基于改進(jìn)粒子群算法的恒力輸出器的力控制優(yōu)化
2022-11-23 10:07:18王君任前程楊銘全汪泉曾順麒
機(jī)床與液壓 2022年20期
關(guān)鍵詞:優(yōu)化實(shí)驗(yàn)
王君, 任前程, 楊銘全, 汪泉, 曾順麒
(湖北工業(yè)大學(xué)機(jī)械工程學(xué)院,湖北武漢 430068)
0 前言
拋光和打磨等表面精加工在制造業(yè)中發(fā)揮著重要作用,這些操作不僅為了外表美觀,而且主要是為獲得指定的表面粗糙度。通常打磨拋光作業(yè)是由工人手動(dòng)執(zhí)行的,勞動(dòng)成本高,效率低,工作環(huán)境惡劣且依賴于工人的技能熟練度[1-3]。因此,需要一種高效的打磨拋光方式代替手工打磨。工業(yè)機(jī)器人具有成本低、靈活性高、可編程性強(qiáng)和適合強(qiáng)度工作等優(yōu)勢(shì),因此工業(yè)機(jī)器人與打磨工藝相結(jié)合成為主要研究方向[4-5]。
在表面精加工應(yīng)用情況下,控制接觸力以確保處理過(guò)的零件具有相同的質(zhì)量至關(guān)重要。因此,工業(yè)機(jī)器人需要具有精確的力感知和力控制能力。很多學(xué)者對(duì)此問(wèn)題進(jìn)行了大量研究。FANAEI 和FARROKHI[6]在力/位混合控制的基礎(chǔ)上加上了模糊理論,將其應(yīng)用到需要工具與零件之間保持恒定摩擦力的工況中。肖露和秦紅玲[7]為了解決加工過(guò)程中由于磨損造成的加工精度下降問(wèn)題,提出了利用模糊控制與傳統(tǒng)PID控制相結(jié)合的方法控制系統(tǒng)輸出恒定的磨削力。黃婷等人[8]采用非線性PD控制,提高了被動(dòng)柔順裝置的力/位混合控制精度。PEI等[9]通過(guò)結(jié)合反向傳播(BP)神經(jīng)網(wǎng)絡(luò)和Smith 預(yù)測(cè)器的改進(jìn)PID控制方法,縮短最大超調(diào)量和調(diào)整時(shí)間。
為提高力控制的控制性能,將粒子群算法引入到模糊PID控制中,并加入混沌策略對(duì)粒子群算法進(jìn)行改進(jìn)。利用MATLAB進(jìn)行對(duì)比仿真分析,并在搭建的恒力打磨平臺(tái)進(jìn)行實(shí)驗(yàn),驗(yàn)證該方法的有效性。
1 恒力輸出器建模
1.1 恒力輸出器結(jié)構(gòu)及工作原理
恒力輸出器模型如圖1所示。其工作原理:打磨拋光作業(yè)時(shí),若打磨頭與待加工工件接觸產(chǎn)生的接觸力大于預(yù)設(shè)定的恒力值,出氣口打開,緩沖氣缸向上法蘭盤方向移動(dòng),直至接觸力等于預(yù)設(shè)定恒力。同樣,當(dāng)接觸力小于設(shè)置的恒力時(shí),進(jìn)氣口打開,恒力輸出器的緩沖氣缸向下法蘭盤方向移動(dòng),直至接觸力等于預(yù)設(shè)定恒力。恒力輸出器內(nèi)部還包含電子調(diào)壓閥、電磁閥、氣缸磁性開關(guān)。電子調(diào)壓閥的作用是控制緩沖氣缸內(nèi)的氣壓,電磁閥控制緩沖氣缸的運(yùn)動(dòng)方向,氣缸磁性接近開關(guān)用于位置的監(jiān)測(cè),從而得到執(zhí)行器末端的位置參數(shù)。
1.2 模型建立
1.2.1 受力平衡模型
圖2所示為恒力輸出器簡(jiǎn)化的受力示意圖。
根據(jù)牛頓第二定律有:
(1)
式中:F為恒力輸出器的輸出力;f為活塞與氣缸的摩擦力;c為黏性阻尼;p0為緩沖氣缸上腔氣壓;A0為活塞的有效面積;x為緩沖氣缸的軸向位移;m為整體質(zhì)量。
1.2.2 氣體流量模型
電子調(diào)壓閥的流量公式采用圣維南流量公式[10]表示:
(2)
式中:Ac為電子調(diào)壓閥的進(jìn)氣閥口面積;pic為電子調(diào)壓閥進(jìn)氣口壓力;poc為電子調(diào)壓閥出氣口壓力;T為絕對(duì)溫度;k為比熱容;R為理想氣體常數(shù);Cf為流量系數(shù)。
根據(jù)式(2)可知流入調(diào)壓閥的氣體流量與進(jìn)氣閥口開度有效面積有關(guān)。依據(jù)電氣比例閥的特點(diǎn),閥口開度與調(diào)壓閥的控制電壓U有關(guān),而電壓U會(huì)影響調(diào)壓閥出口的壓力poc,所以比例調(diào)壓閥的流量方程是關(guān)于輸入電壓U和比例調(diào)壓閥出口壓力poc的函數(shù)。則此氣體流量變化模型為
Δq=K1ΔU+K2Δpoc
(3)
氣體通過(guò)電子調(diào)壓閥后,需要通過(guò)長(zhǎng)度為L(zhǎng)的管道到達(dá)緩沖氣缸。忽略其他因素的影響,依據(jù)Anderson理論,得到式(4),并根據(jù)式(4)得到緩沖氣缸氣體流量變換模型式(5)。
(4)
Δq=K3(Δpi-Δpo)
(5)
式中:pi為管道進(jìn)氣端壓力;ρ為氣體密度;D為管道直徑;μ為氣體的黏性系數(shù);A為管道橫截面處的有效面積。
假設(shè)進(jìn)入緩沖氣缸中的氣體為理想氣體,氣體持續(xù)不斷地進(jìn)入緩沖氣缸,并根據(jù)氣態(tài)方程(6),可推導(dǎo)出緩沖氣缸上下兩腔的氣體流量qn關(guān)于氣缸內(nèi)氣體質(zhì)量變化率的方程(7):
pinsideV=nRTo
(6)
(7)
式中:pinside為氣缸內(nèi)氣體壓力;V為氣缸內(nèi)氣體體積;n為氣體物質(zhì)的量;To為進(jìn)入緩沖氣缸后氣體溫度。
假設(shè)氣體隨著緩沖氣缸運(yùn)動(dòng)時(shí)不會(huì)和外部產(chǎn)生熱交換,則溫度初值Ts與運(yùn)動(dòng)過(guò)后的溫度To兩者關(guān)系能夠用式(8)表示,兩邊對(duì)時(shí)間求導(dǎo)得到式(9)并代入式(7),由于整個(gè)緩沖氣缸在自身法線方向只存在微小的改變,為簡(jiǎn)化模型,此方向可以忽略不計(jì),更新后緩沖氣缸中的氣體質(zhì)量與流量的模型為式(10):
(8)
(9)
(10)
1.3 恒力輸出器傳遞函數(shù)建立
將上面分析計(jì)算得到的式(3)(5)(10)進(jìn)行拉普拉斯變換,分別得到式(11)(12)(13):
Q(s)=K1U(s)+K2Poc(s)
(11)
Q(s)=K3[Pi(s)-Po(s)]
(12)
(13)
由于氣體由比例閥的出口進(jìn)入管道的入口,管道入口的壓力等于比例閥出口的壓力,即Poc=Pi。聯(lián)立式(11)—(13)可得
(14)
將恒力輸出器的受力方程(1)進(jìn)行拉普拉斯變換得到式(15),為簡(jiǎn)化模型將摩擦力忽略不計(jì)。
ms2X(s)+csX(s)+F(s)=Po(s)Ao
(15)
連接在下法蘭盤末端的打磨工具與工件接觸時(shí),由于反作用力的作用使得恒力輸出器產(chǎn)生x的移動(dòng),整體的等效剛度為K4,反作用力作拉普拉斯變換得到:
F(s)=K4X(s)
(16)
聯(lián)立式(15)和(16)得到:
(17)
將式(14)與式(17)相乘可得恒力輸出器的傳遞函數(shù):
(18)
2 模糊PID控制系統(tǒng)
2.1 傳統(tǒng)PID控制結(jié)構(gòu)
傳統(tǒng)PID控制器由比例(Proportional, P)、積分(Integral, I)和微分(Derivative, D)3個(gè)環(huán)節(jié)組成。PID控制算法對(duì)受控對(duì)象的傳遞函數(shù)的模型沒(méi)有特定的要求,只需要根據(jù)作業(yè)條件設(shè)定合適的比例、積分與微分的參數(shù)就能達(dá)到所需要的控制目標(biāo)。
2.2 模糊PID控制結(jié)構(gòu)
模糊PID控制主要由傳統(tǒng)PID控制器和模糊化模塊組成,其結(jié)構(gòu)如圖3所示。根據(jù)實(shí)際要求,以系統(tǒng)反饋的壓力與給定值之間的偏差e和偏差變化率ec作為輸入,利用量化因子Ke與Kec將其轉(zhuǎn)換為模糊量,依據(jù)給定的模糊規(guī)則進(jìn)行模糊推理,再通過(guò)模糊化的比例因子得到3個(gè)參數(shù)的變化量,與之前設(shè)定的PID參數(shù)進(jìn)行合并,進(jìn)而達(dá)到參數(shù)自整定的效果。
根據(jù)PID參數(shù)整定規(guī)則,得到自調(diào)整PID 3個(gè)參數(shù)的修正公式:
(19)
本文作者采用模糊PID控制設(shè)計(jì)了一種控制恒力輸出器的力的方法。依據(jù)模糊控制原理,將e和ec的模糊論域均定為 [-3,3],輸出的ΔKp的模糊論域?yàn)閇-0.3,0.3],ΔKi的模糊論域?yàn)閇-0.06,0.06],ΔKd的模糊論域?yàn)閇-3,3]。根據(jù)模糊控制將上述5個(gè)模糊量的模糊子集均定為{NB, NM, NS, Z, PS, PM, PB},e、ec、ΔKp、ΔKi、ΔKd的隸屬度函數(shù)全部選用三角隸屬度函數(shù),隸屬度為[0, 1]。根據(jù)壓力偏差e與ec對(duì)ΔKp、ΔKi、ΔKd依次構(gòu)建模糊規(guī)則,分別如表1—表3所示。
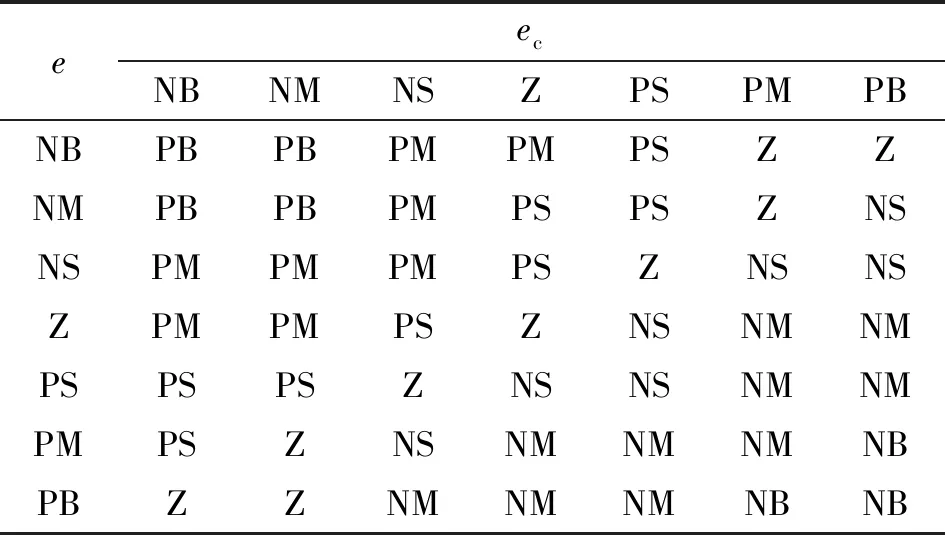
表1 ΔKp控制規(guī)則
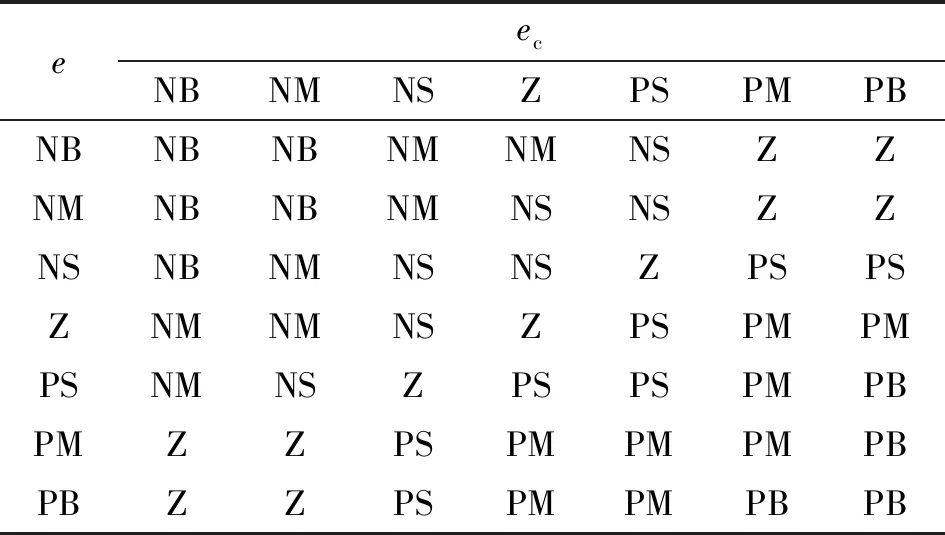
表2 ΔKi控制規(guī)則
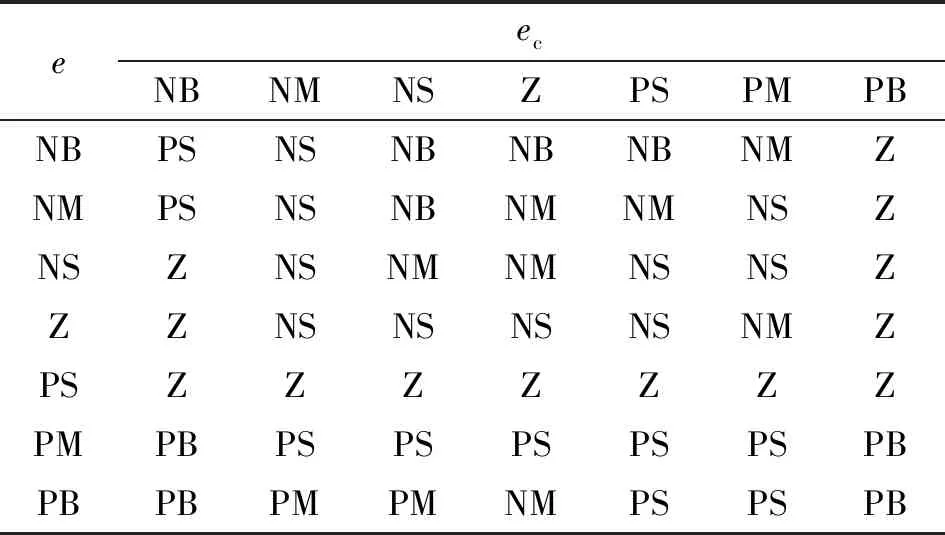
表3 ΔKd控制規(guī)則
3 粒子群優(yōu)化PID控制
3.1 粒子群算法
粒子群優(yōu)化算法(Particle Swarm Optimization,PSO),是KENNEDY和EBERHART于1995年提出的,它源于對(duì)鳥群捕食行為的研究[11]。PSO因規(guī)則簡(jiǎn)單、收斂速度快等特點(diǎn),被眾多學(xué)者研究,并在PID控制參數(shù)優(yōu)化整定中得到廣泛應(yīng)用[12-13]。
假設(shè)在一個(gè)D維的目標(biāo)搜索空間中,有N個(gè)粒子組成一個(gè)群落,其中第i個(gè)粒子的位置記為Xi=(xi1,xi2,…,xiD),粒子速度記為vi=(vi1,vi2,…,viD),搜索到的最優(yōu)位置記為pBest,i=(pi1,pi2,…,piD),整個(gè)粒子群搜索到的最優(yōu)位置記為gBest=(pBest,1,…,pBest,i,…,pBest,D),在找到這兩個(gè)最優(yōu)值時(shí),粒子根據(jù)式(20)和(21)來(lái)更新自己的速度和位置:
(20)
(21)
i=1,2,…,Nd=1,2,…,D
其中:ω稱為慣性權(quán)重;c1和c2為學(xué)習(xí)因子;r1和r2為[0,1]內(nèi)的隨機(jī)數(shù)。
3.2 粒子群算法優(yōu)化模糊PID
由于模糊PID中的量化因子和比例因子都為給定值,導(dǎo)致模糊PID系統(tǒng)自適應(yīng)調(diào)參得到的不是最佳值,造成控制系統(tǒng)的局限性[14],所以引入粒子群優(yōu)化算法對(duì)比例因子和量化因子進(jìn)行優(yōu)化。系統(tǒng)結(jié)構(gòu)簡(jiǎn)圖如圖4所示。
3.3 改進(jìn)粒子群算法優(yōu)化模糊PID
傳統(tǒng)的PSO算法比較容易陷入局部的最佳解,可以對(duì)慣性取值進(jìn)行改進(jìn)[15],引出線性遞減權(quán)重:
(22)
式中:ωmax、ωmin分別為起始慣性權(quán)重與終止慣性權(quán)重;t為當(dāng)前迭代次數(shù);tmax為整個(gè)迭代過(guò)程中最大迭代次數(shù)。此方法能夠滿足慣性權(quán)重為動(dòng)態(tài)變化過(guò)程,但是在算法優(yōu)化的過(guò)程中慣性權(quán)重的變化率并未變化。為使慣性權(quán)重?fù)碛袆?dòng)態(tài)的速度變化率,在線性慣性權(quán)重遞減中加入混沌系數(shù),使得慣性權(quán)重在線性遞減時(shí)盡可能在曲線的下方發(fā)生振蕩,慣性權(quán)重變化速率不再是固定的,進(jìn)而增強(qiáng)全局搜尋能力。
ft=μft-1(1-ft-1)
(23)
混沌線性慣性權(quán)重遞減系數(shù)為
ωnew=ωtft
(24)
式中:ft為第t次迭代的混沌值;μ為混沌系數(shù)。
將ωmax=0.9、ωmin=0.1、μ=4、起始混沌值f0=0.63代入式(22)、(23)和(24),并根據(jù)所得數(shù)據(jù)繪制出圖5。可知:混沌遞減系數(shù)在保證總體的慣性系數(shù)不斷減小的同時(shí)能在較小范圍內(nèi)振蕩,避免了算法陷入局部最優(yōu)。
采用改進(jìn)粒子群優(yōu)化模糊PID控制參數(shù)時(shí),每個(gè)參數(shù)之間相互影響,要求所有指標(biāo)都達(dá)到最佳是不可能的,故需要一個(gè)確定誤差是否最小的評(píng)價(jià)性能指標(biāo)。引入性能指標(biāo)函數(shù)ITAE作為恒力輸出器控制系統(tǒng)性能評(píng)價(jià)指,其表達(dá)式為

(25)
基于圖4,設(shè)計(jì)改進(jìn)粒子群算法優(yōu)化PID控制流程,如圖6所示。
4 仿真與實(shí)驗(yàn)分析
4.1 仿真分析
改進(jìn)粒子群優(yōu)化模糊PID參數(shù)設(shè)置:種群規(guī)模N=10,粒子維度D=5,學(xué)習(xí)因子c1=c2=1。5個(gè)粒子的速度的最大值均為1、最小值為-1;5個(gè)粒子的最小位置矩陣為[1.29,1.29,2.75,0.35,0.85]、最大位置矩陣為[1.68,1.68,3.25,0.66,1.03]。 PID 3個(gè)參數(shù)為Kp=4.978、Ki=0.001、Kd=1。
將上述參數(shù)代入模糊PID控制器,則系統(tǒng)中采用未優(yōu)化的模糊PID控制和文中提出的基于改進(jìn)粒子群算法優(yōu)化模糊PID控制下的階躍響應(yīng)能力如圖7所示。
由圖7可知:經(jīng)過(guò)改進(jìn)粒子群算法優(yōu)化的模糊PID控制系統(tǒng)比模糊PID控制系統(tǒng)更快達(dá)到目標(biāo)值,收斂速度更快,超調(diào)量也明顯降低,整體的超調(diào)量為8.91%,在1.3 s達(dá)到穩(wěn)定。
4.2 實(shí)驗(yàn)分析
使用基于恒力輸出器打磨機(jī)器人對(duì)打磨對(duì)象進(jìn)行打磨時(shí),首先考慮的因素是打磨頭與打磨對(duì)象之間的接觸力。恒力輸出器的輸出力是否穩(wěn)定決定加工件表面粗糙度是否均勻。由于在系統(tǒng)進(jìn)行打磨拋光的過(guò)程中,末端的恒力輸出器與打磨頭可能會(huì)隨著零件的輪廓改變自身位姿。為確保在該點(diǎn)的法線方向輸出拋磨力,根據(jù)圖8所示的受力分析圖構(gòu)建受力方程(26)。其中,m1為打磨頭的質(zhì)量;Fs為接觸力。
Fs=p0A0-f+m1g
(26)
式(26)為恒力輸出器與打磨工具處于垂直方向的受力方程,若零件屬于曲面類零件,則在任意一點(diǎn)進(jìn)行打磨拋光時(shí)恒力輸出器與打磨工具這個(gè)整體與垂直方向成θ角,則受力方程為式(27):
Fs=p0A0-f+m1gcosθ
(27)
忽略氣缸與活塞摩擦力,可得簡(jiǎn)化后的恒力輸出器的輸出力公式:
F=Fs-m1gcosθ
(28)
4.2.1 恒定輸出力實(shí)驗(yàn)
實(shí)驗(yàn)采用氣袋作為被擠壓對(duì)象是因?yàn)闅獯泻凶懔康臍鈮海糨敵隽^(guò)大或大幅度變化對(duì)其進(jìn)行擠壓,則氣袋容易爆裂。實(shí)驗(yàn)中保證恒力輸出器垂直擠壓氣袋,如圖9所示。分別采用模糊PID控制方法和改進(jìn)粒子群算法優(yōu)化PID控制方法,采集到2種控制方法的輸出力變化數(shù)據(jù),并繪制輸出力變化圖,分別如圖10、圖11所示。
整個(gè)實(shí)驗(yàn)過(guò)程中氣袋未發(fā)生破裂。觀察圖10與圖11能夠得出整個(gè)實(shí)驗(yàn)過(guò)程中基于粒子群改進(jìn)算法優(yōu)化的模糊PID控制的拋磨力相對(duì)模糊PID控制的輸出力變化幅度更小且更加穩(wěn)定,力跟蹤效果較好。
4.2.2 正弦輸出力跟隨實(shí)驗(yàn)
由式(28)可知,恒力輸出器的輸出力與三角函數(shù)相關(guān)。為監(jiān)測(cè)在2種控制方法下輸出力的跟隨狀態(tài),設(shè)計(jì)正弦力跟隨實(shí)驗(yàn)。將正弦力的振幅設(shè)置為10 N,偏距設(shè)置為20 N,頻率為0.4 Hz,同樣采取上述2種控制方法,并將采集到的正弦力變化數(shù)據(jù)繪出圖,分別如圖12、13所示。由圖12可知:兩者的力跟隨性都較好,且誤差相差不大,均在1 N以內(nèi),但是改進(jìn)粒子群優(yōu)化的模糊PID控制的響應(yīng)速度更快。表明在誤差允許范圍內(nèi),改進(jìn)粒子群算法優(yōu)化的模糊PID控制的恒力輸出器擁有更快的響應(yīng)速度。
4.2.3 打磨拋光實(shí)驗(yàn)
以40 cm×23 cm鋁薄板為實(shí)驗(yàn)對(duì)象,并采用改進(jìn)粒子群算法優(yōu)化模糊PID控制系統(tǒng)控制恒力輸出器進(jìn)行打磨實(shí)驗(yàn),如圖14所示。輸出力設(shè)置為10 N,對(duì)鋁板進(jìn)行打磨,同時(shí)采集打磨過(guò)程中實(shí)際拋磨力的大小,并將數(shù)據(jù)繪制成折線圖,如圖15所示。可知:實(shí)際的拋磨力誤差能夠保持在±0.3 N內(nèi)。
5 結(jié)論
針對(duì)模糊控制中的量化和比例因子均為固定值、造成控制系統(tǒng)局限性的缺點(diǎn),提出一種基于改進(jìn)粒子群算法優(yōu)化的模糊控制,不斷迭代尋優(yōu)出最佳的量化和比例因子。結(jié)果表明:經(jīng)過(guò)改進(jìn)粒子群算法優(yōu)化的模糊PID控制系統(tǒng)超調(diào)量更低、響應(yīng)速度更快、收斂速度更快、恒力輸出器輸出力變化幅度更小且更加穩(wěn)定,驗(yàn)證了改進(jìn)粒子群算法優(yōu)化模糊PID控制策略的有效性。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55