Al6061超精密車削工藝參數(shù)與表面質(zhì)量關(guān)聯(lián)性研究
2022-11-23 10:08:10馬善意楊輝張彬趙宏鑫
機(jī)床與液壓 2022年20期
關(guān)鍵詞:振動(dòng)
馬善意,楊輝,張彬,趙宏鑫
(北京航空精密機(jī)械研究所精密制造技術(shù)航空科技重點(diǎn)實(shí)驗(yàn)室,北京 100076)
0 前言
隨著探測技術(shù)的不斷發(fā)展,高分辨率相機(jī)、大口徑天文望遠(yuǎn)鏡、偵察衛(wèi)星、激光雷達(dá)等光學(xué)系統(tǒng)的應(yīng)用越來越廣泛。光學(xué)系統(tǒng)中通常采用反射式設(shè)計(jì),因此,反射鏡是這些探測系統(tǒng)中的重要光學(xué)元件[1]。其中,鋁反射鏡與其支撐結(jié)構(gòu)的金屬材料膨脹系數(shù)較為接近,避免了由于光機(jī)系統(tǒng)中熱膨脹系數(shù)不一致導(dǎo)致的熱應(yīng)力和應(yīng)變,適用于變溫環(huán)境下工作的光學(xué)系統(tǒng)[2]。單點(diǎn)金剛石車削以其加工精度高、效率高的優(yōu)勢,成為了制造鋁反射鏡的常用方法。在鋁反射鏡的單點(diǎn)金剛石車削中,已加工表面質(zhì)量會(huì)受到工藝參數(shù)、刀具幾何、加工系統(tǒng)振動(dòng)以及加工環(huán)境的影響,因此探究各因素與表面成型過程的關(guān)聯(lián)性具有重大意義。根據(jù)這些因素的影響規(guī)律可以優(yōu)化加工工藝,提高表面質(zhì)量[3]。20世紀(jì)60年代,美國Union Cardie 公司研制了一臺(tái)超精密金剛石車削機(jī)床,對一個(gè)101.6 mm 口徑的鋁合金半球面進(jìn)行單點(diǎn)金剛石車削,得到的面型精度Pt0.6 μm、表面粗糙度25 nm,這也是首次步入微米精度的加工[4]。由此,越來越多的學(xué)者對高精度表面的制造和分析進(jìn)行研究。星鐵太郎[5]將機(jī)械加工中產(chǎn)生的振動(dòng)稱為顫振,并提出要消除顫振的前提是辨識(shí)出顫振的類型。PANDIT和SHAW[6]利用數(shù)據(jù)分發(fā)服務(wù)(Data Distribution Service,DDS)方法分析了車削過程中表面粗糙度的來源。SATA等[7]采用光譜分析技術(shù)分析了車削后已加工表面的輪廓。楊國艷等[8]通過理論和實(shí)驗(yàn)方法研究了不同切削方式下切削用量對表面粗糙度的影響規(guī)律,結(jié)果表明:切削速度越大,表面粗糙度越小,而進(jìn)給速度和切深的增大則會(huì)使得表面粗糙度相應(yīng)增大。LEE和CHEUNG[9]開發(fā)了動(dòng)態(tài)切削系統(tǒng)模型來預(yù)測端面車削的表面形貌,采用了經(jīng)典理論切削力模型,得出響應(yīng)下的刀具-工件之間的動(dòng)態(tài)位移。綜上,針對切削條件與表面形貌及其頻譜的關(guān)聯(lián)性分析較少。本文作者對Al6061進(jìn)行單點(diǎn)金剛石車削實(shí)驗(yàn),通過表面粗糙度和功率譜密度(Power Spectral Density,PSD)分析切削參數(shù)對已加工表面質(zhì)量的影響。
1 表面質(zhì)量分析理論
表面質(zhì)量的表征有多種方法。常規(guī)的方法為粗糙度表征,該方法通過對表面的輪廓進(jìn)行提取,并采用一些算法計(jì)算出表征測量區(qū)域不同點(diǎn)對應(yīng)的相對高度的指標(biāo)參數(shù)。隨著表面質(zhì)量分析理論的發(fā)展,近年來,小波分析、時(shí)頻域分析、功率譜密度分析越來越多地被用在表面質(zhì)量分析中[3],采用這些方法不僅可以得到表面的粗糙度,還可以得出組成這些粗糙度的頻率成分的具體信息。其中,功率譜密度分析不受尺寸外形的限制,便于對各噪聲頻率進(jìn)行分析,是表面頻域評(píng)價(jià)的良好工具。它的本質(zhì)是基于傅里葉變換(Fast Fourier Transform,F(xiàn)FT)對頻率的能量進(jìn)行計(jì)算[10]。傅里葉變換可以將時(shí)域信號(hào)分解成基準(zhǔn)頻整數(shù)倍信號(hào)的疊加,在表面評(píng)價(jià)中,常用離散傅里葉變換對空間域的信號(hào)進(jìn)行頻域分解,其計(jì)算公式為
(1)
其中:Z為傅里葉函數(shù);fn為頻率向量;Δl為采樣間距;N為采樣點(diǎn)數(shù);z(nΔl)為第n個(gè)采樣點(diǎn)的高度值。功率譜密度就是在某頻率上進(jìn)行信號(hào)強(qiáng)弱的計(jì)算:
(2)
2 理想車削表面
表面形貌是加工過程中刀尖軌跡的復(fù)映。在理想條件下,對端面進(jìn)行車削,已加工表面只會(huì)存在刀尖殘留高度,如圖1所示[11]。該表面的粗糙度計(jì)算公式為
(3)
其中:Rt為刀尖殘留高度;f為加工過程中的進(jìn)給量;R為刀尖圓弧半徑。其對應(yīng)的PSD譜峰頻為
(4)
其中:νif,nf為刀具進(jìn)給產(chǎn)生的表面空間頻率;nf為諧波次數(shù)。可以看出,在理想情況下,車削的表面空間頻率只有在進(jìn)給量的倒數(shù)和其整數(shù)倍存在能量分量,如圖2所示。
3 加工過程中對表面質(zhì)量的干擾因素
3.1 加工系統(tǒng)振動(dòng)
在實(shí)際加工中,由于機(jī)床存在內(nèi)部振源和切削力的影響,加工系統(tǒng)通常會(huì)發(fā)生低頻振動(dòng),使刀具偏離其理論位置,最終映復(fù)在已加工表面上,形成低頻的波紋度,降低表面質(zhì)量。加工過程中的部分振動(dòng)來源[12]:主軸振動(dòng)、刀架振動(dòng)、氣源振動(dòng)、地基振動(dòng)、液壓泵振動(dòng)、其他緊固件振動(dòng)。
由于在端面車削中,z向是加工精度的敏感方向,因此對z向的振動(dòng)進(jìn)行討論。對于加工系統(tǒng)中的z向振動(dòng),可將它分為兩個(gè)分量,一個(gè)是與主軸旋轉(zhuǎn)頻率成整數(shù)倍的分量,另一個(gè)是低于主軸旋轉(zhuǎn)頻率的相位分量,則有:
(5)
其中:fz為z向振動(dòng)的時(shí)間頻率;S為主軸轉(zhuǎn)速;a為一個(gè)自然數(shù);ε為[-0.5,0.5]內(nèi)的一個(gè)小數(shù)。z向振動(dòng)的相位可以由下式計(jì)算出:
φ=2πε
(6)
由此可計(jì)算出z向振動(dòng)引起的波紋度空間頻率:
(7)
其中:F為每分鐘進(jìn)給速度[13]。
3.2 刀具干涉效應(yīng)
由于切削過程中加工系統(tǒng)存在z向振動(dòng),引起刀具偏離與工件之間的理論相對位置,這種情況下可能會(huì)產(chǎn)生刀具干涉效應(yīng),如圖3所示。可以看出:z向振動(dòng)使得刀具第1次、第2次切過該截面產(chǎn)生了較大的殘留高度,第3次切過該截面時(shí),由于干涉作用,將第2次切過該截面引起的殘留高度去除了。這種刀具干涉效應(yīng)會(huì)使得加工的表面粗糙度低于理論值。由于刀痕數(shù)量減少,刀具干涉效應(yīng)還會(huì)降低由刀具進(jìn)給產(chǎn)生的表面空間頻率[14]。刀具干涉效應(yīng)發(fā)生的條件為
(8)
其中:A為z向振動(dòng)的幅值。結(jié)合公式(6),可以進(jìn)一步得到刀具干涉發(fā)生的條件為
(9)
由式(9)可以看出:進(jìn)給量越小、刀尖圓弧半徑和z向振動(dòng)的振幅越大,越容易發(fā)生刀具干涉效應(yīng)。
3.3 側(cè)向塑流
在超精密加工中,加工的尺度已經(jīng)達(dá)到了刀具刃口半徑的量級(jí),因此不能忽略刀具刃口半徑的影響。在切削過程中,待切削金屬層由三部分組成。如圖4所示:點(diǎn)On以上的材料變成切屑從前刀面流出;點(diǎn)On以下的材料一部分從切削刃下方繞過形成回彈表面,另一部分沿切削刃兩側(cè)做側(cè)向塑性流動(dòng)。如圖5所示:這種側(cè)向塑流會(huì)在表面留下側(cè)向塑流凸峰,增大表面粗糙度[15]。
4 Al6061端面單點(diǎn)金剛石車削實(shí)驗(yàn)
對Al6061端面進(jìn)行平面單點(diǎn)金剛石車削實(shí)驗(yàn),探究主軸轉(zhuǎn)速、進(jìn)給量、背吃刀量對表面粗糙度及表面平均功率密度譜的影響,并尋求最優(yōu)加工工藝參數(shù)。
4.1 實(shí)驗(yàn)設(shè)備
文中所使用的加工設(shè)備為北京航空精密機(jī)械研究所自行研制的Nanosys-600 超精密車削機(jī)床,如圖6所示。該機(jī)床兩直線運(yùn)動(dòng)軸由液體靜壓導(dǎo)軌支撐,由直線電機(jī)驅(qū)動(dòng),主軸為氣體靜壓支撐,具體參數(shù)如表1所示。所使用的刀具為上海舒伯哈特公司的單晶金剛石車刀,前角為0°、刀尖圓弧半徑為2.0 mm。使用Taylor Hobson PGI探針型輪廓儀對已加工表面進(jìn)行檢測。

表1 Nanosys-600機(jī)床參數(shù)
4.2 主軸轉(zhuǎn)速對表面粗糙度的影響
實(shí)驗(yàn)中采用單一變量法,具體實(shí)驗(yàn)參數(shù)如表2所示。

表2 主軸轉(zhuǎn)速影響探究實(shí)驗(yàn)參數(shù)
不同主軸轉(zhuǎn)速下得到的已加工表面粗糙度如圖7所示,對應(yīng)的PSD譜如圖8所示。由圖7可知:主軸轉(zhuǎn)速從300 r/min提升到500 r/min時(shí),粗糙度逐漸減小,可能是由于切削速度增大導(dǎo)致作用時(shí)間短,摩擦力減小,提高了表面質(zhì)量;在轉(zhuǎn)速高于500 r/min之后,粗糙度隨著轉(zhuǎn)速的增加而增大,可能是動(dòng)平衡遭到破壞導(dǎo)致的,同時(shí),切削溫度增高,材料的流動(dòng)性能提高,會(huì)導(dǎo)致側(cè)向塑流作用明顯。由圖8可以看出:主軸轉(zhuǎn)速在300 r/min時(shí),PSD譜在8~40 μm波長之間均布著較多的峰值;當(dāng)主軸轉(zhuǎn)速超過500 r/min之后,PSD譜的峰值隨著轉(zhuǎn)速的增大逐漸向高頻轉(zhuǎn)移,說明高轉(zhuǎn)速對粗糙度的影響可能是動(dòng)平衡的破壞所導(dǎo)致的。
4.3 進(jìn)給量的影響因素探究
進(jìn)給量影響探究的具體實(shí)驗(yàn)參數(shù)如表3所示。
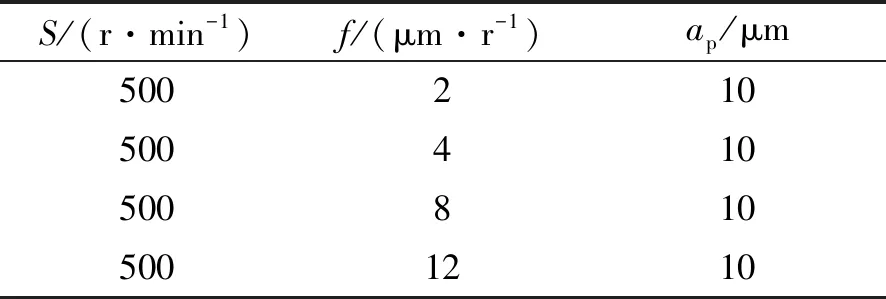
表3 進(jìn)給量影響探究實(shí)驗(yàn)參數(shù)
采用不同進(jìn)給量得到的已加工表面粗糙度如圖9所示,對應(yīng)的PSD譜如圖10所示。由圖9可以看出:進(jìn)給量為2~12 μm/r時(shí),表面粗糙度隨著進(jìn)給量的增大而增大,這與式(3)相符合,進(jìn)給量的增大會(huì)導(dǎo)致刀具殘留高度的增大,進(jìn)而使得表面粗糙度增大。由圖10可以看出:進(jìn)給量低于4 μm/r時(shí),低頻振動(dòng)對表面粗糙度的影響占主導(dǎo)地位,在能量譜中的值較大;進(jìn)給量高于4 μm/r時(shí),由于刀具殘留高度,其對表面粗糙度的影響占主導(dǎo)地位,在能量譜中波長對應(yīng)進(jìn)給量的值處有峰值。
4.4 背吃刀量的影響因素探究
背吃刀量影響探究的具體實(shí)驗(yàn)參數(shù)如表4所示。

表4 背吃刀量影響探究實(shí)驗(yàn)參數(shù)
采用不同背吃刀量得到的已加工表面粗糙度如圖11所示,對應(yīng)的PSD譜如圖12所示。從圖12可以看出:當(dāng)背吃刀量小于10 μm時(shí),表面粗糙度隨著背吃刀量的減小而增大,這可能是由于切削厚度較小,而刀具本身已經(jīng)受到一定程度的磨損,刃口鈍圓半徑較大,刀具對表面的擠壓作用以及已加工表面的回彈效應(yīng)較明顯,降低了已加工表面質(zhì)量;當(dāng)背吃刀量大于10 μm時(shí),表面粗糙度隨著背吃刀量的增大而增大,可能是由于背吃刀量的增大使得切削力增大,誘發(fā)了切削系統(tǒng)的振動(dòng),使得表面質(zhì)量降低,振動(dòng)的頻率在PSD譜中也反映出來了。
4.5 最優(yōu)工藝參數(shù)
綜上可知,Al6061在Nanosys-600超精密機(jī)床上采用0°前角、2.0 mm刀尖圓弧半徑的單晶金剛石車刀情況下的最佳加工工藝參數(shù)為主軸轉(zhuǎn)速S=500 r/min、進(jìn)給量f=2 μm/r、背吃刀量ap=10 μm,所加工出如圖13所示的工件,工件的表面粗糙度為4.67 nm,如圖14所示。
5 結(jié)論
本文作者針對Al6061進(jìn)行單點(diǎn)金剛石車削實(shí)驗(yàn),研究加工條件與表面質(zhì)量的關(guān)聯(lián)性。通過分析已加工表面的粗糙度和PSD譜,可以得出結(jié)論:
(1)主軸轉(zhuǎn)速從300 r/min提升到500 r/min的過程中,由于切削速度增大導(dǎo)致作用時(shí)間短,摩擦力減小,粗糙度逐漸減小;在轉(zhuǎn)速高于500 r/min后,主軸動(dòng)平衡變差,粗糙度隨著轉(zhuǎn)速的提升而增大;
(2)進(jìn)給量為2~12 μm/r時(shí),表面粗糙度隨著進(jìn)給量的增大而增大,進(jìn)給量低于4 μm/r時(shí),低頻振動(dòng)對表面粗糙度的影響占主導(dǎo)地位,進(jìn)給量高于4 μm/r時(shí),刀具殘留高度對表面粗糙度的影響占主導(dǎo)地位;
(3)當(dāng)背吃刀量小于10 μm時(shí),表面粗糙度隨著背吃刀量的減小而增大,當(dāng)背吃刀量大于10 μm時(shí),表面粗糙度隨著背吃刀量的增大而增大;
(4)最優(yōu)工藝參數(shù)組合為主軸轉(zhuǎn)速500 r/min、進(jìn)給量2 μm/r、背吃刀量10 μm,此時(shí)表面粗糙度達(dá)到4.67 nm。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
大電機(jī)技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛科學(xué)(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學(xué)物理學(xué)報(bào)(2018年4期)2018-09-14 03:40:58
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動(dòng)控制(2015年4期)2015-01-01 07:08:44
計(jì)算物理(2014年2期)2014-03-11 17:01:44
鄭州大學(xué)學(xué)報(bào)(理學(xué)版)(2014年3期)2014-03-01 04:21:00