發(fā)射藥螺桿擠壓機(jī)葉片強(qiáng)度分析及結(jié)構(gòu)參數(shù)優(yōu)化
2022-11-23 10:09:22毛宇胡小秋范雪坤劉志濤
機(jī)床與液壓 2022年20期
毛宇, 胡小秋, 范雪坤, 劉志濤
(1.南京理工大學(xué)機(jī)械工程學(xué)院,江蘇南京 210094;2.中國(guó)兵器科學(xué)研究院,北京 100089)
0 前言
發(fā)射藥是槍支彈丸發(fā)射的主要能源來(lái)源,同時(shí)也是國(guó)防武器無(wú)法替代的重要組成部分[1]。單螺桿擠出機(jī)結(jié)構(gòu)簡(jiǎn)單、成本低、性價(jià)比高,因此廣泛應(yīng)用于發(fā)射藥、推進(jìn)劑類(lèi)火藥的擠出加工[2]。
在發(fā)射藥的擠出過(guò)程中,藥料相互擠壓摩擦,形成了較大的壓力,這些壓力主要由擠出機(jī)的關(guān)鍵零件螺桿承受。在新改進(jìn)的某種發(fā)射藥擠壓工藝中,藥料的相互擠壓加劇,對(duì)螺桿的強(qiáng)度和安全也提出了更高的要求。針對(duì)螺桿設(shè)備的強(qiáng)度計(jì)算,顧張麗[3]對(duì)連續(xù)式蒸汽爆破設(shè)備的螺桿進(jìn)料裝置進(jìn)行有限元分析計(jì)算,得到了有較好混合效果的螺旋葉片的開(kāi)槽角度。劉鑒鈺和黃興元[4]對(duì)秸稈類(lèi)預(yù)處理設(shè)備的擠出螺桿進(jìn)行分析與優(yōu)化,發(fā)現(xiàn)鋸齒形或雙楔形螺紋牙型可以有效改善螺桿受力情況。
在大多數(shù)的研究中,對(duì)螺桿的計(jì)算校核往往是利用簡(jiǎn)單公式或者仿真軟件在螺桿上施加簡(jiǎn)單的軸向力或者徑向力來(lái)模擬仿真在擠壓過(guò)程中螺桿的受力,這相對(duì)于螺桿的實(shí)際受力來(lái)講,是十分粗糙且不精確的。在實(shí)際擠壓過(guò)程中,螺桿受到來(lái)自物料擠壓而產(chǎn)生的不同方向的擠壓和摩擦力。文中利用ANSYS的Fluent流體仿真模塊模擬計(jì)算藥料在設(shè)備中的擠壓過(guò)程,再通過(guò)流固耦合模塊將實(shí)際擠壓過(guò)程中產(chǎn)生的力加載到螺桿與藥料的接觸面上,對(duì)螺桿進(jìn)行靜力學(xué)分析,校核其強(qiáng)度。
國(guó)內(nèi)目前對(duì)于發(fā)射藥的螺桿擠壓過(guò)程研究基本局限于對(duì)藥料材料、加工工藝參數(shù)這些方面的研究,對(duì)于螺桿本身結(jié)構(gòu)尤其是螺紋牙型參數(shù)方面的研究較少。本文作者對(duì)雙楔形螺牙的參數(shù)進(jìn)行正交試驗(yàn),對(duì)牙型參數(shù)進(jìn)行組合優(yōu)化,同時(shí)分析顯著因素對(duì)擠出的影響,節(jié)約了試驗(yàn)的成本和時(shí)間。在滿足螺桿強(qiáng)度條件下,對(duì)比優(yōu)化前后藥料的擠出速度,提高設(shè)備的擠出效率。
1 螺桿擠壓機(jī)的工作原理
一般來(lái)說(shuō),單螺桿擠壓工藝的過(guò)程可以大致分為3個(gè)部分:固體輸送階段(喂料段)、相遷移階段(物料過(guò)渡段)、塑化成型擠出段。此類(lèi)分段主要基于2個(gè)方面:一是螺桿的幾何尺寸、形狀;二是螺桿中流道不同位置物料所處在不同的物性狀態(tài)[5]。
喂料段:螺桿擠壓機(jī)中的主要部件螺桿存在一定的壓縮比,藥料隨著螺桿的轉(zhuǎn)動(dòng)不斷前進(jìn),且每前進(jìn)一個(gè)螺槽,其所受到的壓力也會(huì)對(duì)應(yīng)增加。
過(guò)渡段:在此階段,隨著螺桿的轉(zhuǎn)動(dòng)、螺棱的攪拌與混合促使藥粒間的縫隙進(jìn)一步減小進(jìn)而逐步相互粘連在一塊。
塑化成型擠出段:通過(guò)螺桿擠壓進(jìn)一步塑化藥料,并使藥料不斷地相互流動(dòng)混合,最終形成質(zhì)量穩(wěn)定、質(zhì)地均衡的流體,并繼續(xù)以螺桿的轉(zhuǎn)動(dòng)為推動(dòng)力向成型模具推進(jìn)。
由此可以看出:通過(guò)螺桿擠壓的成型工藝,使得發(fā)射藥不斷被壓實(shí)、熔融而連續(xù)擠出,這樣可以大大提高發(fā)射藥致密度和擠出速率,提高制造效率。
2 發(fā)射藥擠壓過(guò)程仿真
不同于其他高分子材料,在推進(jìn)劑、發(fā)射藥這類(lèi)含能材料的擠壓過(guò)程中,火焰、沖擊、摩擦等即可誘發(fā)高速的燃燒和爆炸反應(yīng),因此在實(shí)際擠壓過(guò)程中保證擠壓的安全性是最重要的。在試驗(yàn)前,需要確定好藥料的流變性能參數(shù),同時(shí)在試驗(yàn)過(guò)程中保持流道內(nèi)的熱穩(wěn)定和壓力差,防止在擠壓過(guò)程中發(fā)生爆炸。
發(fā)射藥的單螺桿擠壓是一個(gè)連續(xù)復(fù)雜的過(guò)程,在試驗(yàn)操作中只能通過(guò)測(cè)量壁面中某一點(diǎn)的壓力等參數(shù)變化情況來(lái)間接觀察擠壓時(shí)藥料整體內(nèi)部參數(shù)分布趨勢(shì)與變化情況。通過(guò)使用有限元仿真軟件ANSYS Workbench中的Fluent模塊對(duì)擠壓過(guò)程進(jìn)行數(shù)值模擬,可以直觀地觀察擠壓時(shí)藥料的壓力、溫度、速度、剪切速率和黏度等流動(dòng)參數(shù)的分布。
2.1 流體模型的建立
對(duì)擠壓過(guò)程的流道建立如圖1所示的模型(圓角和倒角忽略不計(jì)),藥料從左面入口進(jìn)入機(jī)膛,通過(guò)與螺桿和機(jī)筒內(nèi)壁的不斷擠壓與摩擦,逐漸被壓實(shí)、熔融,最后從右邊機(jī)頭處流出。
其中,螺棱間隙為1 mm,螺桿的主要結(jié)構(gòu)參數(shù)如表1所示。
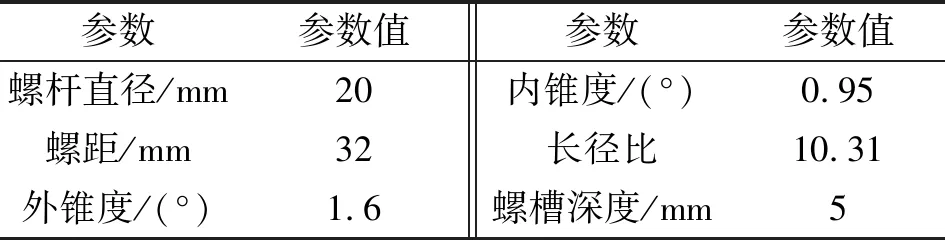
表1 螺桿主要結(jié)構(gòu)參數(shù)
2.2 流道網(wǎng)格劃分
將建立好的三維流道模型導(dǎo)入Fluent模塊中,對(duì)它進(jìn)行網(wǎng)格劃分(Mesh),如圖2所示。
在網(wǎng)格劃分中,網(wǎng)格的大小會(huì)影響到節(jié)點(diǎn)的個(gè)數(shù),進(jìn)而影響整個(gè)仿真過(guò)程的計(jì)算量和精度,因此對(duì)模型進(jìn)行合理的仿真十分必要。利用Mesh模塊中網(wǎng)格單元質(zhì)量統(tǒng)計(jì),可以觀察劃分網(wǎng)格的合理性,如圖3所示,平均網(wǎng)格質(zhì)量為0.838 17,說(shuō)明網(wǎng)格質(zhì)量較好,此網(wǎng)格劃分可用。
2.3 材料參數(shù)及邊界條件設(shè)定
(1)藥料參數(shù)
由于發(fā)射藥屬于非牛頓流體中的假塑性流體,其黏度與剪切速率和溫度有關(guān),其表達(dá)式[6]如下:
(1)
同時(shí)剪切速率與剪切黏度之間變化規(guī)律遵循Bird-Carreau模型,從而得到發(fā)射藥藥料黏度與剪切速率和溫度的關(guān)系表達(dá)式:
(2)
文中設(shè)定無(wú)窮剪切黏度η∞為0.002 686 Pa·s,零剪切黏度η0為5.614×104Pa·s,時(shí)間常數(shù)λ為0.703 8,非牛頓指數(shù)n為0.112 6,活化能與熱力學(xué)常數(shù)之比α為568.4,參考溫度Tα為375 K[6]。
(2)螺桿擠壓機(jī)參數(shù)如表2所示。
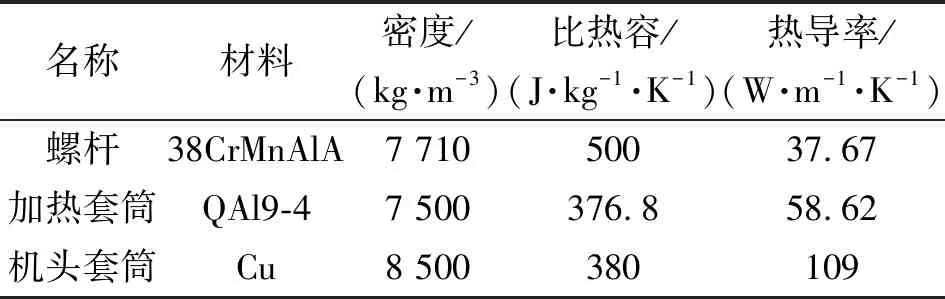
表2 螺桿擠壓機(jī)部件參數(shù)
(3)邊界條件的設(shè)定
入口邊界(inlet):設(shè)定入口處單位時(shí)間內(nèi)進(jìn)入的藥料恒定質(zhì)量流量Q為0.000 12 kg/s。在進(jìn)入擠壓段之前對(duì)藥料進(jìn)行預(yù)熱處理,以使其流動(dòng)狀態(tài)更適應(yīng)擠壓,加熱至300 K。
出口邊界(outlet):發(fā)射藥藥料從出口處被擠出需要一定的成型壓力。為了方便數(shù)值計(jì)算收斂,對(duì)數(shù)據(jù)進(jìn)行分析,故設(shè)定出口邊界壓力為30 MPa。
套筒壁面(barrel wall):設(shè)定靠近套筒壁面的藥料靜止,且無(wú)壁面滑移,套筒分段式水浴加熱,設(shè)定三段加熱溫度相同即恒定溫度333 K。
螺桿壁面(screw wall):設(shè)定藥料與螺桿接觸的壁面以定轉(zhuǎn)速n=5 r/min轉(zhuǎn)動(dòng)。
2.4 仿真結(jié)果分析
在仿真過(guò)程中,流道內(nèi)充滿了藥料流體,整個(gè)流道處于穩(wěn)定擠壓的狀態(tài),擠壓狀況與時(shí)間的變化沒(méi)有聯(lián)系。為了研究螺桿的受力情況,現(xiàn)對(duì)藥料的壓力分布進(jìn)行觀察[7]。
圖4所示為流道YZ截面的壓力分布云圖,可知:沿Z軸方向,藥料所受壓力呈先增大后降低的變化,從加料段開(kāi)始增大,在均化段所受壓力達(dá)到最大[8]為32.44 MPa。在機(jī)頭處截面縮減不斷堆積壓實(shí),藥料在達(dá)到流向機(jī)頭過(guò)渡段所需的壓力30 MPa后緩慢擠出,壓力順著流道逐漸減小到30 MPa。整個(gè)擠壓過(guò)程中,流道內(nèi)的最大壓力差Δp為10.95 MPa。
3 流固耦合仿真分析
通過(guò)上述對(duì)發(fā)射藥流體擠壓過(guò)程的仿真,藥料在擠壓過(guò)程中的受力情況可以觀察出。為了方便清晰地觀察螺桿在擠壓過(guò)程中的受力,可以通過(guò)ANSYS流固耦合的功能,將流體仿真過(guò)程中的流體壓力情況加載到螺桿中去,從而給螺桿的靜力學(xué)分析提供載荷條件[9]。接著給螺桿的靜力學(xué)分析提供邊界條件,在入口處給螺桿端施加固定邊界條件。其中,螺桿的材料性能參數(shù)如表3所示。
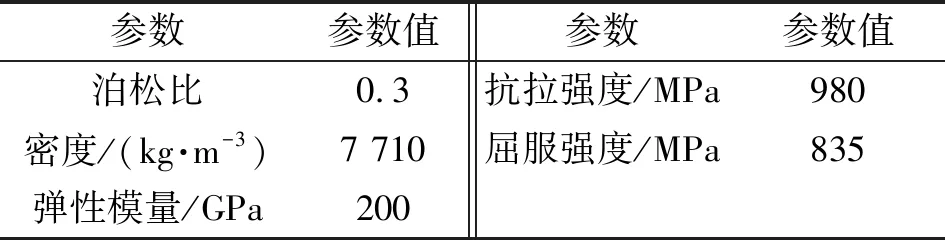
表3 38CrMnAlA螺桿主要結(jié)構(gòu)參數(shù)
通過(guò)流固耦合將擠壓過(guò)程中藥料流動(dòng)的壓力施加到螺桿上,對(duì)其進(jìn)行靜力學(xué)分析,得到了在擠壓過(guò)程中螺桿的應(yīng)力分布情況以及位移變化情況,結(jié)果如圖5、圖6所示。
由圖5可知:螺桿所受最大應(yīng)力出現(xiàn)在第一段螺槽螺桿與螺紋交界處,最大值為134.12 MPa,符合材料的強(qiáng)度要求。并且,隨著軸向距離的增加,越往擠壓出口處靠近,應(yīng)力逐漸變小。在徑向上,螺桿所受應(yīng)力由內(nèi)向外逐漸減小。
由圖6可知:隨著軸向距離的加深,螺桿的形變量逐漸增大,最大形變出現(xiàn)在螺桿頭部,最大值為0.121 36 mm,形變量較小,符合要求。
4 結(jié)構(gòu)參數(shù)優(yōu)化
螺桿的牙型結(jié)構(gòu)一般為雙楔形結(jié)構(gòu),結(jié)構(gòu)如圖7所示,這種結(jié)構(gòu)相較于三角形和矩形螺牙而言,可以較好地改善物料流動(dòng)情況以及螺桿的應(yīng)力分布,推進(jìn)面楔形角α、β以及螺棱寬度e的不同對(duì)螺桿的受載情況及擠壓出口流速有著很大的影響,因此文中對(duì)此作出了相關(guān)分析[10]。
4.1 正交試驗(yàn)分析
正交試驗(yàn)選取了螺桿螺牙的楔形角α和β、螺棱寬度e作為影響因素,每個(gè)因素取3個(gè)水平值,設(shè)計(jì)出L9(33)的正交試驗(yàn)表,如表4所示。以螺桿所受最大等效應(yīng)力為約束條件,降低流道內(nèi)最大壓力差為優(yōu)化目標(biāo),研究這3個(gè)因素對(duì)螺桿所受載荷和擠壓出口流速的影響程度,并確定最佳的結(jié)構(gòu)參數(shù)組合[11]。
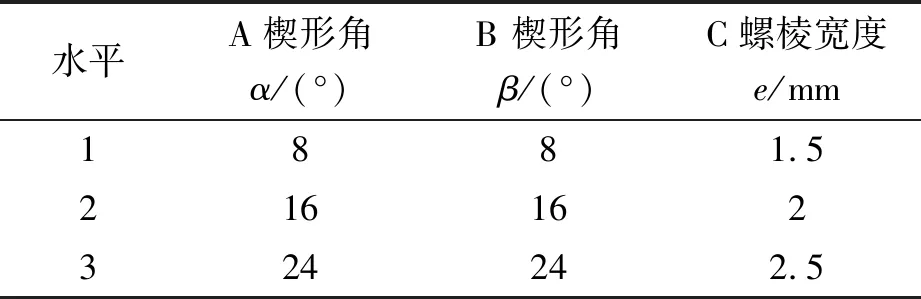
表4 試驗(yàn)因素及水平
按照正交試驗(yàn)表,建立共9組螺桿及流道模型,并以相同的邊界條件進(jìn)行流固耦合計(jì)算,對(duì)計(jì)算結(jié)果作后處理,得到表5所示的試驗(yàn)結(jié)果。其中ki為各因素第i(i=1、2、3)個(gè)水平位上對(duì)應(yīng)的指標(biāo)值差最值之和除以總水平數(shù)。R為極差,極差值越大,則該因素對(duì)指標(biāo)的影響程度越大[12]。

表5 正交試驗(yàn)結(jié)果
由表5可知:極差值最大為3.33,對(duì)應(yīng)的試驗(yàn)因素為A楔形角α,最小極差值為1.10,對(duì)應(yīng)的試驗(yàn)因素為C螺棱寬度e。因此,對(duì)流道內(nèi)最大壓力差影響顯著程度由大到小依次為:楔形角α>楔形角β>螺棱寬度e。分析比較不同水平下同一試驗(yàn)因素的影響,得出最佳結(jié)構(gòu)參數(shù)組合為A3B3C1,確定參數(shù)組合為楔形角α為24°,楔形角β為24°,螺棱寬度e為1.5 mm。
4.2 楔形角α對(duì)擠壓過(guò)程的單因素影響
針對(duì)螺桿的不同楔形角α,進(jìn)行擠壓過(guò)程仿真計(jì)算其所受的載荷,然后通過(guò)流固耦合加載到螺桿上進(jìn)行靜力學(xué)仿真分析。通過(guò)改變楔形角α的大小,利用單因素分析法,觀察螺桿的應(yīng)變位移情況,以及流道內(nèi)最大壓力差變化[13]。
文中選擇的螺桿尺寸如表6所示。

表6 各螺桿牙型尺寸
經(jīng)過(guò)流體仿真→流固耦合→靜力學(xué)分析[14],得到了在不同楔形角α的影響下,螺桿在擠壓過(guò)程中所受的應(yīng)力變形以及出口流速變化情況,如圖8—圖10所示。
由圖8可知:隨著楔形角α的增加,螺桿所受的最大等效應(yīng)力減小。這是由于楔形角α增加以后,藥料作用在螺桿螺牙上的軸向力減小,此時(shí)螺桿所受的等效應(yīng)力也會(huì)隨之減小[15]。由圖9發(fā)現(xiàn):隨著楔形角α的增加,螺桿的最大變形量先增大后減小,最大值出現(xiàn)在α=16°處,此時(shí)最大變形量為0.000 177 64 m。
觀察圖10,隨著楔形角α的增大,流道內(nèi)的最大壓力差呈現(xiàn)先增大后減小的趨勢(shì)。這是因?yàn)殡S著楔形角α的增加,流道內(nèi)的藥料受到的軸向壓力減小,徑向的壓力增大。在楔形角α=12°時(shí),藥料的剪切作用達(dá)到最大,流道內(nèi)的壓力也隨之達(dá)到最大,后面再增大楔形角α,藥料受到的螺桿的軸向推力越來(lái)越小,在流道內(nèi)的旋轉(zhuǎn)運(yùn)動(dòng)增強(qiáng),整個(gè)流道的擠出效果削弱,流道內(nèi)的壓力和壓力差也隨之減小[16]。在α=12°時(shí),流道內(nèi)的最大壓力達(dá)到最高28.89 MPa,后隨著角度的增加而逐漸減小在α=24°時(shí),最大壓力差降到最低25.68 MPa。
5 結(jié)論
基于ANSYS軟件在藥料擠壓作用下對(duì)發(fā)射藥擠出設(shè)備的螺桿流道和螺牙部位進(jìn)行仿真模擬,得到以下結(jié)論:
(1)對(duì)流道內(nèi)最大壓力差影響程度由大到小依次為楔形角α、楔形角β、螺棱寬度e。分析比較不同水平下同一試驗(yàn)因素的影響,得出最佳結(jié)構(gòu)參數(shù)組合為楔形角α為24°,楔形角β為24°,螺棱寬度e為1.5 mm。
(2)對(duì)于雙楔形截面形狀的螺桿,隨著推進(jìn)面楔形角α的增加,其受到的應(yīng)力是逐漸減小的。合理增加α的大小,可以在提高轉(zhuǎn)速的情況下,大大降低對(duì)于螺桿材料的抗剪強(qiáng)度等性能的要求。
(3)楔形角α增加時(shí),會(huì)使得流道內(nèi)的最大壓力差先增大后減小。當(dāng)楔形角α=24°時(shí),流道內(nèi)的最大壓力差達(dá)到最小值,可以使整個(gè)擠出過(guò)程的安全性和穩(wěn)定性提高。