響研究
2022-11-22 09:07:22許寒飛韓繼慶胡玉濤張永昌
信息記錄材料 2022年9期
許寒飛,李 揚,王 莉,韓繼慶,胡玉濤,張永昌,何 煦
(1樂凱膠片股份有限公司 河北 保定 071054)
(2河北省新能源膜材料技術創新中心 河北 保定 071054)
(3保定市新能源膜材料技術創新中心 河北 保定 071054)
0 引言
在濕法隔膜生產加工時選用同向嚙合雙螺桿擠出機進行聚乙烯(PE)粉-石蠟油共混,以提升混煉效果,保證高效率、高質量完成生產。提高生產量的前提是保證隔膜產品的質量,如何保證產品質量又能提高生產量是濕法隔膜生產制造企業降本增效的關鍵問題,因此有必要對混煉工藝進行系統研究。
聚乙烯(PE)粉-石蠟油在同向嚙合雙螺桿擠出機中的混煉過程受諸多因素的影響,需要根據原料的特性匹配適當的螺紋元件組合及混煉工藝條件才能達到塑化混煉充分的效果。在產品配方及螺桿螺紋元件組合條件一定的情況下,可通過調整優化混煉工藝條件(喂料量、螺桿轉速、擠出溫度等)來提高擠出系統的穩定性和產品質量。
在聚乙烯(PE)粉-石蠟油共混過程中,調節混煉工藝條件如喂料量、螺桿轉速和擠出溫度是非常重要的。大部分文獻報道喂料量和螺桿轉速對聚合物共混過程的影響都是基于對物料在擠出機機筒中停留時間長短的影響。但實際上,在改變喂料量以及螺桿轉速的同時,雙螺桿擠出機中的螺桿填充率可能也發生了變化[1],對聚乙烯(PE)粉-石蠟油共混擠出時熔體壓力波動產生很大影響。熔體壓力波動是在熔體擠出中影響擠出系統穩定性和產品質量的一個重要因素,在隔膜生產制造時,若熔體壓力波動數值超過正常范圍,會引起熔體流動速率的嚴重波動,最終導致產品品質不均勻,甚至無法保證精密擠出以及連續性生產。所以系統研究熔體壓力波動形成的原因以及如何調控熔體擠出過程中的熔體壓力波動就顯得非常重要。
本文主要通過調節喂料量和螺桿轉速的設定值,考察雙螺桿擠出機中的填充率對聚乙烯(PE)粉-石蠟油共混擠出熔體壓力波動的影響。
1 擠出機中熔體壓力波動的原因
物料熔體壓力是由螺桿組合中螺紋元件提供的壓力累加形成。在擠出機喂料口處的進料段,聚乙烯(PE)粉-石蠟油物料還未完全熔融塑化,相應位置的螺紋元件會給物料提供一個前進的推力,促使物料向出料口輸送。當物料因高溫完全熔融后變成了熔體時,熔體與擠出機螺桿、熔體與擠出機機筒之間的粘度差就是物料行進的推動力,由粘附作用前進。所以擠出機中熔體壓力是進料段進料的傳遞推力和螺紋元件的推力共同作用形成的結果[2]。
另外,吳大鳴、李曉林、劉穎等[3]經過系統鉆研提出了一種擠出機中熔體壓力波動的理論,以波動頻率為基礎將熔體壓力波動形式分類,并剖析了擠出機中各種熔體波動產生的緣由和影響。熔體壓力波動既有規律性也有隨機性,往往和喂料量、物料特性、擠出溫度、螺桿轉速、螺桿結構、填充率等條件有重要關系。
2 影響熔體壓力波動的因素
由上述理論可知,在螺桿結構及物料配方已經固定的情況下,影響熔體壓力波動的因素,主要有擠出溫度、螺桿轉速、喂料量和填充率。
2.1 擠出溫度
基于原材料的物理化學特性,要求擠出機擠出溫度不能超過設定溫度±2 ℃。溫度的波動會使擠出機中熔融后的物料粘度發生變化,進而造成熔體壓力的不穩定。溫度降低使熔體粘度增大,擠出機出料不暢,造成前端擠出機構負載過大,同時熔體壓力增大;溫度升高使熔體粘度減小,擠出機出料速率變快,造成擠出機構負載變小,同時熔體壓力減小。擠出溫度每波動l ℃會造成擠出機中熔體的壓力波動達3%左右,所以對于控溫方式和控溫精度的選擇非常重要[3]。
2.2 螺桿轉速
螺桿轉速和熔體壓力的數值大小有直接關系。當設定的螺桿轉速數值升高時,熔體壓力波動成正比。同時受擠出機傳動方式的制約使螺桿轉速本身產生一定的波動,從而造成熔體的壓力波動。
2.3 喂料量
擠出機的喂料方式有兩種,分別是飽和式喂料和饑餓式喂料。本文實驗過程中采用的是饑餓式喂料,即在正常塑化擠出時,喂料量是比擠出機的當前理論產能小,使得擠出機螺桿與機筒之間的空隙不被物料完全填充的一種喂料方式。喂料量的波動直接反應了擠出機螺桿與機筒之間的空隙中存料量的波動,就會造成熔體壓力的波動。
2.4 填充率
擠出機在穩態運行條件下,沿螺桿軸向方向實際停留的物料的體積稱為有效體積,螺桿和擠出機內筒壁之間的空間稱為自由體積,填充率就是有效體積與自由體積之間的比值。確定最優的螺桿填充率,與原材料的性能、混煉工藝(其中包括擠出溫度、喂料量、螺桿轉速等)、螺桿的組合結構以及螺紋元件尺寸等諸多因素有關。季薇蕓[4]通過研究提出與填充率強相關的因素是喂料量和螺桿轉速,只要喂料量與螺桿轉速比值恒定,不管喂料量以及螺桿轉速的數值如何設定,擠出機螺桿的平均填充程度為定值,即螺桿填充率為定值。
喂料量和螺桿轉速變化會引起熔體壓力波動的變化,即填充率數值的大小會直接影響熔體壓力波動,甚至會影響到單位時間內的擠出產量和物料熔融塑化的效果。填充達到一定值時會發生喘振現象,嚴重時將導致設備運轉異常而停機。
3 熔體壓力波動控制及精密擠出
由于擠出機中熔體壓力波動的問題,聚乙烯(PE)粉-石蠟油共混擠出時往往出現產品質量不均勻,出料速度波動大、厚度一致性差等現象,對擠出生產的產品質量和連續穩定性有不利影響,所以對熔體壓力波動進行控制并實現精密擠出越來越受重視。實現精密擠出,不僅能夠通過控制熔體的流率使產品均勻穩定,同時還能減小波動并減少原料的浪費,提高原料投入產出比。要實現精密擠出,需要相關輔助擠出裝置和自動化控制系統的支持,這對輔助擠出裝置和控制系統都有著很高的技術要求[5]。
3.1 輔助擠出裝置-熔體泵
熔體泵是齒輪泵的一種,泵體內有一定的容積,其工作原理是通過主動齒輪與從動齒輪的裝配嚙合使熔體泵內有效容積發生變化,來達到擠出熔體的目的。平穩轉動的齒輪可以保證泵出口的熔體流量相對穩定,并盡量降低擠出工藝條件波動帶來的影響,特別適合輸送高粘度熔體。其結構如圖1所示,被安置在擠出機出口之后、模具之前。
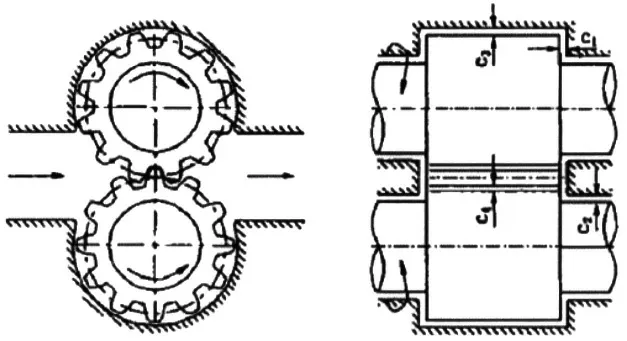
圖1 熔體泵示意圖Figure 1 Schematic diagram of the melt pump
熔體齒輪泵可通過控制泵體內齒輪的轉動速度來實現調控熔體壓力以及熔體流動速率的目的,同時齒輪的剪切作用和擠壓作用可將熔體進一步混煉。理論上,當熔體與齒輪不存在打滑現象且齒輪轉速不變時,熔體泵的輸送速率穩定不變。應用熔體齒輪泵會極大地提高擠出機的穩定性,能夠有效過濾大部分熔體壓力波動。
江波、李云鈴等[6]對于熔體泵的研究結果表明,熔體泵中熔體壓力的波動與所輸送熔體的粘度成反比,即熔體泵輸送高粘度熔體的穩定性要高于輸送低粘度熔體的穩定性。熔體泵裝置有入口臨界壓力,熔體泵入口臨界壓力由齒輪的規格、裝配嚙合尺寸和齒輪轉速決定。當熔體泵的入口壓力比固有的臨界壓力小時,熔體不能充滿齒輪泵,否則容易導致熔體泵失去穩定熔體壓力的作用。通過提高擠出機螺桿轉速,加快熔體流入熔體泵的速率以提高熔體泵入口壓力,或降低熔體泵齒輪的轉速使齒輪泵入口臨界壓力減小,達到穩定熔體壓力的目的。在實際生產過程中,為了保證產品的厚度一致性,往往不采取改變齒輪轉速的方式來調整熔體壓力的波動。
3.2 控制系統
擠出控制系統主要有開環控制與閉環控制兩種。開環控制指的是不將控制的結果作為反饋信號來影響當前控制的方式,決定了其控制方式簡單易行,控制結果瞬間實現,不接受反饋信號自動變更。
與開環控制方式相比,閉環控制方式主要將控制結果作為反饋信號與設定值進行比較,來修正系統的輸出參數。通過擠出機壓力閉環控制系統調整相關PID參數,可使擠出機熔體壓力穩定。當擠出機工藝條件改變時,如果控制結果不滿足設定值,擠出機熔體壓力就不能達到穩態,波動的范圍較大,擠出系統就會自主調整,從而達到新的平衡態,波動范圍逐漸縮小至熔體壓力的穩定波動狀態。
4 實驗
4.1 原材料
將聚乙烯(PE)粉和石蠟油按照一定比例提前混好,再按技術要求加入助劑,利用攪拌機攪拌均勻,完成聚乙烯(PE)粉-石蠟油預混操作。
4.2 主要設備
同向嚙合雙螺桿擠出流延機一臺。通過采用熔體泵輸送熔體作為穩定熔體壓力的手段,同時結合閉環控制系統收集反饋信號來實現調控壓力的目標。
4.3 擠出工藝流程
根據實驗用原材料的熔融特性,設定擠出機各段機筒的溫度,待機筒溫度穩定后,在擠出機中加入洗車料,在40~60 r/min螺桿轉速的工藝條件下,進行洗車。洗車30 min左右,觀察擠出料的狀態符合技術要求時,加入此試驗用的原材料進行熔融擠出,及時收集實驗數據及樣品。
4.4 實驗及結果
實驗的混煉工藝條件(喂料量、螺桿轉速、擠出溫度、填充率等)及結果(熔體泵入口壓力波動值)如表1所示。
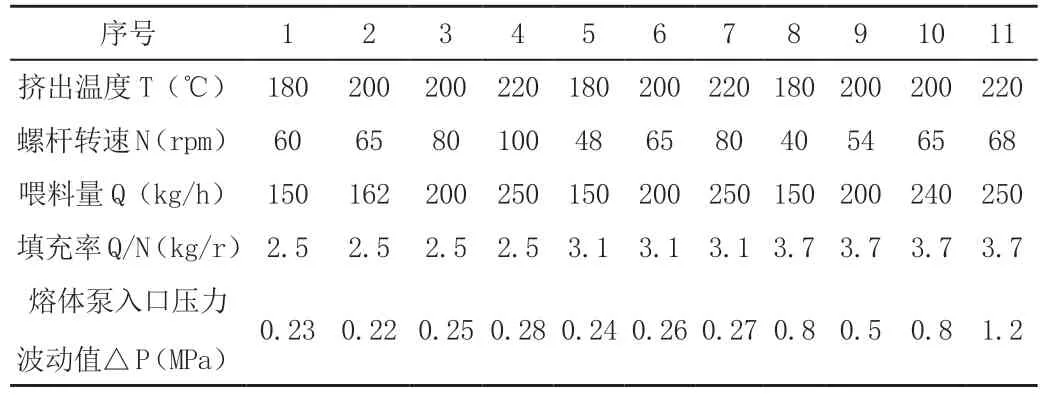
表1 混煉擠出工藝條件及結果Table 1 Process conditions and results of mixing and extrusion
5 試驗結果討論
5.1 螺桿轉速對填充率的影響
根據實驗數據,取喂料量設定值為200 kg/h時,得知螺桿轉速與填充率的關系曲線如圖2所示。
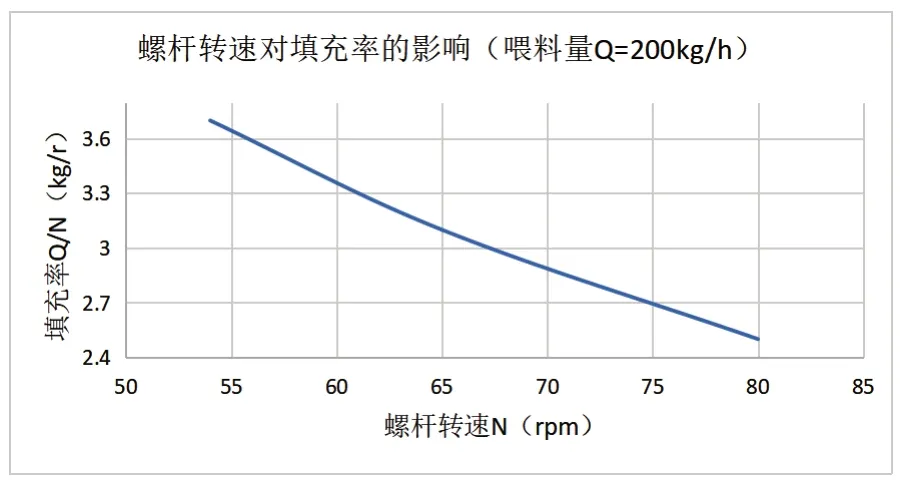
圖2 螺桿轉速與填充率的關系Figure 2 Relationship between screw speed and filling rate
由圖2可知,當機筒擠出溫度及喂料量一定時,當擠出機的螺桿轉速N增加時,填充率在一定范圍內是下降趨勢。
5.2 喂料量對填充率的影響
根據實驗數據,取螺桿轉速為65 rpm時,得知喂料量與填充率的關系如圖3所示。
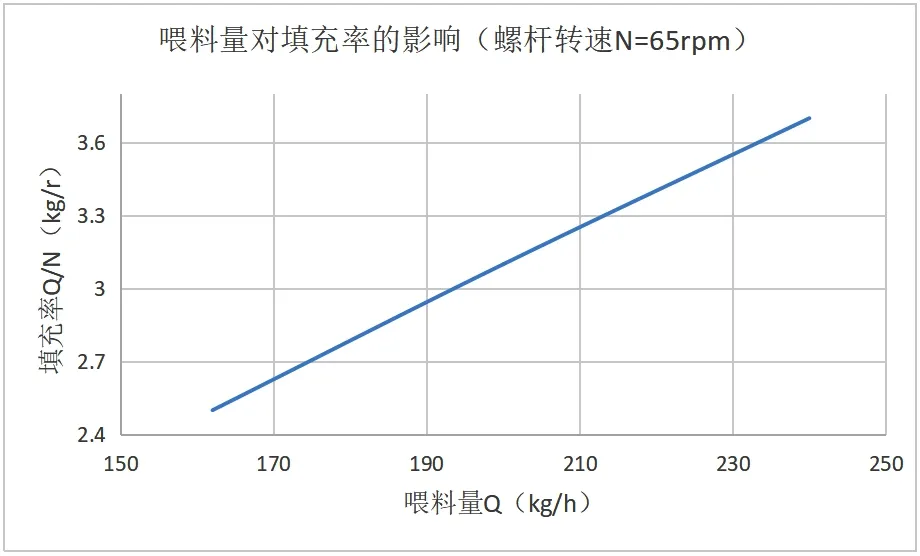
圖3 喂料量與填充率的關系Figure 3 The relationship between feeding amount and filling rate
由圖3可知,當機筒擠出溫度及螺桿轉速設定值不變時,隨著擠出機喂料量Q的增加,填充率在一定范圍內是上升趨勢。理論上,當喂料量接近某一值時,填充率趨向于一個最大數值,喂料方式由饑餓式喂料轉為飽和式喂料。這說明當原材料選定之后,擠出工藝條件中的各參數面臨著最佳參數設定的問題。當擠出溫度及螺桿轉速數值不變時,喂料量Q的增加超過一定限度,使得擠出機螺桿中的填充率超過該工藝條件所對應的最大允許值,原材料的塑化質量有變差的可能,并且有可能導致擠出機主螺桿電機的實際負載功率超過其額定功率值而導致擠出系統出現異常停機。
5.3 填充率對熔體壓力波動的影響
根據實驗數據,得知填充率與熔體壓力波動△P的關系如圖4所示。
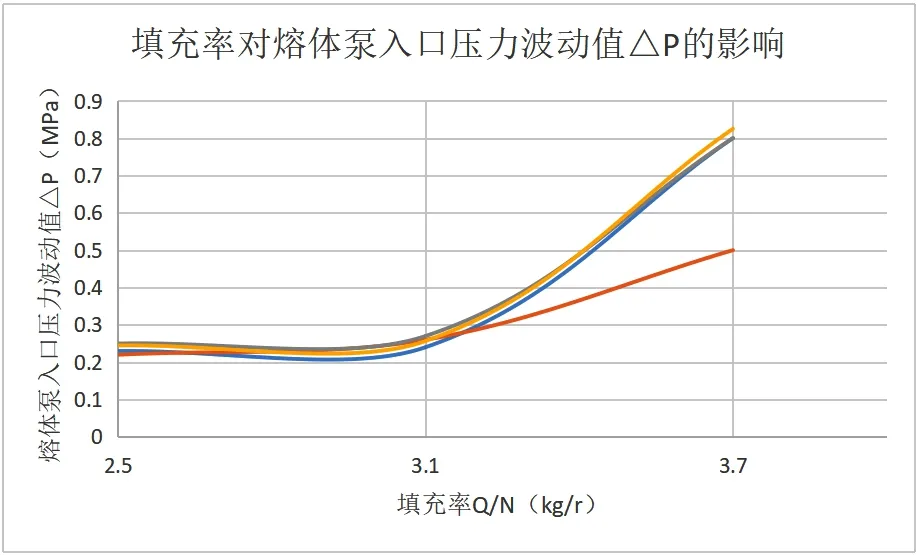
圖4 填充率與熔體泵入口壓力波動的關系Figure 4 Relationship between filling rate and pressure fluctuation of melt pump inlet
由圖4可知,隨著擠出機螺桿填充率Q/N的增加,熔體泵入口壓力波動值△P在一定范圍內是趨于穩定的,當填充率Q/N超過合理數值以后,是上升趨勢,熔體泵入口壓力波動增大。
已知實驗所用擠出機Q/N數值最大不能超過4 kg/r,結合實驗的數據分析得知,擠出機螺桿填充率Q/N設定的合理性是關鍵,且Q/N應該設定在最大數值的80%左右,即Q/N=3.2 kg/r左右時,能夠保證高效且熔體泵入口熔體壓力相對穩定的擠出。為了保證生產效率以及熔融塑化的效果,填充率不能設置得太低。通過驗證,將填充率Q/N由3.7 kg/r調整為3.2 kg/r時,熔體泵入口熔體壓力波動極差由1.2 MPa降低至0.3 MPa以內,保證熔體泵以相對穩定的壓力和流量輸送物料,提高擠出系統穩定性和隔膜產品縱向厚度一致性,如圖5~圖6所示。
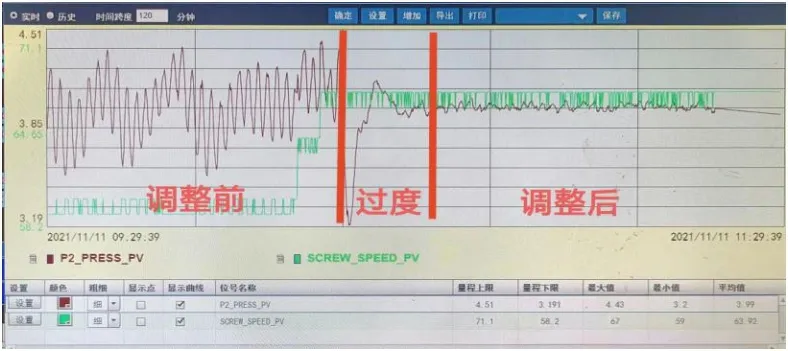
圖5 改善前后擠出機熔體泵入口壓力波動圖Figure 5 The graph of the inlet pressure fluctuation of the melt pump of the extruder before and after the improvement
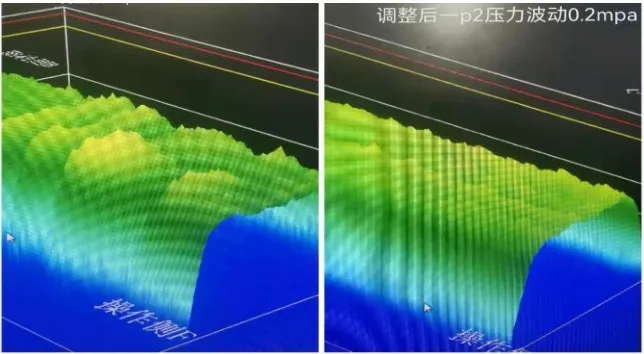
圖6 改善前后厚片厚度波動圖Figure 6 Thickness fluctuation diagram of thick sheet before and after improvement
需要注意的是,必須在調整其中一個因素時,另一個因素也要根據螺桿填充率Q/N數值的合理性做出相應的調整,才能保證熔體泵以穩定的熔體壓力和體積流率擠出物料,從而提高擠出系統的穩定性和產品的質量。
6 結論
研究雙螺桿擠出機中的螺桿填充率對聚乙烯(PE)粉-石蠟油共混擠出熔體壓力波動的影響具有非常重要的意義。熔體壓力波動和喂料量、物料特性、擠出溫度、螺桿轉速、螺桿結構、填充率等因素有重要關系。通過結合混煉工藝及螺桿填充率對熔體泵入口熔體壓力波動問題的研究,在保證螺桿轉速剪切力滿足共混物料中組分分散剪切作用的同時,徹底解決了熔體泵入口熔體壓力波動大的問題,同時還能保證擠出機以穩定的壓力和流量擠出物料,有利于提高擠出系統的穩定性和產品的質量。
長遠來看,本研究成果還能用于其他聚合物混煉擠出系統穩定性和產品質量的優化,有助于降低裝備功耗、提升生產效率以及產品的質量。
