TiAl基合金鑄件特征結(jié)構(gòu)及型殼固液比對(duì)鑄造缺陷影響
2022-11-23 03:07:56張揚(yáng)晟胡海濤左家斌馮新南海丁賢飛
精密成形工程 2022年11期
張揚(yáng)晟,胡海濤,2,3,左家斌,2,3,馮新,2,3,南海,2,3,丁賢飛,2,3
TiAl基合金鑄件特征結(jié)構(gòu)及型殼固液比對(duì)鑄造缺陷影響
張揚(yáng)晟1,胡海濤1,2,3,左家斌1,2,3,馮新1,2,3,南海1,2,3,丁賢飛1,2,3
(1.中國(guó)航發(fā)北京航空材料研究院,北京 100095;2.北京市先進(jìn)鈦合金精密成型工程技術(shù)研究中心,北京 100084;3.北京航空材料研究院股份有限公司,北京 100094)
揭示鑄件結(jié)構(gòu)特征及型殼固液比差異對(duì)鑄件充型率、收縮率和內(nèi)部缺陷傾向性的影響。分別采用3種不同型殼固液比的型殼,通過(guò)重力澆注制備了Ti?48Al?2Cr?2Nb合金特征結(jié)構(gòu)元件鑄件,對(duì)具有不同尺寸參數(shù)的板、變截面、尖角、筋、過(guò)渡弧、孔、環(huán)、曲面等8種典型特征結(jié)構(gòu)元件鑄件的充型率、收縮率、縮松/氣孔的數(shù)量與分布、截面縮松率等鑄造成形特性進(jìn)行研究。板厚度≥6 mm、變截面厚度變化率≥0.075、尖角≥90°時(shí)可基本充型完整;鑄件收縮率在1.8%~3.3%之間;在不同特征結(jié)構(gòu)中,變截面的平均截面縮松率最低為0.012%~0.018%,尖角最高為0.21%~0.46%;型殼固液比為1.8∶1和2∶1的鑄件氣孔分布面積僅為2.4∶1時(shí)的10%~80%。充型高度隨鑄件厚度和角度增大而提高;特征結(jié)構(gòu)與尺寸參數(shù)對(duì)收縮率影響較小;鑄件的壁厚、厚度變化率、角度和孔徑等因素均會(huì)對(duì)縮松的數(shù)量與分布產(chǎn)生影響;型殼固液比為1.8∶1和2∶1的鑄件氣孔分布面積比普遍低于2.4∶1的鑄件。相關(guān)結(jié)果為鈦鋁合金復(fù)雜構(gòu)件結(jié)構(gòu)設(shè)計(jì)優(yōu)化和精鑄成型工藝優(yōu)化的共性技術(shù)發(fā)展提供了支撐。
TiAl;鑄造;特征結(jié)構(gòu);固液比;收縮率;缺陷
TiAl合金在高溫下具有高的比強(qiáng)度和比模量[1-2],相比于傳統(tǒng)鈦合金,TiAl合金在600~900 ℃時(shí)展現(xiàn)出更加優(yōu)異的高溫力學(xué)性能[3]。由于TiAl合金具有一定的本質(zhì)脆性,其精密成形工藝技術(shù)成為該合金走向工程化應(yīng)用的關(guān)鍵。相比擠壓、鍛造和軋制等其他精密成形技術(shù),熔模精密鑄造技術(shù)可以實(shí)現(xiàn)形狀復(fù)雜、薄壁且具有較高尺寸精度和較低表面粗糙度的構(gòu)件近凈成形。因此,熔模精密鑄造成為制備TiAl合金復(fù)雜結(jié)構(gòu)件重要的精密成形工藝方法之一,在航空航天等領(lǐng)域具有廣泛的應(yīng)用前景[4-5]。
TiAl合金流動(dòng)性差、凝固過(guò)程收縮大,在精密鑄造過(guò)程中易產(chǎn)生縮松、縮孔、氣孔、熱裂和冷裂等缺陷[6-7],對(duì)精密鑄造缺陷的控制成為鑄造TiAl合金研究及精密鑄造工藝研發(fā)的關(guān)鍵問(wèn)題。復(fù)雜結(jié)構(gòu)帶來(lái)的鑄造缺陷種類(lèi)多、形成原因復(fù)雜,不利于控制。例如,鑄件的熱節(jié)處、壁的轉(zhuǎn)接處、壁交叉處、距離很近的夾壁處等冷卻相對(duì)緩慢的位置容易出現(xiàn)縮松[8]。不同鑄件澆注系統(tǒng)和鑄造工藝也會(huì)影響鑄造缺陷的形成。預(yù)熱型殼可以除去型殼表面吸附的部分氣體,減少間隙元素的危害,并降低鑄件在型殼中的冷卻速度。提高型殼預(yù)熱溫度,可以延緩鑄件的冷卻速度,獲得更好的流動(dòng)性,從而提高充型能力,減少縮松縮孔等缺陷[9-11];同時(shí),增加氣孔上浮的時(shí)間,減少鑄件內(nèi)部的氣孔[12],還能降低相互之間熱的作用力及冷卻后鑄件內(nèi)的殘余應(yīng)力[13-15]。提高離心轉(zhuǎn)速可以使熔體在柯氏力作用下,通過(guò)內(nèi)側(cè)圓環(huán)形橫澆道快速進(jìn)入鑄型,提高鑄件薄壁部位的熔體充型能力[16-18];提高離心轉(zhuǎn)速可以提高熔融金屬和模具之間的等效界面?zhèn)鳠嵯禂?shù),從而提高冷卻速度[19]。目前,有關(guān)TiAl合金鑄造缺陷的研究主要針對(duì)不同鑄造工藝條件和合金成分,對(duì)于收縮率、缺陷位置的研究也主要局限于試棒和渦輪葉片等簡(jiǎn)單結(jié)構(gòu)件,而對(duì)于航空航天用復(fù)雜結(jié)構(gòu)鑄件的特征結(jié)構(gòu)對(duì)鑄造缺陷的影響仍缺乏系統(tǒng)研究。
除鑄件結(jié)構(gòu)外,精密鑄造型殼工藝是影響低流動(dòng)性TiAl合金鑄造缺陷的另一關(guān)鍵因素。精密鑄造型殼應(yīng)當(dāng)滿足一系列性能要求,如強(qiáng)度、透氣性、導(dǎo)熱性、線量變化、熱化學(xué)穩(wěn)定性和退讓性等[20]。型殼固液比是指在型殼面層制備過(guò)程中面層砂和粘結(jié)劑的比例,是型殼制備過(guò)程的基本工藝控制參量,其大小可直接影響鑄件澆注過(guò)程的透氣性和導(dǎo)熱性。型殼的透氣性是指氣體通過(guò)型殼壁的能力,其透氣性不佳易在鑄件中形成氣孔或冷隔等缺陷。型殼導(dǎo)熱性是指型殼吸收熔體熱量的速度,型殼的導(dǎo)熱性越差,冷卻速度越慢,縮松體積越大[8, 21-22]。因此,研究不同型殼固液比條件下TiAl合金鑄件的鑄造缺陷,對(duì)于TiAl合金復(fù)雜結(jié)構(gòu)件的精密鑄造成形工藝控制具有重要意義。
以航空航天復(fù)雜結(jié)構(gòu)件中代表典型結(jié)構(gòu)特征的板、變截面、尖角、筋、過(guò)渡弧、孔、環(huán)和曲面等8種不同特征結(jié)構(gòu)元件為研究對(duì)象,利用3種不同型殼固液比制備的型殼,重力澆注了的Ti?48Al?2Cr?2Nb合金特征結(jié)構(gòu)元件鑄件,研究了不同結(jié)構(gòu)參數(shù)的特征結(jié)構(gòu)元件鑄件的充型率、收縮率、縮松/氣孔數(shù)量與分布、截面縮松率等鑄造成形性能;研究了不同型殼固液比對(duì)Ti?48Al?2Cr?2Nb合金鑄件的氣孔數(shù)量與分布和截面縮松率的影響,為T(mén)iAl合金復(fù)雜結(jié)構(gòu)件精密鑄造的缺陷控制提供實(shí)驗(yàn)依據(jù)。
1 試驗(yàn)方法
1.1 TiAl合金熔煉澆注過(guò)程
選用0級(jí)海綿鈦(質(zhì)量分?jǐn)?shù)99.9%)、高純鋁錠(質(zhì)量分?jǐn)?shù)99.99%)、中間合金Nb?Al(Nb的質(zhì)量分?jǐn)?shù)56.8%)、高純Cr(質(zhì)量分?jǐn)?shù)99.9%)作為原料,配制Ti?Al(原子數(shù)分?jǐn)?shù)48%)?Nb(原子數(shù)分?jǐn)?shù)2%)?Cr(原子數(shù)分?jǐn)?shù)2%)金屬錠。母合金錠通過(guò)真空自耗、感應(yīng)凝殼等2次熔煉獲得,澆注設(shè)備為20 kg水冷銅坩堝真空感應(yīng)懸浮爐。熔化過(guò)程在冷壁坩堝中進(jìn)行,爐料在冷坩堝內(nèi)完全熔化后繼續(xù)增加熔化電功率,使合金過(guò)熱一段時(shí)間,以實(shí)現(xiàn)合金成分均勻化。在澆注前,將功率降低到適當(dāng)值,以減少TiAl合金熔體與型殼間的反應(yīng)。之后采用重力澆注,澆注溫度1 600 ℃,澆注時(shí)間3 s,型殼預(yù)熱溫度500 ℃。
1.1.1 特征結(jié)構(gòu)設(shè)計(jì)
該研究設(shè)計(jì)包括板、變截面、尖角、筋、過(guò)渡弧、孔、環(huán)和曲面等8種特征結(jié)構(gòu),其結(jié)構(gòu)示意見(jiàn)圖1,詳細(xì)尺寸參數(shù)及設(shè)計(jì)目的見(jiàn)表1。
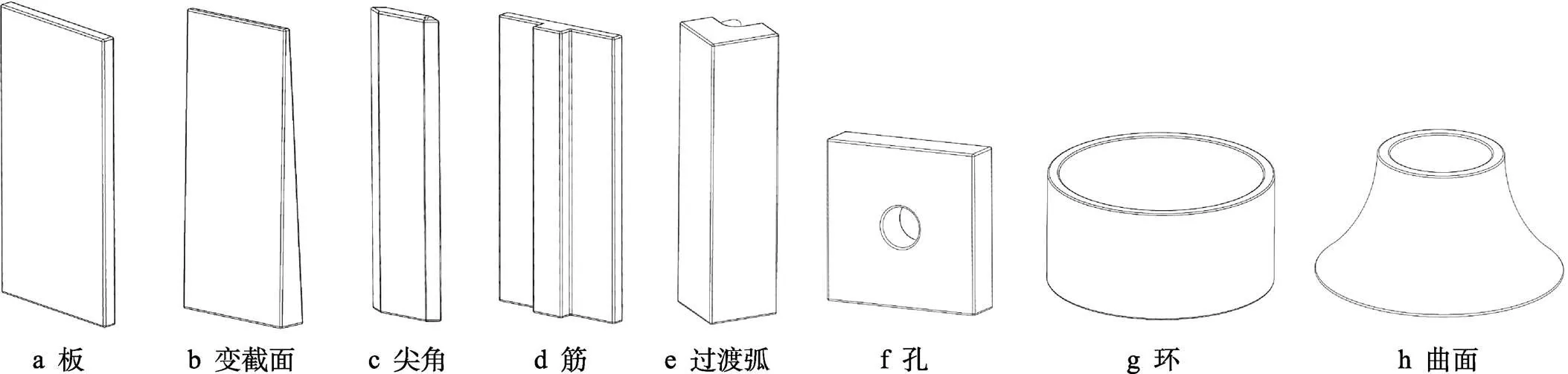
圖1 8種特征結(jié)構(gòu)件示意
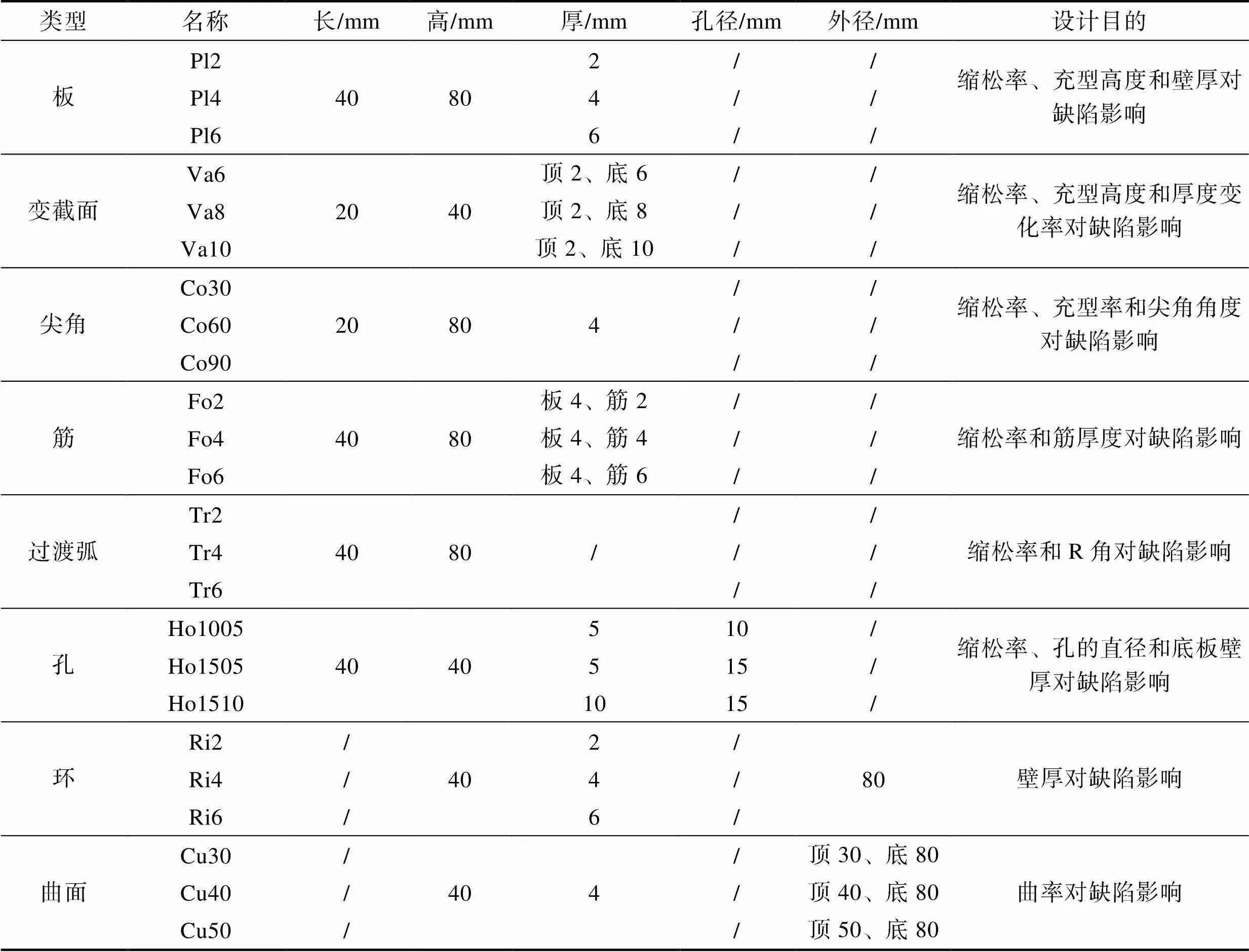
表1 8種特征結(jié)構(gòu)尺寸參數(shù)及設(shè)計(jì)目的
注:Pl指板型結(jié)構(gòu)件,后面的數(shù)字代表板的厚度(mm);Va指變截面型結(jié)構(gòu)件,后面的數(shù)字代表變截面底部厚度(mm);Co指尖角型結(jié)構(gòu)件,后面的數(shù)字代表尖角的角度(°);Fo指筋型結(jié)構(gòu)件,后面的數(shù)字代表筋的厚度(mm);Tr指過(guò)渡弧型結(jié)構(gòu)件,后面的數(shù)字代表R角的半徑(mm);Ho指孔型結(jié)構(gòu)件,后面的數(shù)字前2位代表孔的直徑,后2位代表孔的厚度(mm);Ri指環(huán)型結(jié)構(gòu)件,后面的數(shù)字代表環(huán)的厚度(mm);Cu指曲面型結(jié)構(gòu)件,后面的數(shù)字代表曲面上環(huán)的外徑(mm)。(下同)
1.1.2 組模和型殼制備
組模方式見(jiàn)圖2,該組模方式首先將所有鑄件置于同一澆注系統(tǒng),保證各特征結(jié)構(gòu)件的型殼固液比相同。同時(shí),可使各澆道上的鑄件總質(zhì)量接近,保證澆道的力學(xué)強(qiáng)度。同一澆道上的鑄件高度和擺放方向一致,方便對(duì)比充型高度及各方向的線收縮率。
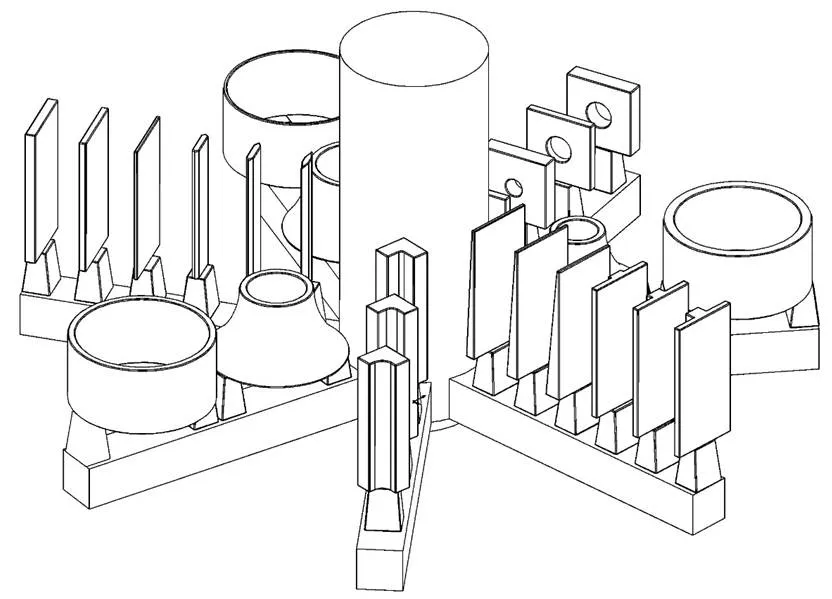
圖2 典型特征結(jié)構(gòu)元件的重力澆注組模方式
型殼涂料采用氧化釔砂,采用3種不同的型殼固液比,即氧化釔砂與硅酸乙酯的體積比分別為1.8∶1、2∶1、2.4∶1。不同型殼固液比具有不同的透氣性和導(dǎo)熱性,對(duì)鑄件的鑄造成形性能會(huì)產(chǎn)生較大影響。
面層砂采用釔砂,背層砂子一般選用鋁礬土。型殼涂掛完成后進(jìn)行充分干燥后等待下一步的脫蠟工作。氧化物陶瓷型殼試樣品掛漿干燥24 h后進(jìn)行脫蠟,型殼的脫蠟在脫蠟爐中進(jìn)行,脫蠟溫度300 ℃、時(shí)間60 min。脫蠟完成后將型殼放入型殼焙燒爐中進(jìn)行焙燒,焙燒可以使耐火材料和粘結(jié)劑之間燒結(jié),提高型殼的高溫強(qiáng)度,同時(shí)可以使脫蠟后殘留的一少部分蠟液徹底揮發(fā),獲得表面潔凈、性能良好的型殼。焙燒工藝為500 ℃保溫1 h、700 ℃保溫1 h、1 050 ℃保溫2 h。脫蠟、焙燒完成后,對(duì)型殼表面進(jìn)行清整,除去邊界處多余的氧化物陶瓷材料,得到表面光滑的氧化物陶瓷型殼。
1.2 分析方法

測(cè)量尖角結(jié)構(gòu)件的正視圖面積尖,與厚度相乘得到尖角的體積尖,尖與蠟?zāi)sw積蠟的比值記為充型率尖充。充型率尖充的計(jì)算公式見(jiàn)式(2)。
用游標(biāo)卡尺在鑄件的長(zhǎng)、厚、高等方向上,每個(gè)方向分別取3個(gè)點(diǎn)進(jìn)行測(cè)量,取平均值后得到鑄件在該方向上的平均長(zhǎng)度線,線與模具的平均長(zhǎng)度蠟的比值記為線收縮率線。線收縮率線的計(jì)算公式見(jiàn)式(3)。
鑄件的縮松與氣孔分布面積比。通過(guò)X射線對(duì)鑄件正面進(jìn)行拍攝,可以獲得縮松和氣孔沿高度方向的分布規(guī)律和分布面積,測(cè)量縮松和氣孔的分布面積,獲得縮松分布面積比松分,計(jì)算公式見(jiàn)式(4);氣孔分布面積比氣分計(jì)算公式見(jiàn)式(5)。
式中:松分為鑄件的縮松分布面積;正為鑄件正視圖總面積。
式中:氣分為鑄件的氣孔分布面積。
鑄件的截面縮松率,如圖3所示,沿虛線對(duì)特征結(jié)構(gòu)件進(jìn)行線切割。其中,變截面的切割位置為1/2高處及其上、下10 mm處(見(jiàn)圖3b);孔的切割位置為1/2高處及其上5 mm處(見(jiàn)圖3f);其他結(jié)構(gòu)件均為1/2高處。通過(guò)CARL ZEISS數(shù)字全自動(dòng)正置金相顯微鏡對(duì)鑄件進(jìn)行缺陷統(tǒng)計(jì)。將截面上縮松面積之和與截面總面積的比值記為縮松率松,計(jì)算公式見(jiàn)式(6)。
式中:S松為鑄件截面的縮松總面積;S截為鑄件截面的總面積。
2 研究結(jié)果與討論
2.1 充型高度及充型率
TiAl合金凝固時(shí)發(fā)生收縮是導(dǎo)致鑄件內(nèi)部產(chǎn)生鑄造缺陷的主要原因。縮松縮孔與熱裂等鑄造缺陷都是由合金凝固收縮引起的[23-25]。因此,凝固收縮率是制定鑄造工藝的重要依據(jù)之一。這里研究充型率所用的鑄件均為型殼固液比為2∶1下的鑄件。
板和變截面型鑄件的充型高度和充型率見(jiàn)表2。由表2可以看出,板的充型高度與板的厚度密切相關(guān),充型高度隨板的厚度增大而提高。當(dāng)板的厚度為6 mm時(shí)基本可以實(shí)現(xiàn)充型完整。變截面的充型高度隨底端厚度的增大,即厚度變化率的增大而提高。對(duì)頂端為2 mm的鑄件,變截面底端≥8 mm時(shí),即厚度變化率≥0.075時(shí),即可基本充型完整。
板的冷卻速度隨厚度增大而降低,給予熔體更多充型和補(bǔ)縮時(shí)間。厚度過(guò)薄,熔體冷卻速度過(guò)快,在剛進(jìn)入鑄型時(shí)就發(fā)生凝固,導(dǎo)致充型高度較低。為了使薄壁結(jié)構(gòu)頂部能夠充型完整,需要加大底部的厚度,變截面可以使熔體從上至下凝固,進(jìn)而提高充型率。
表2 板和變截面型鑄件的充型高度和充型率
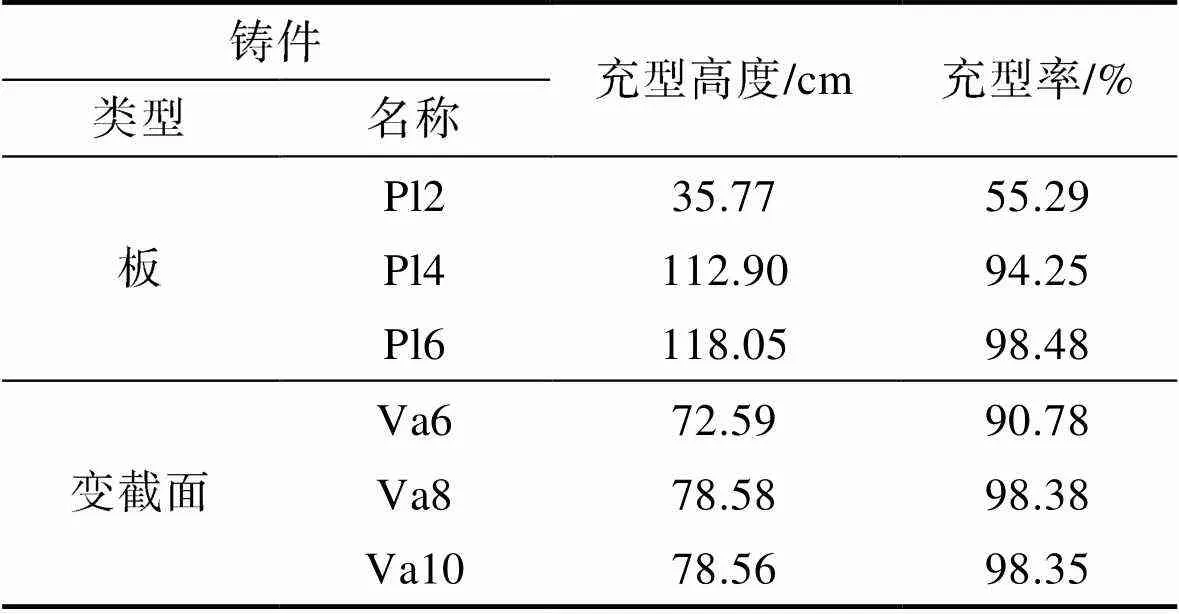
Tab.2 Filling height and filling rate of plate and variable section castings
尖角的充型率見(jiàn)表3。由表3可以看出,尖角的充型率隨尖角角度增大而增大。主要原因是尖角角度越大,鑄件兩端尖角處沿厚度方向的溫度梯度越小,冷卻速度越慢,有助于熔體的填充,尖角角度越小,兩端尖角處沿厚度方向的溫度梯度越大,冷卻速度越快,使熔體在尖角處在充型完整完成前就已經(jīng)凝固,導(dǎo)致尖角無(wú)法充型完整。因此,充型率較低,尖角≥90°時(shí)尖角即可基本充型完整。
表3 尖角充型率
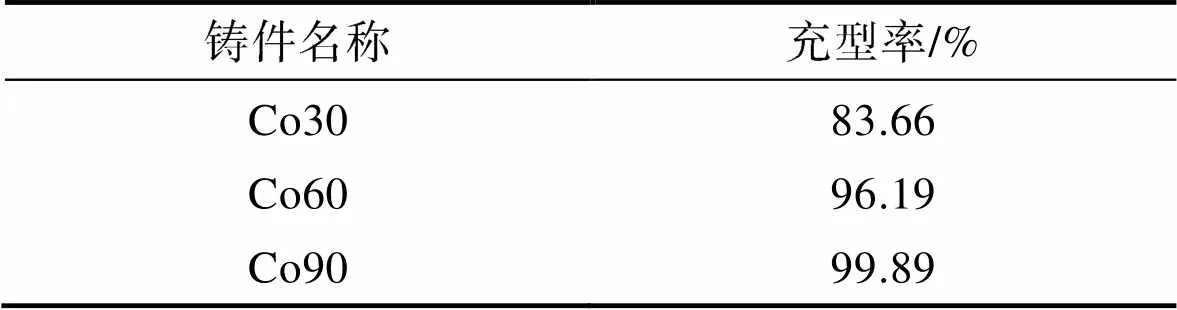
Tab.3 Filling rate of sharp corner
2.2 收縮率
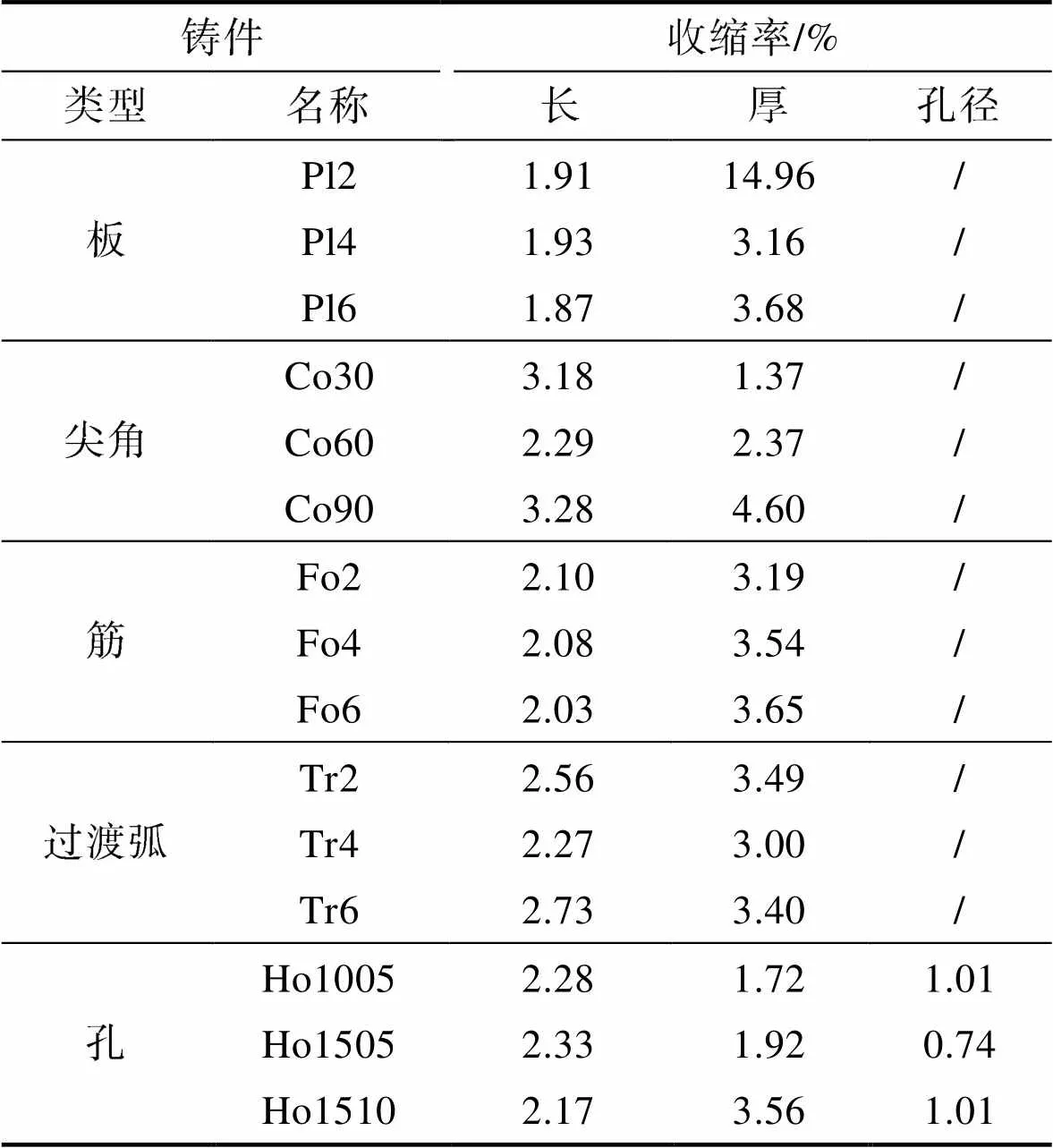
總結(jié)不同典型特征結(jié)構(gòu)元件的鑄件收縮率見(jiàn)表4。由表4可以看出,沿長(zhǎng)度方向上各特征結(jié)構(gòu)元件的收縮率約為1.8%~3.3%,沿厚度方向的收縮率比長(zhǎng)度方向上的收縮率稍大,考慮到測(cè)量誤差在厚度方向上的影響更大,可以得到鑄件各方向上收縮率基本一致。孔徑收縮率均為1%左右,孔徑收縮率隨孔徑的增大有一定減小。
Ti?48Al?2Cr?2Nb合金的收縮率在1.8%~3.3%,遠(yuǎn)高于Ti?6Al?4V合金的1.2%。因此,在Ti?48Al? 2Cr?2Nb的鑄造中,要更加關(guān)注合金的收縮對(duì)鑄件質(zhì)量的影響。各種特征結(jié)構(gòu)與尺寸參數(shù)對(duì)收縮率影響較小。Pl2厚度方向上的收縮率高主要是由于其充型率過(guò)低,除該鑄件之外,板、筋、尖角和孔等沿厚度方向的收縮率均隨厚度增大而增大,這是由于厚度越大,鑄件內(nèi)部收縮率越高,內(nèi)部收縮阻力較小,因而收縮率較大。孔徑越大,孔兩側(cè)壁的長(zhǎng)度與孔上下部分的長(zhǎng)度差越大,收縮受到的阻力越大,同時(shí)孔徑越大收縮相對(duì)越不明顯,因而收縮率降低。
表4 不同典型特征結(jié)構(gòu)元件的鑄件收縮率
Tab.4 Casting shrinkage of structural elements with different typical characteristics
2.3 壁厚對(duì)板、環(huán)和孔結(jié)構(gòu)件缺陷數(shù)量和分布的影響
壁厚是影響板、環(huán)和孔型結(jié)構(gòu)件缺陷數(shù)量和分布的主要因素,不同壁厚下熔體的冷卻速度有很大差異,從而導(dǎo)致缺陷的數(shù)量和分布情況不同,下面對(duì)不同類(lèi)型結(jié)構(gòu)件進(jìn)行具體分析。
2.3.1 壁厚對(duì)板型結(jié)構(gòu)件缺陷數(shù)量和分布的影響
不同厚度板的X射線正視圖見(jiàn)圖4。經(jīng)過(guò)統(tǒng)計(jì)分析,得到不同厚度板的縮松分布面積比和截面縮松率分別見(jiàn)圖5a和圖5b,分別為3種固液比下縮松分布面積比和截面縮松率的平均值。由于板厚2 mm的鑄件充型率僅有55.29%,且縮松僅集中在底部,暫不列入討論。可以看出,板的平均截面縮松率為0.17%~0.27%,厚度4 mm的板的縮松分布面積比均大于厚度6 mm的板,縮松分布面積比隨板厚度的增大而減小,截面縮松率隨板的厚度增大而增大。這是由于板厚度越薄,熔體冷卻速度越快,流動(dòng)性越差,因而縮松沿高度方向分布面積更大;當(dāng)板厚度較大時(shí),縮松沿高度方向分布面積較小,厚度方向上的溫度梯度越小,補(bǔ)縮較為困難,縮松主要分布在板的內(nèi)部中心位置。
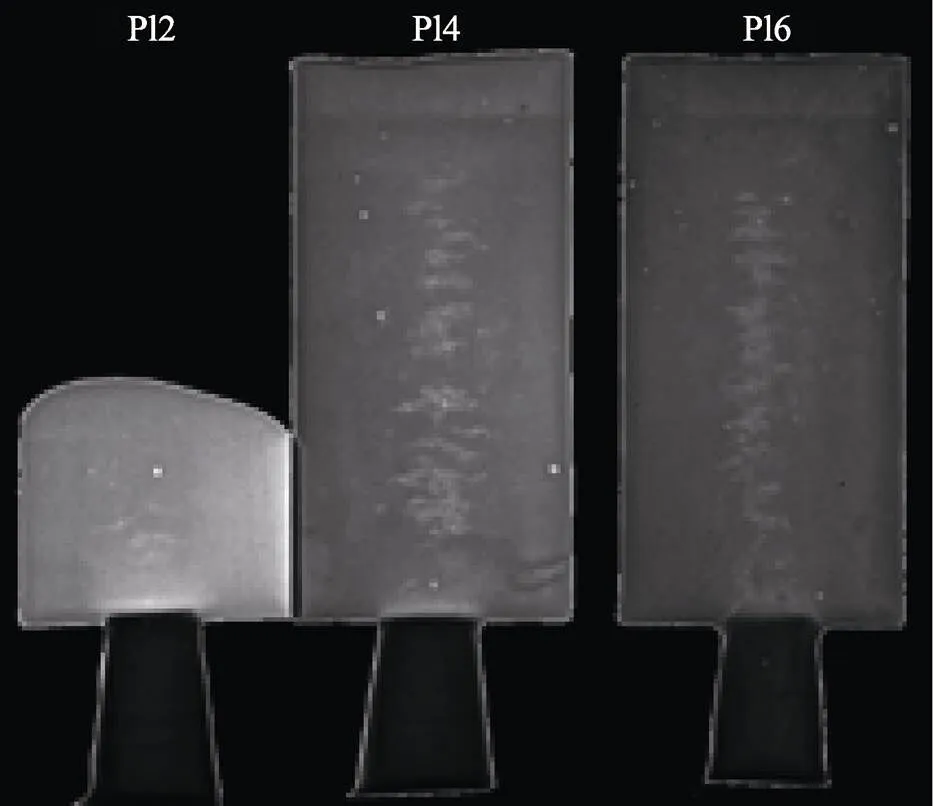
圖4 不同厚度板型結(jié)構(gòu)件的X射線正視圖
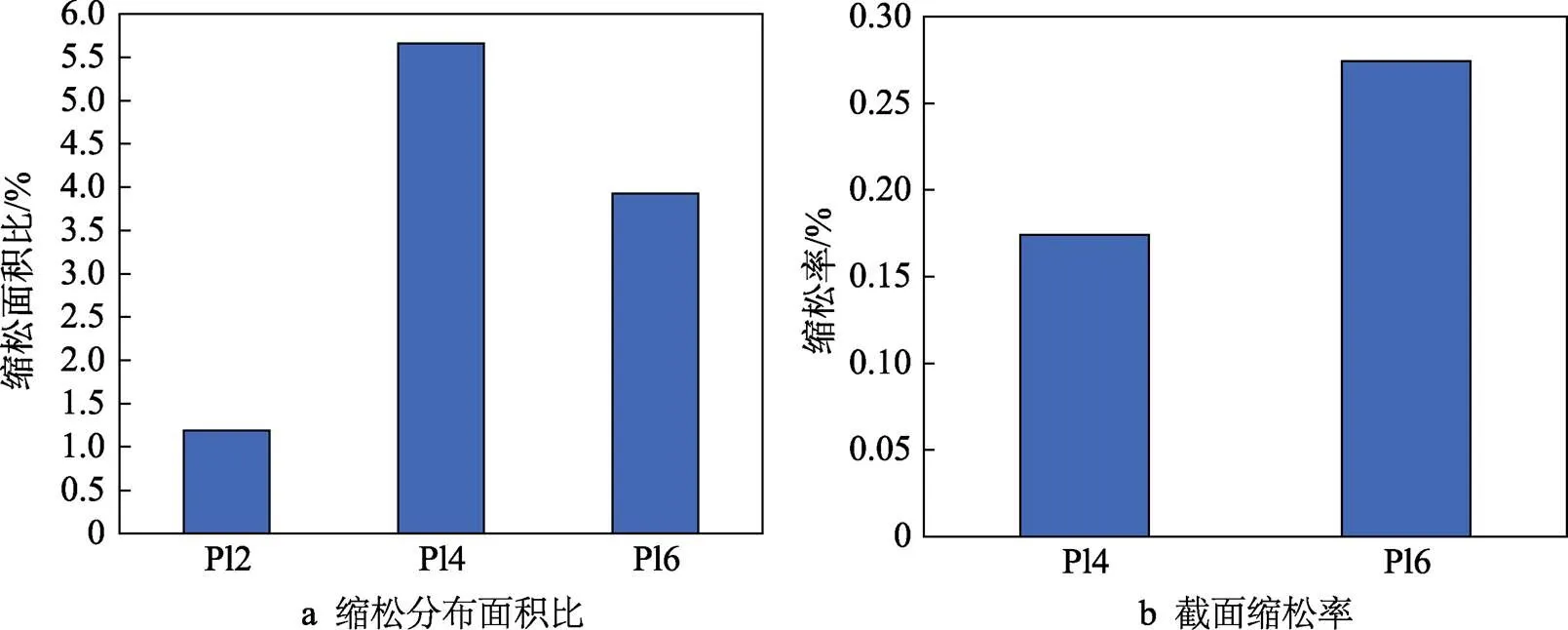
圖5 不同厚度板型結(jié)構(gòu)件的縮松分布面積比和截面縮松率
2.3.2 壁厚對(duì)環(huán)型結(jié)構(gòu)件缺陷數(shù)量和分布的影響
不同厚度環(huán)的縮松分布面積比見(jiàn)圖6,可以看出,環(huán)沿高度方向的縮松分布面積比隨厚度增大而降低。這是由于熔體在環(huán)內(nèi)的冷卻速度隨環(huán)的厚度增加而降低,凝固時(shí)間更接近澆注時(shí)間,熔體在鑄型底部不會(huì)過(guò)早凝固,獲得更多補(bǔ)縮時(shí)間,因而縮松分布面積比較低。
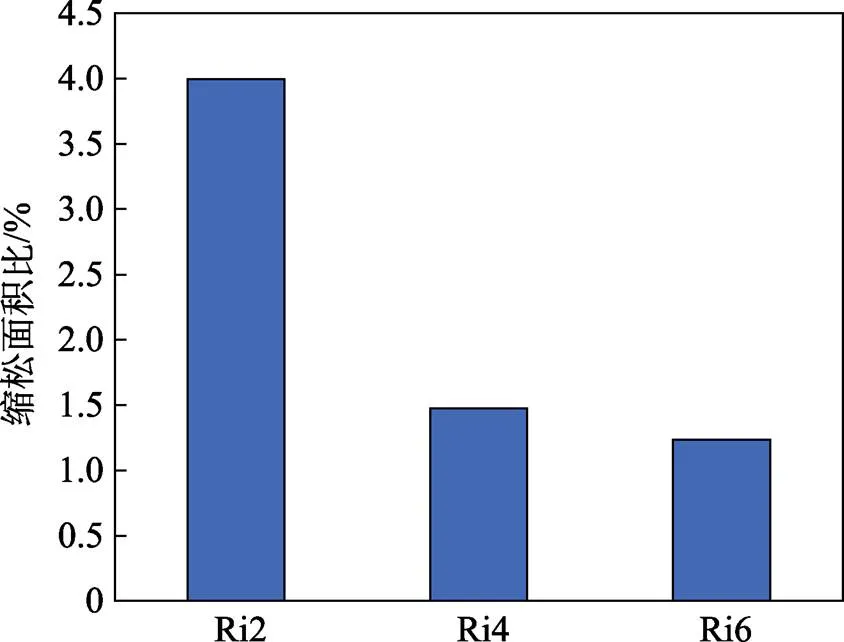
圖6 不同厚度環(huán)形結(jié)構(gòu)件的縮松分布面積比
2.3.3 壁厚對(duì)孔型結(jié)構(gòu)件缺陷數(shù)量和分布的影響
不同厚度孔型結(jié)構(gòu)件的X射線正視圖見(jiàn)圖7。不同厚度孔的縮松分布面積比和截面縮松率分別見(jiàn)圖8a和圖8b。其中,高20 mm處為孔心所在截面。可以發(fā)現(xiàn),孔的縮松分布面積比均隨厚度增大而減小,且縮松基本位于孔的上部。截面縮松率隨厚度增大而增高,同時(shí)在高20 mm處,即孔半徑處的截面縮松率明顯低于其上5 mm處的截面縮松率。這是由于孔半徑處的截面積最小,狹窄截面的冷卻速度比其上的寬截面快,熔體不容易通過(guò)狹窄通道進(jìn)行補(bǔ)縮,因而會(huì)在孔的上半部分形成大面積的縮松。整體厚度越小,冷卻速度越快,孔上方的縮松面積越大;整體厚度越大,冷卻速度越慢,有助于熔體通過(guò)狹窄通道進(jìn)行補(bǔ)縮,縮小了縮松面積,這是由于面壁厚10 mm的孔型鑄件的縮松分布面積比小于同孔徑下壁厚5 mm的孔型鑄件。但同時(shí)整體厚度越大,所需的熔體更多,底板內(nèi)部易出現(xiàn)熱節(jié),導(dǎo)致截面縮松率較高。壁厚為10 mm的孔結(jié)構(gòu)件凝固時(shí)間比壁厚5 mm時(shí)更長(zhǎng),孔的上半部分有更多補(bǔ)縮時(shí)間,在25 mm處的截面縮松率與20 mm處的差異相對(duì)較小。
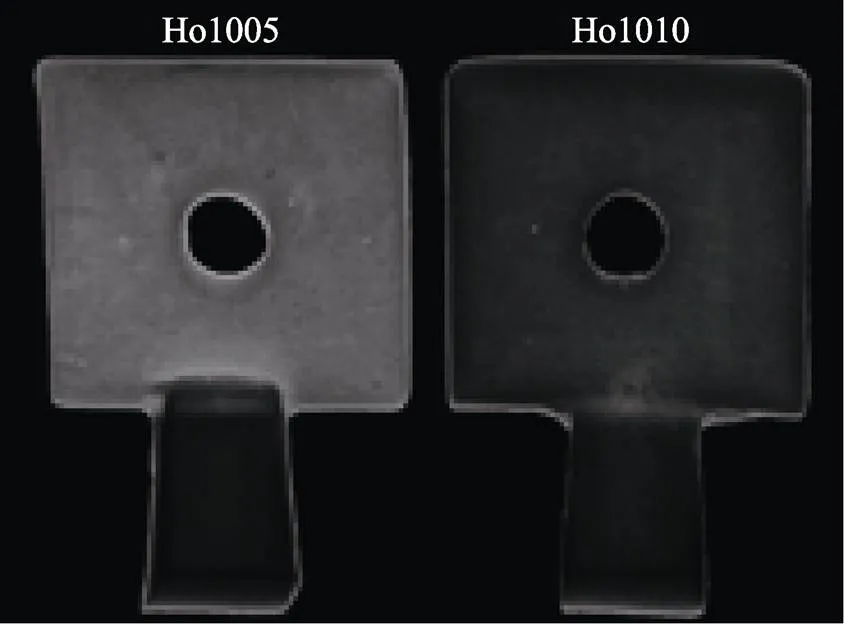
圖7 不同厚度孔型結(jié)構(gòu)件的X射線正視圖
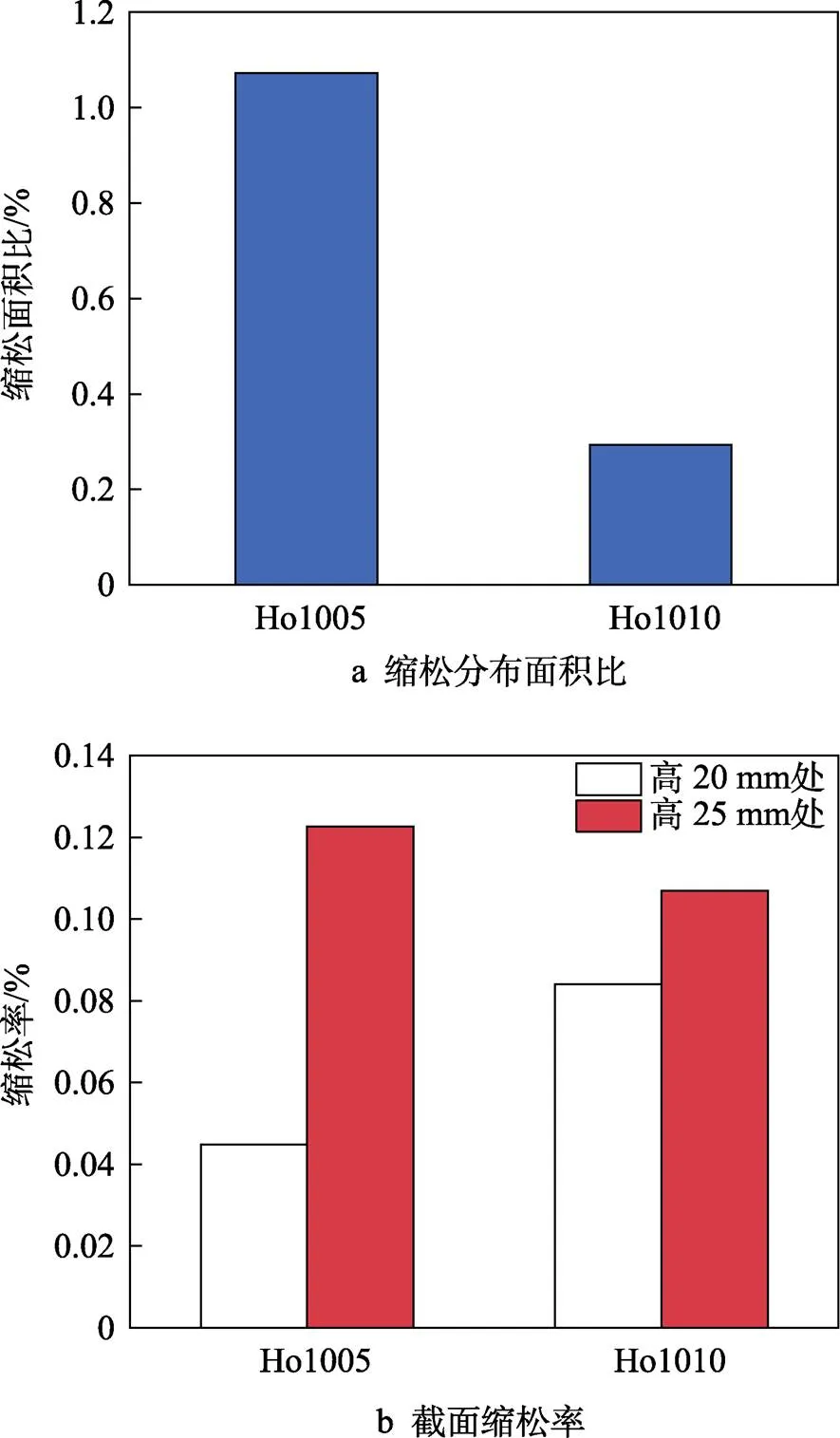
圖8 不同厚度孔的縮松分布面積比和截面縮松率
2.4 厚度變化對(duì)變截面結(jié)構(gòu)件缺陷數(shù)量和分布的影響
變截面與板相比可以提供自上而下的溫度梯度,減少缺陷數(shù)量。厚度變化率是影響變截面結(jié)構(gòu)件缺陷數(shù)量和分布的主要因素,不同厚度變化率下鑄型的溫度梯度有一定差異,也會(huì)對(duì)冷卻速度產(chǎn)生影響,從而導(dǎo)致缺陷的數(shù)量和分布情況不同。
變截面的X射線正視圖見(jiàn)圖9,可以發(fā)現(xiàn),變截面的X射線圖基本無(wú)法看到明顯的縮松區(qū)域。板和變截面的截面縮松率對(duì)比見(jiàn)圖10,Va6與Pl4及Va10與Pl6在1/2高處的橫截面面積相等。同時(shí),變截面的平均截面縮松率范圍為0.012%~0.018%,均明顯低于板,且截面縮松率大體隨厚度變化率增大而降低,與板和變截面的X射線圖情況相符。這是由于變截面的厚度變化使上部冷卻速度高于底部,產(chǎn)生自上而下的溫度梯度,有利于熔體的順序凝固,也有助于熔體對(duì)縮松縮孔進(jìn)行補(bǔ)縮。因此,變截面的截面缺陷情況明顯優(yōu)于同截面厚度的板型結(jié)構(gòu)件。
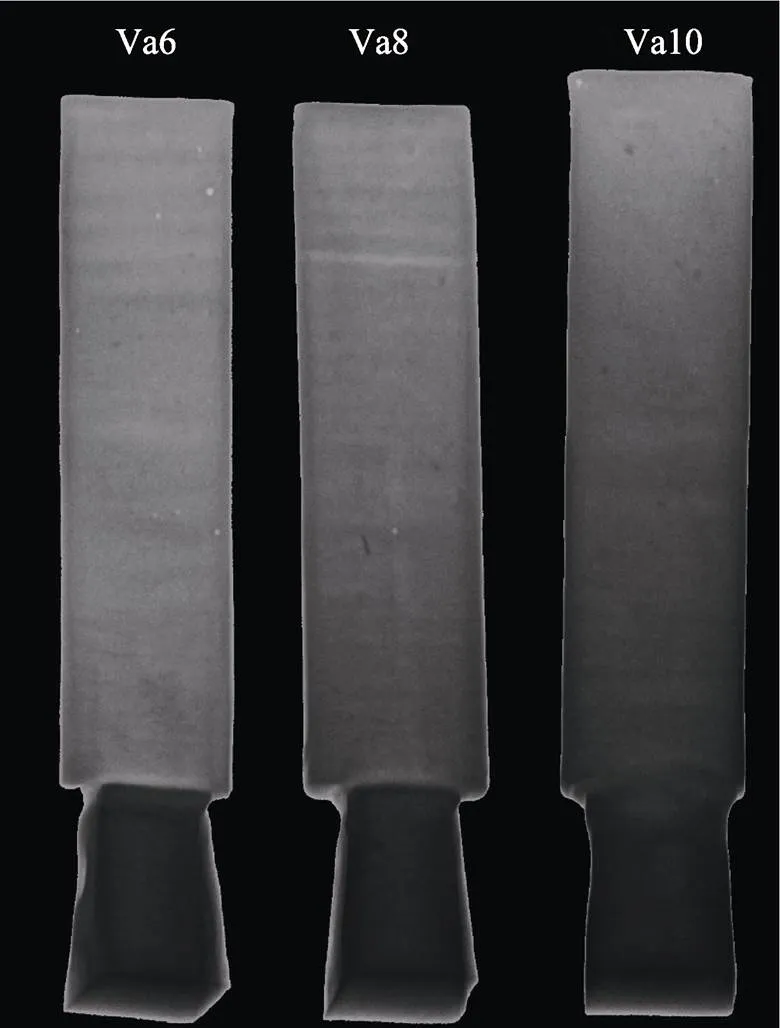
圖9 不同底部厚度變截面型結(jié)構(gòu)件的X射線正視圖
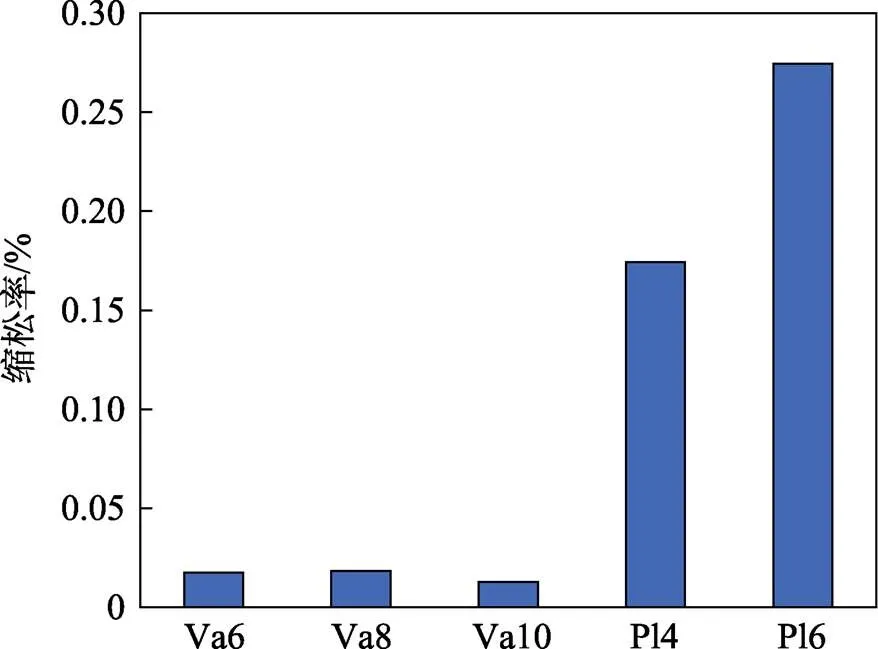
圖10 板和變截面型結(jié)構(gòu)件的截面縮松率
固液比為1.8∶1的變截面在不同高度處截面的縮松率見(jiàn)圖11。其中,40 mm處為1/2高處。由圖11可以看出,變截面的縮松均主要集中于鑄件的中部,且截面縮松率隨厚度變化率的增大而降低。這是由于變截面的厚度變化率越大,自上而下的溫度梯度越大,底部冷卻速度越慢,提供的補(bǔ)縮量越高,由此厚度變化率大的鑄件頂部的縮松率更低。
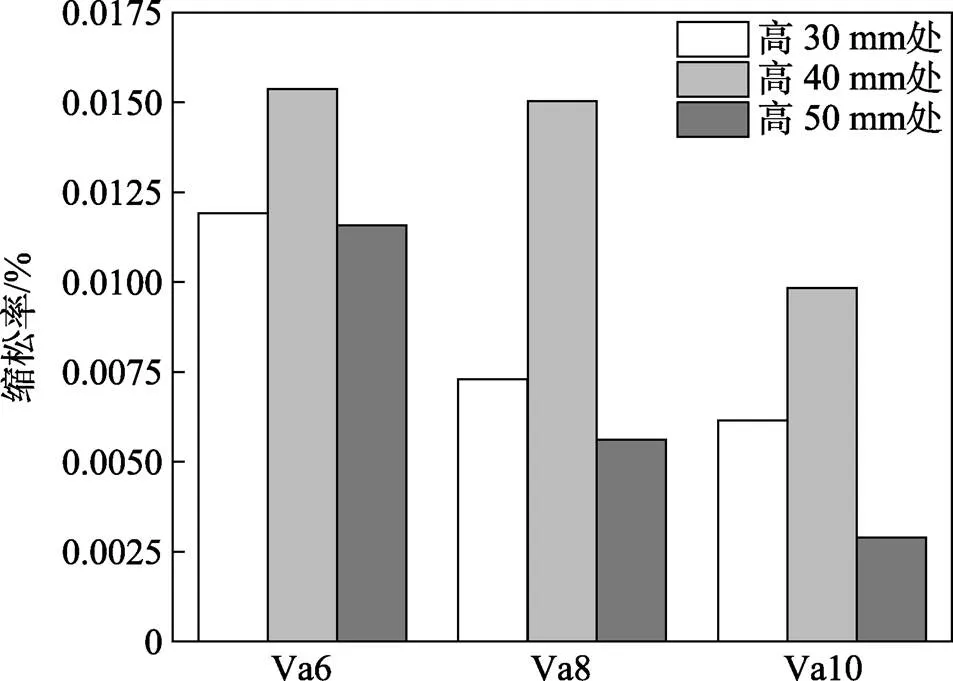
圖11 變截面的截面縮松率
2.5 尖角角度對(duì)尖角結(jié)構(gòu)件缺陷數(shù)量和分布的影響
尖角結(jié)構(gòu)主要用于齒輪、盤(pán)等構(gòu)件,尖角角度是影響尖角結(jié)構(gòu)件缺陷數(shù)量和分布的主要因素,不同尖角角度下鑄型在尖角處的冷卻速度有一定差異,從而導(dǎo)致缺陷的數(shù)量和分布情況不同。
尖角型鑄件的俯視圖見(jiàn)圖12,其X射線正視圖見(jiàn)圖13。不同角度尖角的縮松分布面積比見(jiàn)圖14a,其截面縮松率見(jiàn)圖14b,可以看出,尖角的平均截面縮松率范圍為0.21%~0.46%,尖角的縮松分布面積比和縮松率隨尖角角度的增大而增大。Co90的截面縮松率最大,原因是更小的尖角角度形成了更大的溫度梯度。由圖12可以看出,尖角角度越小,變截面部分越大,Co30的變截面區(qū)域相當(dāng)于Co90的347.29%,因而變截面結(jié)構(gòu)有利于補(bǔ)縮,使內(nèi)部縮松面積減小。同時(shí)可以看出,Co90中間類(lèi)似于板的厚度較大的部分范圍更大,更容易在內(nèi)部產(chǎn)生較大面積縮松。
2.6 筋厚對(duì)筋型結(jié)構(gòu)件缺陷數(shù)量和分布的影響
筋主要用于提高構(gòu)件承受水平方向應(yīng)力能力的結(jié)構(gòu),筋的厚度是影響筋型結(jié)構(gòu)件缺陷數(shù)量和分布的主要因素,不同厚度筋處的冷卻速度有一定差異,從而導(dǎo)致缺陷的數(shù)量和分布情況不同。
筋的X射線側(cè)視圖見(jiàn)圖15,不同厚度筋的縮松分布面積比與截面縮松率見(jiàn)圖16。可以看出,筋的位置有明顯的亮度變化區(qū)域,即筋的部位容易出現(xiàn)縮松縮孔缺陷。筋的平均截面縮松率范圍為0.03%~ 0.28%,筋的縮松分布面積比隨筋厚度的增加而減小,這與板類(lèi)似。筋的截面縮松率隨筋處的厚度增大而顯著增大,在不同筋厚的結(jié)構(gòu)件中,F(xiàn)o4的縮松面積和縮松率普遍最低,筋的厚度≥6mm后,筋處的縮松面積明顯增大。

圖12 尖角型結(jié)構(gòu)件俯視圖
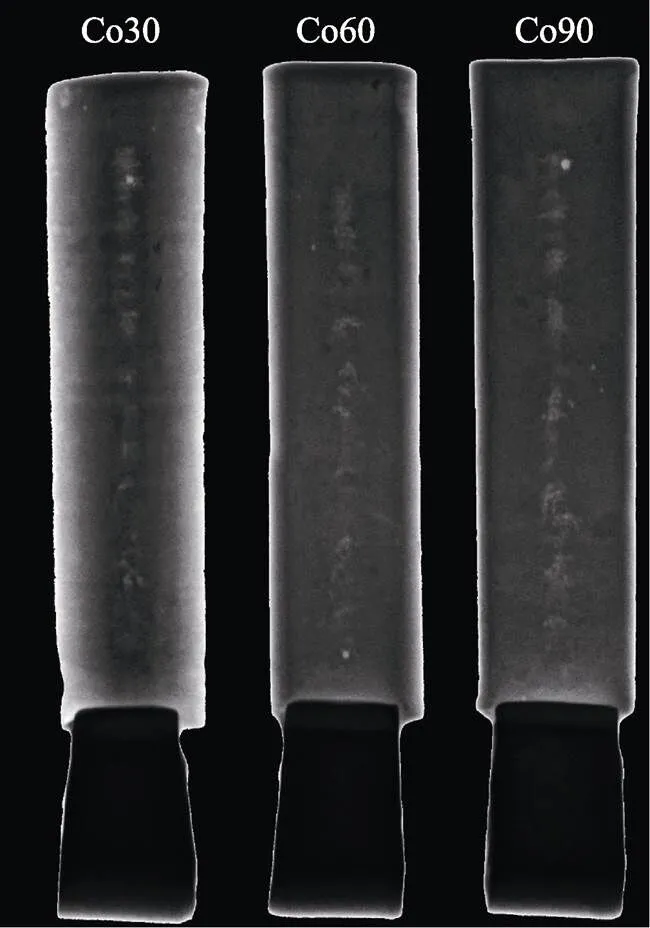
圖13 尖角型結(jié)構(gòu)件X射線正視圖
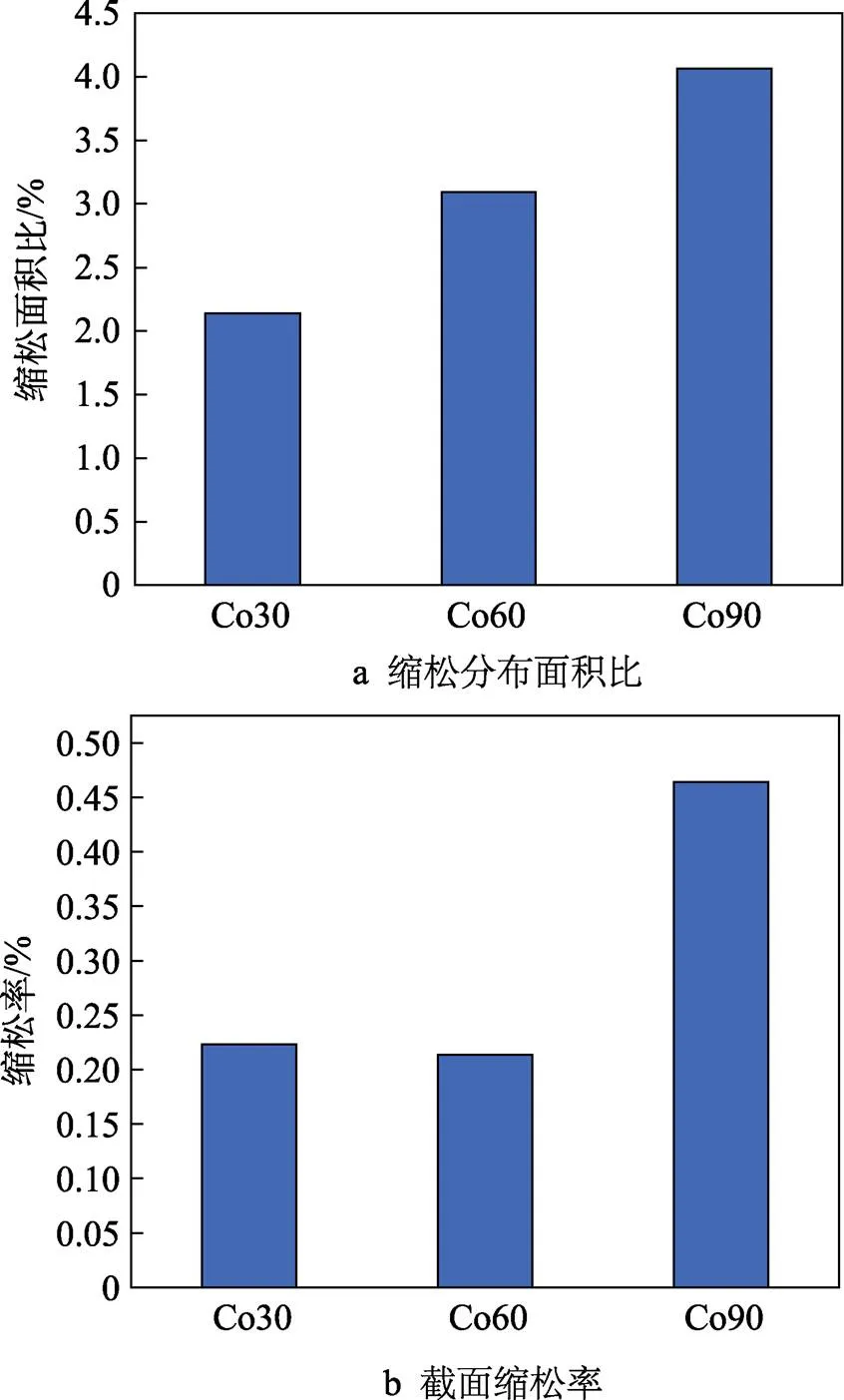
圖14 不同角度尖角型結(jié)構(gòu)件的縮松分布面積比和截面縮松率
筋的厚度越薄,熔體冷卻速度越快,流動(dòng)性越差。因此,縮松在高度方向上的分布面積較大。筋厚度較大時(shí),縮松在高度方向上分布面積較小,分布較為集中,但厚度方向上的補(bǔ)縮較為困難,特別是在筋處無(wú)法充分補(bǔ)縮形成熱節(jié),縮松主要分布在筋的內(nèi)部。Fo2的截面縮松率比Fo4高的原因可能是Fo2筋處的凝固時(shí)間與底板相差太短,筋處中心部位補(bǔ)縮時(shí)間不足,導(dǎo)致筋處中心位置縮松面積較大。

圖15 不同厚度筋型結(jié)構(gòu)件的X射線側(cè)視圖
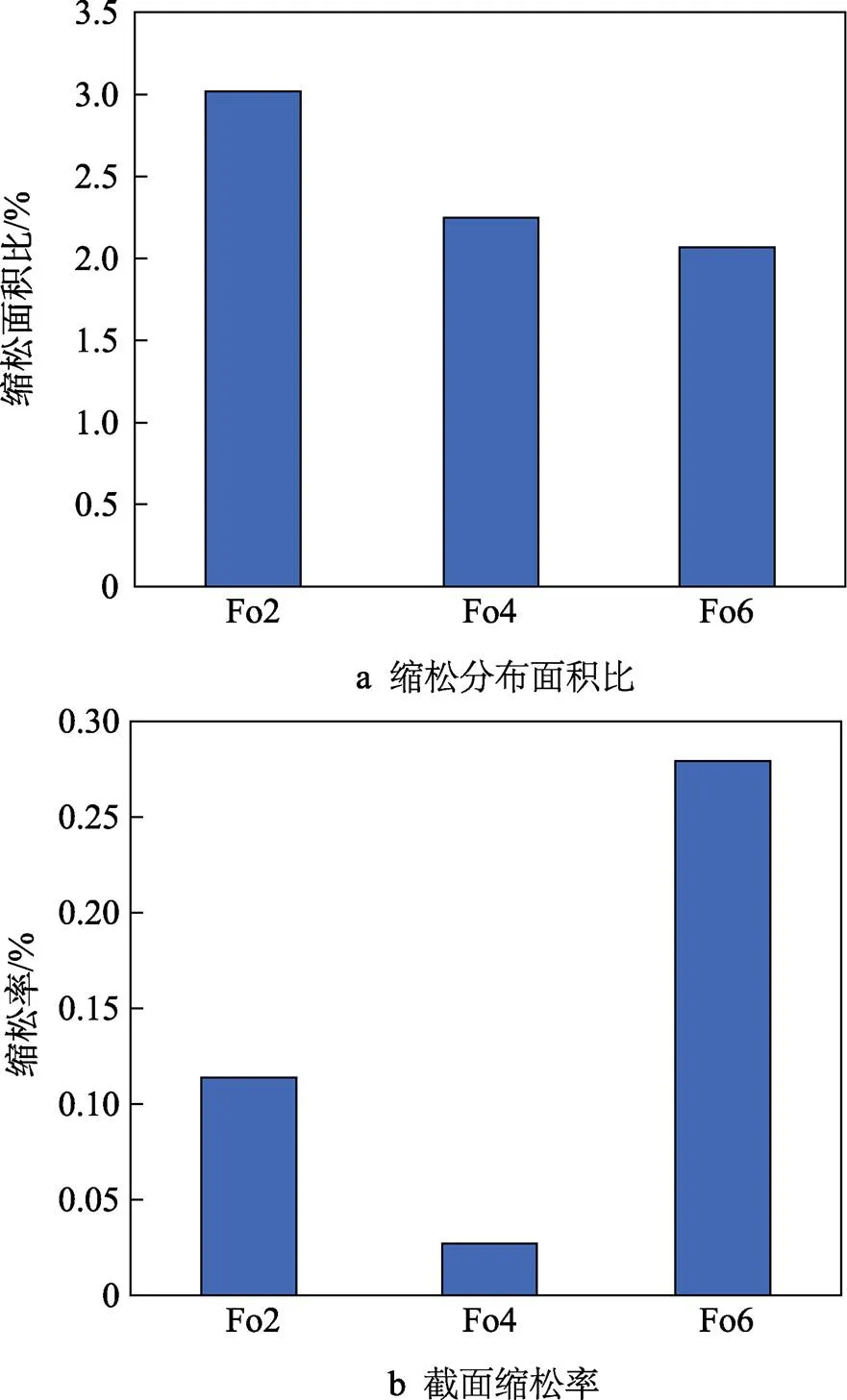
圖16 不同厚度筋的縮松分布面積比和截面縮松率
2.7 R角對(duì)過(guò)渡弧結(jié)構(gòu)件缺陷數(shù)量和分布的影響
過(guò)渡弧經(jīng)常出現(xiàn)在構(gòu)件的璧轉(zhuǎn)接和壁交叉處,R角大小是影響過(guò)渡弧結(jié)構(gòu)件缺陷數(shù)量和分布的主要因素,不同R角的過(guò)渡弧過(guò)渡位置與兩端的冷卻速度差異不同,從而導(dǎo)致缺陷的數(shù)量和分布情況不同。
過(guò)渡弧型鑄件的俯視圖見(jiàn)圖17,其X射線正視圖見(jiàn)圖18。不同R角過(guò)渡弧正視圖的縮松分布面積比見(jiàn)圖19a,不同R角過(guò)渡弧的截面縮松率見(jiàn)圖19b。可以看出,過(guò)渡弧的平均截面縮松率范圍為0.03%~ 0.27%,Tr2和Tr4的縮松主要集中在鑄件的下半部分,Tr6沿高度方向分布比較均勻。過(guò)渡弧的縮松分布面積比隨R角的增大而增大。過(guò)渡弧的截面縮松率隨R角的增大呈現(xiàn)先增高后降低的趨勢(shì),Tr2的截面縮松率最低,Tr4的截面縮松率最高。
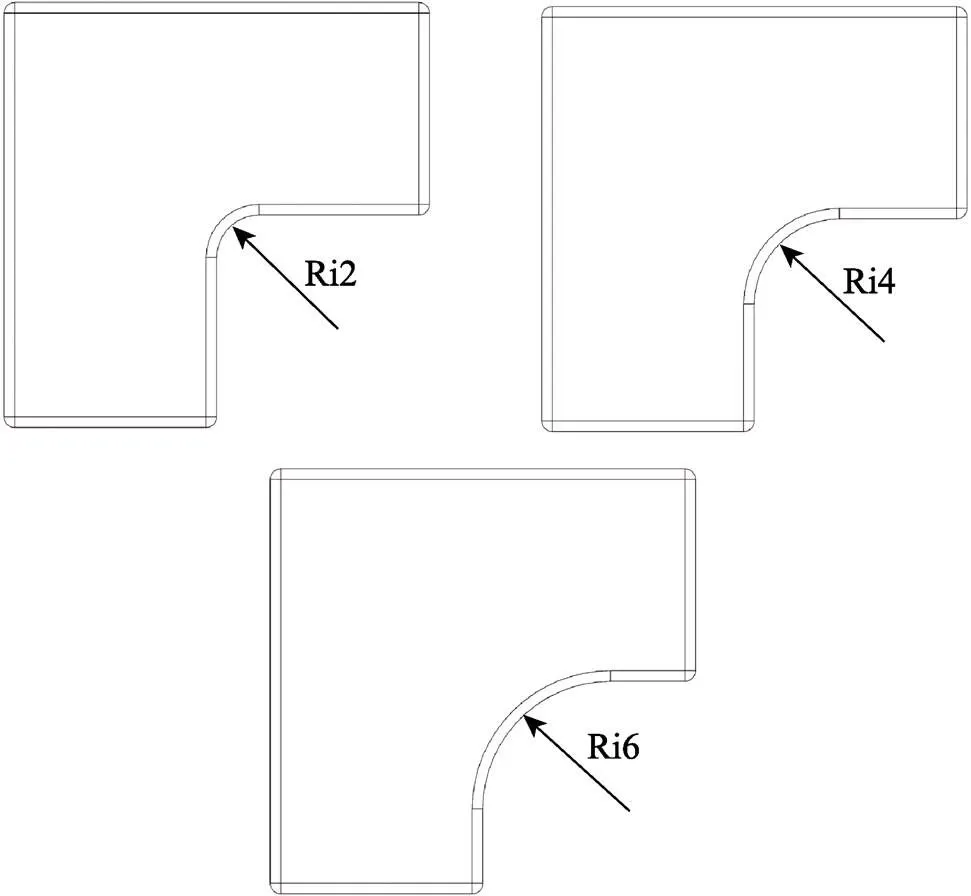
圖17 過(guò)渡弧型結(jié)構(gòu)件的俯視圖
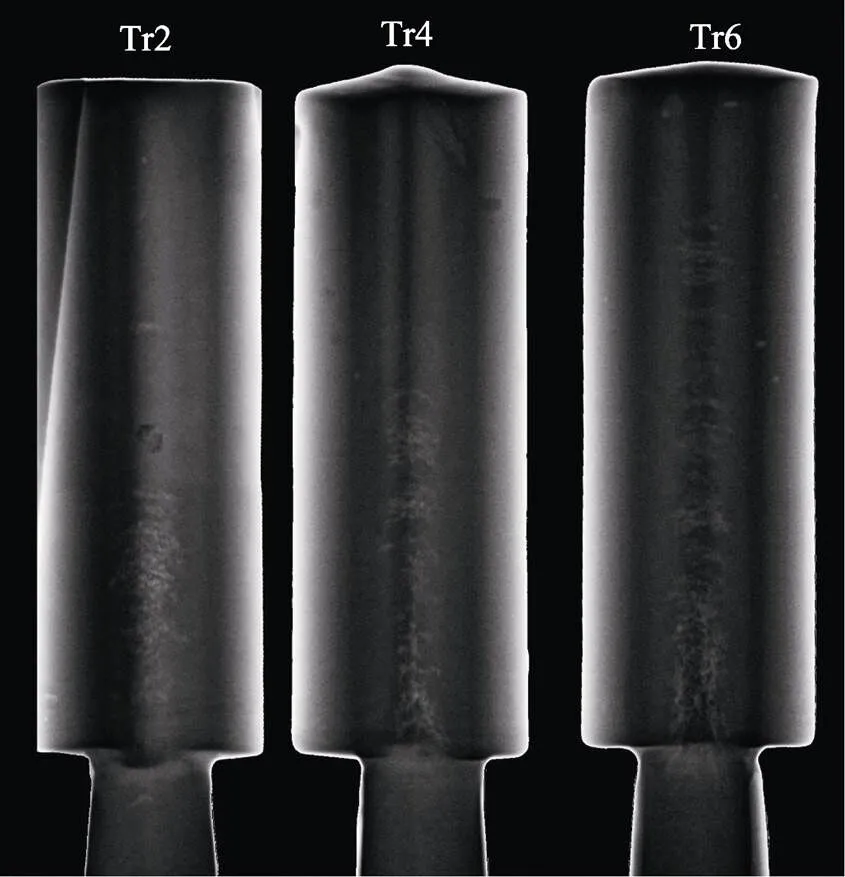
圖18 不同R角過(guò)渡弧型結(jié)構(gòu)件的X射線正視圖
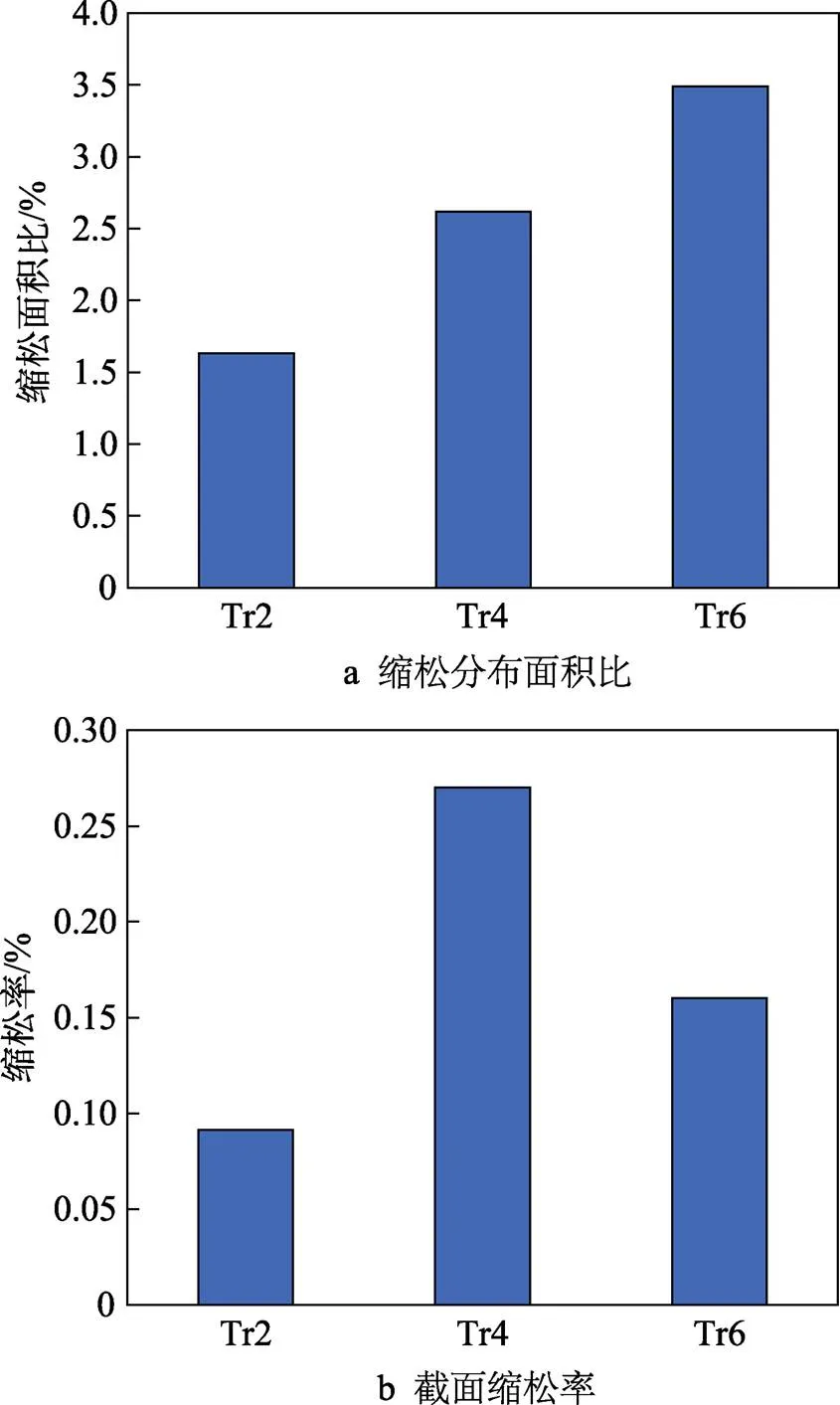
圖19 不同R角過(guò)渡弧的縮松分布面積比和截面縮松率
由圖17可以看出,R角越大,過(guò)渡弧中間部分的厚度越大,厚薄過(guò)渡越平緩,過(guò)渡弧中心部位容易形成熱節(jié)不利于補(bǔ)縮,容易出現(xiàn)大面積縮松缺陷。但R角如果太小,會(huì)使鑄件厚薄過(guò)渡太快,同樣不利于補(bǔ)縮。Tr2的中間部分與兩端的厚度差異小,不易產(chǎn)生熱節(jié),因此縮松率最低;而Tr4的過(guò)渡弧中間部分的厚度較大,同時(shí)過(guò)渡又較為急劇,厚薄過(guò)渡太快,不利于補(bǔ)縮,因而縮松率最高。
2.8 孔直徑對(duì)孔型結(jié)構(gòu)件缺陷數(shù)量和分布的影響
孔主要起到連接、散熱和減重等作用,孔直徑的大小是影響孔型結(jié)構(gòu)件缺陷數(shù)量和分布的主要因素。在不同孔徑的孔型結(jié)構(gòu)件中,孔兩側(cè)與孔上方的橫截面積不同,從而導(dǎo)致孔附近冷卻速度存在差異,缺陷的數(shù)量和分布情況不同。
取孔徑為10 mm的孔型結(jié)構(gòu)件,圖20為不同厚度孔型結(jié)構(gòu)件的X射線正視圖。圖21a為不同厚度孔的縮松分布面積比,圖21b為不同厚度孔的截面縮松率。可以看出,孔的平均截面縮松率范圍為0.04%~ 0.2%,孔的縮松分布面積比整體隨孔徑的增大而增大,截面縮松率隨孔徑增大而增高,同時(shí)在20 mm處,即孔心處的截面縮松率明顯低于其上5 mm處的截面縮松率。這是由于孔半徑處的截面積最小,狹窄截面的冷卻速度比其上的寬截面快,熔體不容易通過(guò)狹窄通道進(jìn)行補(bǔ)縮,因而會(huì)在孔的上半部分形成更大面積的縮松;孔的直徑越大,經(jīng)過(guò)孔周?chē)耐ǖ涝姜M窄,熔體越不容易通過(guò)狹窄通道進(jìn)行補(bǔ)縮,在孔的上部形成更大范圍的縮松,并使截面縮松率增高。
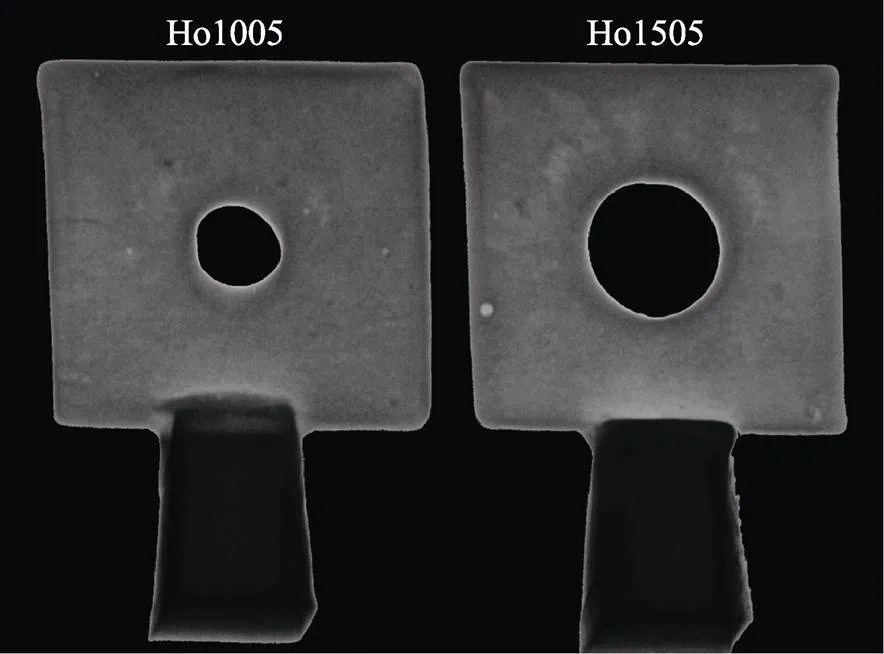
圖20 不同孔徑孔型結(jié)構(gòu)件的X射線正視圖
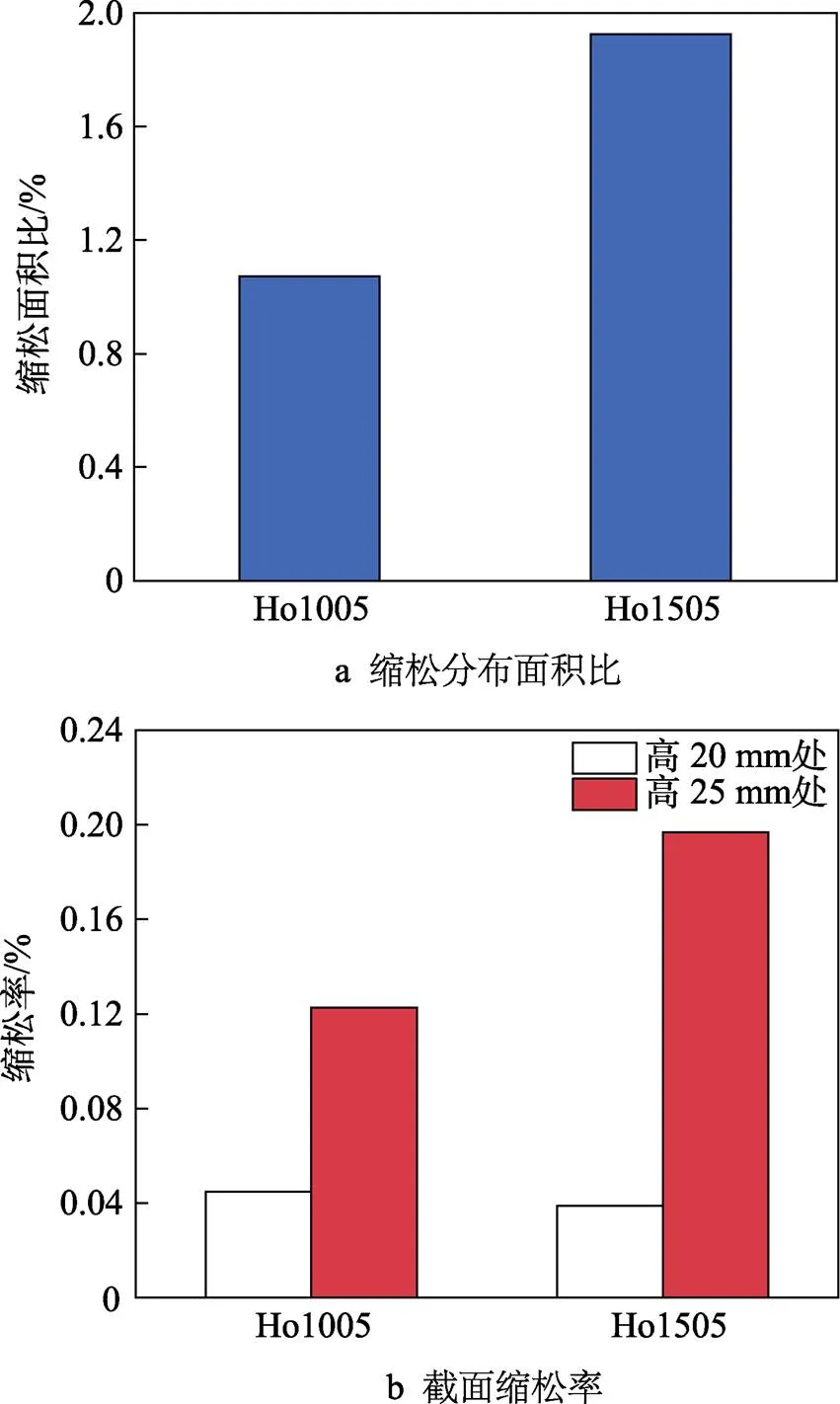
圖21 不同孔徑孔型結(jié)構(gòu)件的縮松分布面積和截面縮松率
2.9 曲率對(duì)曲面結(jié)構(gòu)件缺陷數(shù)量和分布的影響
曲面結(jié)構(gòu)主要用于凸臺(tái)等構(gòu)件,曲率是影響曲面結(jié)構(gòu)件缺陷數(shù)量和分布的主要因素,不同曲率會(huì)影響熔體的充型方向和充型時(shí)間,從而導(dǎo)致缺陷的數(shù)量和分布情況不同。
圖22為不同曲率曲面的縮松分布面積比。曲面沿高度方向的縮松分布面積比隨曲率減小而降低。主要原因是曲率越大,鑄型底部的溫度梯度方向與豎直的充型方向的夾角越大,會(huì)阻礙熔體沿豎直方向充型,使熔體在底部冷卻,阻塞充型通道,使鑄件頂部的金屬量不足進(jìn)而影響補(bǔ)縮,導(dǎo)致鑄件上半部分的縮松分布面積比增大,整體的縮松分布面積比也增大。
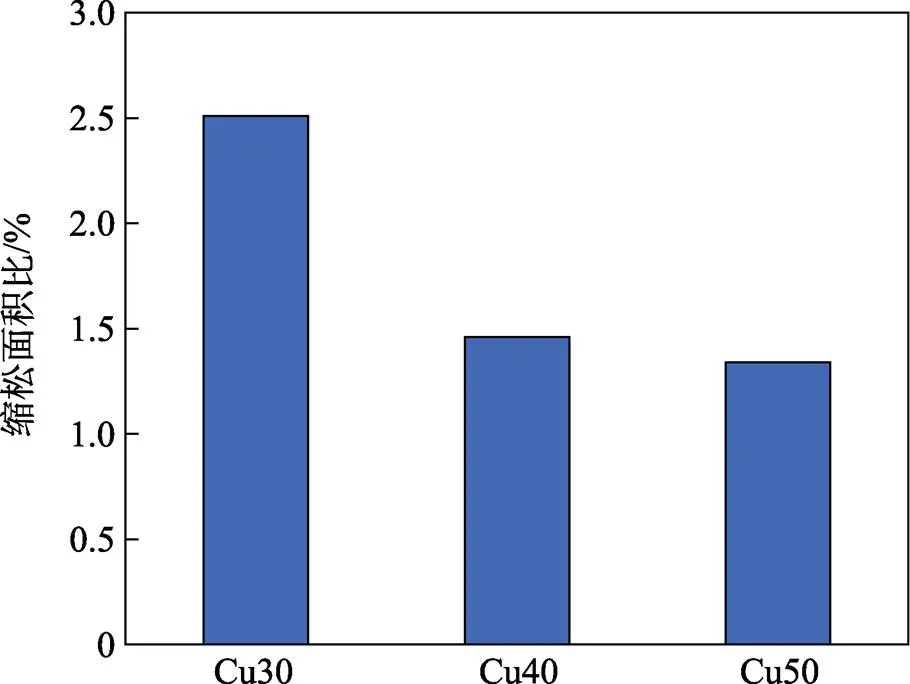
圖22 不同曲率曲面型結(jié)構(gòu)件的縮松分布面積比
2.10 型殼固液比對(duì)各特征結(jié)構(gòu)件氣孔與縮松的數(shù)量和分布的影響
2.10.1 固液比對(duì)各特征結(jié)構(gòu)件氣孔分布面積的影響
型殼固液比的大小會(huì)影響鑄件澆注過(guò)程的透氣性,型殼的透氣性不佳,卷入的氣體無(wú)法及時(shí)地從鑄型中逸出,進(jìn)而殘留在鑄型中形成氣孔。同時(shí),型殼固液比還會(huì)影響型殼的導(dǎo)熱性,型殼的導(dǎo)熱性越差,型腔內(nèi)合金的冷卻速度越慢,氣體析出越多,但同時(shí)氣孔上浮的時(shí)間越長(zhǎng)。
圖23為不同固液比下不同結(jié)構(gòu)件的氣孔分布面積比。可以看出,對(duì)所有結(jié)構(gòu)件而言,固液比為2.4∶1時(shí),氣孔分布面積比均最大。型殼固液比為1.8∶1和2∶1的氣孔分布面積比差異不太明顯。氣孔分布面積還與結(jié)構(gòu)件的尺寸參數(shù)有關(guān),氣孔分布面積普遍隨結(jié)構(gòu)件的厚度增大及曲面曲率的減小而增大。
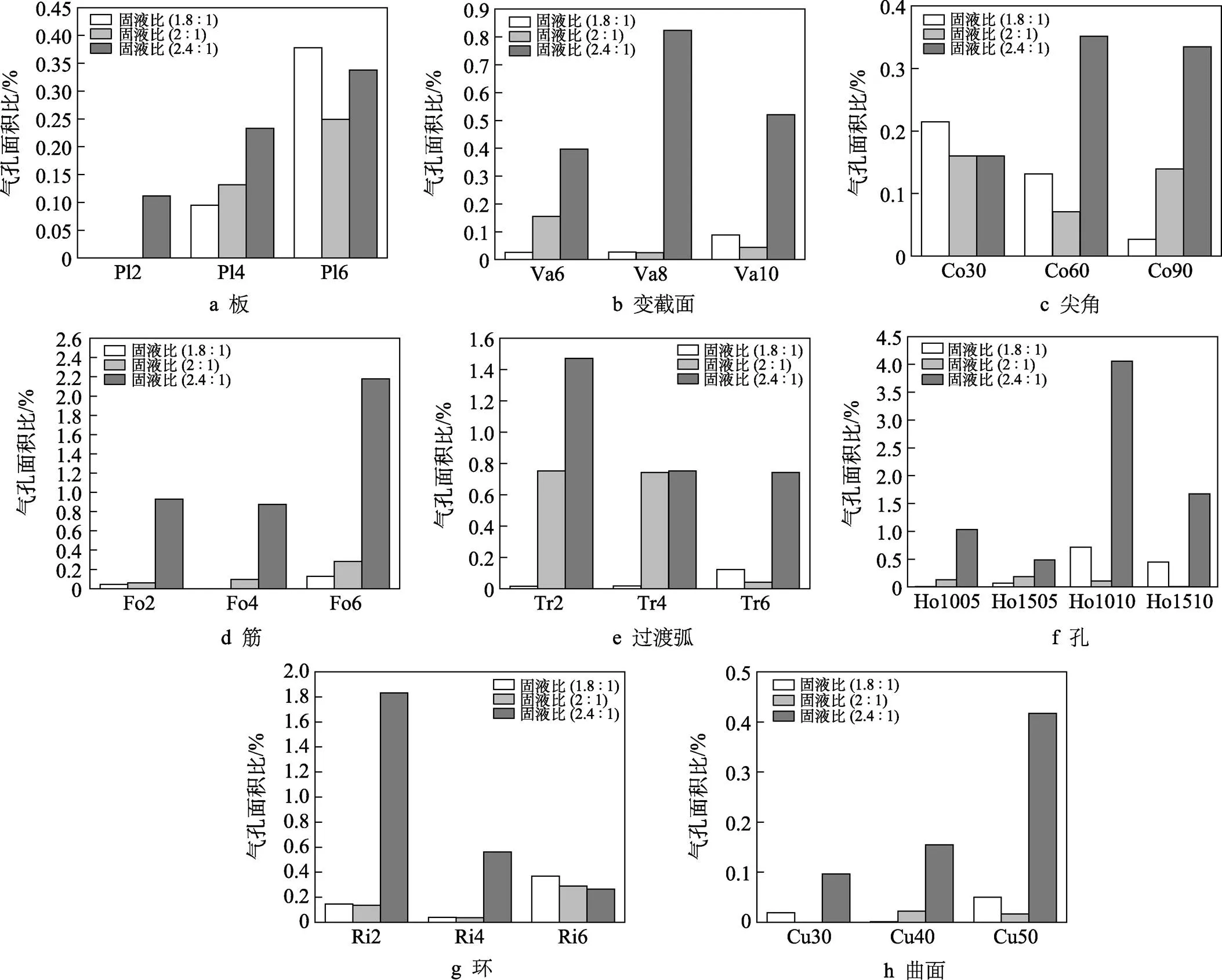
圖23 不同固液比下不同結(jié)構(gòu)鑄件的氣孔分布面積比
由于型殼固液比為2.4∶1時(shí)型殼的透氣性最差,使侵入和卷入的氣體來(lái)不及從型殼中逸出,進(jìn)而殘留在型殼中,因而氣孔分布面積比最大。而型殼固液比為1.8∶1和2∶1時(shí),型殼的透氣性較好,氣體可以更快地逸出,因而鑄件內(nèi)部殘留的氣孔面積較小。當(dāng)型殼固液比為1.8∶1時(shí),型殼導(dǎo)熱性最好,可能導(dǎo)致熔體冷卻速度過(guò)快,氣體上浮時(shí)間不足進(jìn)而無(wú)法充分溢出,因此,在一些結(jié)構(gòu)件中型殼固液比為1.8∶1的氣孔分布面積比相比型殼固液比為2∶1時(shí)更大。結(jié)構(gòu)件厚度越大冷卻速度越慢,在熔體冷卻凝固的過(guò)程中析出的氣體越多,因而內(nèi)部氣孔面積越大。型殼固液比為2.4∶1時(shí)的Ri2鑄件由于充型體積很小,因而氣孔分布面積異常高。曲面的曲率越大,型殼與豎直方向的夾角越大,析出的氣體可以更快地從附近的型殼逸出,上浮時(shí)間更短,因而氣孔分布面積比更低。
2.10.2 型殼固液比對(duì)各特征結(jié)構(gòu)件截面縮松率的影響
不同型殼固液比的導(dǎo)熱性不同,會(huì)影響型殼的激冷能力,進(jìn)而影響鑄件的截面縮松率。不同型殼固液比條件下各類(lèi)結(jié)構(gòu)件的縮松率統(tǒng)計(jì)結(jié)果見(jiàn)圖24。由圖24可以看出,對(duì)板、變截面、尖角和筋型結(jié)構(gòu)件而言,截面縮松率隨型殼固液比的增大而增高,型殼固液比為1.8∶1時(shí)截面縮松率最低。對(duì)過(guò)渡弧和孔型結(jié)構(gòu)件而言,型殼固液比為2∶1時(shí)截面縮松率最低,型殼固液比為1.8∶1時(shí)截面縮松率最高。
型殼的導(dǎo)熱性隨固液比的提高而降低,型殼固液比越高,型殼激冷能力越差,型腔內(nèi)熔體的冷卻速度越慢,凝固時(shí)間遠(yuǎn)大于澆注時(shí)間,先澆入合金凝固時(shí)產(chǎn)生的縮松被熔體所補(bǔ)縮的量越少,因而縮松面積越大。而過(guò)渡弧和孔在型殼固液比為1.8∶1時(shí)縮松率最高,可能是由于型殼導(dǎo)熱性太高,導(dǎo)致薄截面凝固的速度與相連的厚截面相比過(guò)快,影響了熔體補(bǔ)縮,導(dǎo)致厚度變化處出現(xiàn)了大面積縮松。
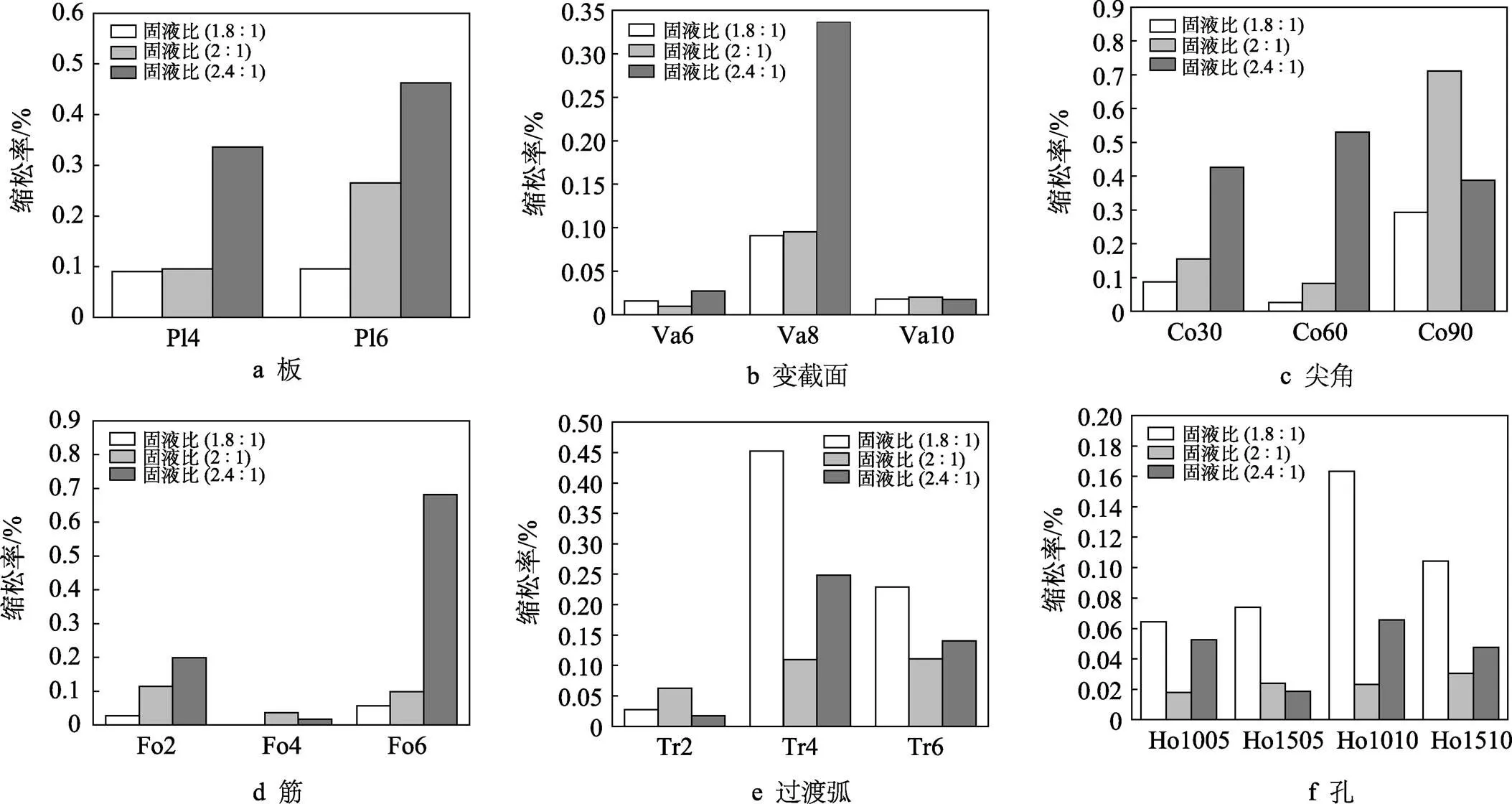
圖24 不同固液比下不同結(jié)構(gòu)鑄件的截面縮松率
3 結(jié)論
通過(guò)統(tǒng)計(jì)板、變截面、尖角、筋、過(guò)渡弧、孔、環(huán)和曲面等8種特征結(jié)構(gòu)鑄件在1.8∶1、2∶1和2.4∶1等3種固液比下的充型、收縮和缺陷情況,研究了鑄件的特征結(jié)構(gòu)和型殼固液比對(duì)其鑄造成形性能的影響。
1)板、變截面和尖角的充型規(guī)律。板的充型高度隨其厚度增大而提高,當(dāng)板的厚度≥6 mm時(shí)基本可以充型完整;變截面的充型高度隨底端厚度的增大即厚度變化率的增大而提高。對(duì)頂端為2 mm的變截面型鑄件,當(dāng)變截面底端≥8 mm,即厚度變化率≥0.075時(shí)可基本充型完整;尖角的充型率隨尖角角度增大而增大,尖角≥90°時(shí)可以基本充型完整。
2)各類(lèi)結(jié)構(gòu)件的收縮率。Ti?48Al?2Cr?2Nb合金的收縮率在1.8%~3.3%之間,各種特征結(jié)構(gòu)與尺寸參數(shù)對(duì)收縮率影響較小,各類(lèi)結(jié)構(gòu)件的收縮率均隨壁厚增大而增大。
3)不同特征結(jié)構(gòu)鑄件的縮松形成規(guī)律。不同壁厚的板、環(huán)、孔型鑄件的縮松分布面積比隨壁厚增大而減小,截面縮松率隨壁厚增大而增大;變截面型鑄件的截面縮松率隨壁厚變化率的增大而降低,變截面型鑄件在相同高度和壁厚處的截面縮松率顯著低于板型鑄件,僅為其5%~10%;尖角型鑄件的縮松分布面積比和縮松率隨尖角角度的增大而增大;過(guò)渡弧型鑄件的縮松分布面積比隨R角的增大而增大,縮松率隨R角的增大先增高后降低;孔型鑄件的縮松分布面積比和截面縮松率隨孔徑的增大而增大;曲面型鑄件沿高度方向的縮松分布面積比隨曲率減小而降低。在不同特征結(jié)構(gòu)中,變截面型鑄件的平均截面縮松率最低,為0.012%~0.018%;尖角型鑄件的平均截面縮松率最高,為0.21%~0.46%。
4)不同型殼固液比下鑄件的氣孔和縮松形成規(guī)律。型殼固液比為1.8∶1和2∶1時(shí)的鑄件氣孔分布面積比普遍比2.4∶1時(shí)的更低,僅為其10%~80%。氣孔分布面積與結(jié)構(gòu)件的尺寸參數(shù)有關(guān),普遍隨結(jié)構(gòu)件的壁厚增大及曲面曲率的減小而增大。型殼固液比對(duì)縮松率的影響與鑄件的結(jié)構(gòu)有關(guān),對(duì)板、變截面、尖角、筋型鑄件而言,截面縮松率整體隨型殼固液比的增大而增高;對(duì)過(guò)渡弧和孔型鑄件而言,型殼固液比為2∶1時(shí)截面縮松率最低。
[1] DIMIDUK D M. Gamma Titanium Aluminide Alloys-An Assessment within the Competition of Aerospace Structural Materials[J]. Materials Science and Engineering: A, 1999, 263(2): 281-288.
[2] 李飛, 王飛, 陳光, 等. 熔模精密鑄造TiAl基金屬間化合物研究進(jìn)展[J]. 中國(guó)材料進(jìn)展, 2010, 29(2): 24-30.
LI Fei, WANG Fei, CHEN Guang, et al. Review of the Investment Casting of TiAl Based Intermetallic Alloys[J]. Materials China, 2010, 29(2): 24-30.
[3] YOUNG-WON K. Ordered Intermetallic Alloys, Part III: Gamma Titanium Aluminides[J]. JOM, 1994, 46(7): 30-39.
[4] SVOBODA J, FISCHER F D. A New Approach to Modelling of Non-Steady Grain Growth[J]. Acta Materialia, 2007, 55(13): 4467-4474.
[5] 史耀君, 杜宇雷, 陳光. 高鈮鈦鋁基合金研究進(jìn)展[J]. 稀有金屬, 2007, 31(6): 834-839.
SHI Yao-jun, DU Yu-lei, CHEN Guang. Progress in Research on High Niobium Containing TiAl-Based Alloy[J]. Chinese Journal of Rare Metals, 2007, 31(6): 834-839.
[6] 萬(wàn)元彬. TiAl基合金熔模鑄造缺陷的研究[D]. 哈爾濱: 哈爾濱工業(yè)大學(xué), 2009: 1-2.
WAN Yuan-bin. Study on Investment Casting Defects of TiAl Alloy[D]. Harbin: Harbin Institute of Technology, 2009: 1-2.
[7] 蘇彥慶, 劉暢, 畢維升, 等. TiAl基合金桿形件鑄造缺陷與鑄造方法的關(guān)系[J]. 特種鑄造及有色合金, 2002, 22(5): 11-12.
SU Yan-qing, LIU Chang, BI Wei-sheng, et al. Influence of Casting Processes on Shrinkage Distribution in TiAl Based Alloy Shaft Castings[J]. Special Casting & Nonferrous Alloys, 2002, 22(5): 11-12.
[8] 潘玉洪. 熔模鑄件常見(jiàn)缺陷分析(七)——縮孔與縮松[J]. 鑿巖機(jī)械氣動(dòng)工具, 1990(1): 61-69.
PAN Yu-hong. Analysis of Common Defects of Investment Casting (VII)—Shrinkage and Porosity[J]. Rock Drilling Machinery & Pneumatic Tools, 1990(1): 61-69.
[9] CHEN Yu-yong, ZHAO Er-tuan, KONG Fan-tao, et al. Fabrication of Thin-Walled High-Temperature Titanium Alloy Component by Investment Casting[J]. Materials and Manufacturing Processes, 2013, 28(6): 605-609.
[10] JOVANOVI? M T, DIM?I? B, BOBI? I, et al. Microstructure and Mechanical Properties of Precision Cast TiAl Turbocharger Wheel[J]. Journal of Materials Processing Technology, 2005, 167(1): 14-21.
[11] RISHEL L L, BIERY N E, RABAN R, et al. Cast Structure and Property Variability in Gamma Titanium Aluminides[J]. Intermetallics, 1998, 6(7/8): 629-636.
[12] 潘玉洪. 熔模鑄件常見(jiàn)缺陷分析(五)——?dú)饪譡J]. 鑿巖機(jī)械氣動(dòng)工具, 1989(3): 53-61.
PAN Yu-hong. Analysis of Common Defects of Investment Casting (V)—Pore[J]. Rock Drilling Machinery & Pneumatic Tools, 1989(3): 53-61.
[13] SUNG S Y, KIM Y J. Modeling of Titanium Aluminides Turbo-Charger Casting[J]. Intermetallics, 2007, 15(4): 468-474.
[14] 陳玉勇, 賈燚, 肖樹(shù)龍, 等. TiAl基金屬間化合物熔模精密鑄造研究進(jìn)展[J]. 金屬學(xué)報(bào), 2013, 49(11): 1281-1285.
CHEN Yu-yong, JIA Yi, XIAO Shu-long, et al. Review of the Investment Casting of Tial-Based Intermetallic Alloys[J]. Acta Metallurgica Sinica, 2013, 49(11): 1281-1285.
[15] 李璐瑤. Ti-48Al-2Cr-2Nb熔模鑄造性能與組織的研究[D]. 哈爾濱: 哈爾濱工業(yè)大學(xué), 2014: 49-50.
LI Lu-yao. Study on Investment Casting Property and Microstructure of Ti-48Al-2Cr-2Nb[D]. Harbin: Harbin Institute of Technology, 2014: 49-50.
[16] 楚玉東, 常輝, 黃東, 等. ZTC4鈦合金機(jī)匣構(gòu)件離心鑄造過(guò)程的數(shù)值模擬[J]. 特種鑄造及有色合金, 2012, 32(2): 133-136.
CHU Yu-dong, CHANG Hui, HUANG Dong, et al. Numerical Simulation of Centrifugal Casting Process of ZTC4 Ti Alloy Case[J]. Special Casting & Nonferrous Alloys, 2012, 32(2): 133-136.
[17] FU P X, KANG X H, MA Y C, et al. Centrifugal Casting of TiAl Exhaust Valves[J]. Intermetallics, 2008, 16(2): 130-138.
[18] 歷長(zhǎng)云, 王狂飛, 許磊, 等. 離心場(chǎng)下鈦合金熔體充填及凝固過(guò)程中鑄型轉(zhuǎn)速的確定[J]. 稀有金屬材料與工程, 2011, 40(S2): 417-420.
LI Chang-yun, WANG Kuang-fei, XU Lei, et al. Rotational Velocity Determination for Titanium Alloy Melts during Filling and Solidification Process in the Centrifugal Casting[J]. Rare Metal Materials and Engineering, 2011, 40(S2): 417-420.
[19] YANG L, CHAI L H, LIANG Y F, et al. Numerical Simulation and Experimental Verification of Gravity and Centrifugal Investment Casting Low Pressure Turbine Blades for High Nb-TiAl Alloy[J]. Intermetallics, 2015, 66: 149-155.
[20] 周浩. TiAl基合金熔模精密鑄造用型殼制備工藝研究[D]. 哈爾濱: 哈爾濱工業(yè)大學(xué), 2007: 5.
ZHOU Hao. Shellmould Fabrication for the Investment Casting of Titanium Aluminides[D]. Harbin: Harbin Institute of Technology, 2007: 5.
[21] YANG K, YANG Z J, DENG P, et al. Microstructure and Mechanical Properties of As-Cast-TiAl Alloys with Different Cooling Rates[J]. Journal of Materials Engineering and Performance, 2019, 28(4): 2271-2280.
[22] JIA Yi, LIU Zhi-dong, LI Sha, et al. Effect of Cooling Rate on Solidification Microstructure and Mechanical Properties of TiB2-Containing TiAl Alloy[J]. Transactions of Nonferrous Metals Society of China, 2021, 31(2): 391-403.
[23] 張凱, 劉婷婷, 張長(zhǎng)東, 等. 基于熔池?cái)?shù)據(jù)分析的激光選區(qū)熔化成形件翹曲變形行為研究[J]. 中國(guó)激光, 2015, 42(9): 135-141.
ZHANG Kai, LIU Ting-ting, ZHANG Chang-dong, et al. Study on Deformation Behavior in Selective Laser Melting Based on the Analysis of the Melt Pool Data[J]. Chinese Journal of Lasers, 2015, 42(9): 135-141.
[24] 李東方. 基于激光選區(qū)熔化成型的支撐結(jié)構(gòu)優(yōu)化及工藝研究[D]. 北京: 北京工業(yè)大學(xué), 2017: 18.
LI Dong-fang. Optimization of Support Structure and Technology Research Based on Selective Laser Melting[D]. Beijing: Beijing University of Technology, 2017: 18.
[25] 張雙琪. TiAl合金熔模精密鑄造型殼退讓性的研究[D]. 沈陽(yáng): 沈陽(yáng)工業(yè)大學(xué), 2018: 1-2.
ZHANG Shuang-qi. Study on Investment Casting Shell Deformability of TiAl Alloy[D]. Shenyang: Shenyang University of Technology, 2018: 1-2.
Effect of Characteristic Structure and Shell Solid-Liquid Ratio on Casting Defects of TiAl Based Alloy Castings
ZHANG Yang-sheng1,HU Hai-tao1,2,3, ZUO Jia-bin1,2,3, FENG Xin1,2,3,NAN Hai1,2,3, DING Xian-fei1,2,3
(1. AECC Beijing Institute of Aeronautical Materials, Beijing 100095, China; 2. Bejing Engineering Research Center of Advanced Titanium Alloy Precision Forming Technology, Beijing 100084, China; 3. BIAM Co., Ltd., Beijing 100094, China)
The work aims to reveal the influence of the structural characteristics of the casting and the difference of the solid-liquid ratio of the mold shell on the filling rate, shrinkage rate and internal defect tendency of the casting.Ti-48Al-2Cr-2Nb alloy structural element castings were prepared by gravity casting with three different solid-liquid ratio shells. The casting formability of 8 typical characteristic structures (plate, variable section, sharp corner, reinforcement, transition arc, hole, ring and curved surface) with different size parameters, such as filling rate, shrinkage rate, number and distribution of shrinkage / porosity and section shrinkage rate, was studied.The results show that, when the thickness of the plate is ≥6 mm, when the thickness change rate of the variable section is ≥0.075, and when the Sharp corner is ≥90°, the mold filling is basically complete. The shrinkage rate of the casting is between 1.8% and 3.3%. Among the different characteristic structures, the average section shrinkage porosity of variable section is 0.012%-0.018%, and that of Sharp corner is 0.21%-0.46%. When the solid-liquid ratio of the mold shell is 1.8∶1 and 2∶1, the porosity distribution area of the casting is only 10%-80% of that under 2.4∶1.The conclusion is that the filling height increases with the increase of casting thickness and angle. The structure and size of various features have little influence on shrinkage. The factors such as wall thickness, thickness change rate, angle and pore diameter of the casting will affect the quantity and distribution of shrinkage porosity. When the solid-liquid ratio of the mold shell is 1.8∶1 and 2∶1, the air hole distribution area ratio of the casting is generally lower than that under 2.4∶1. The relevant results provide a favorable support for the development of common technology of structural design optimization and precision casting process optimization of titanium aluminum alloy complex components.
TiAl; casting; characteristic structure; solid-liquid ratio; shrinkage; defects
10.3969/j.issn.1674-6457.2022.11.017
TG27
A
1674-6457(2022)11-0170-14
2022–07–29
國(guó)家科技重大專(zhuān)項(xiàng)(J2019–VI–0003–0116)
張揚(yáng)晟(1996—),男,碩士生,主要研究方向?yàn)殍T造鈦鋁合金技術(shù)。
丁賢飛(1980—),男,博士,高級(jí)工程師,主要研究方向?yàn)殁伜辖鹋c鈦鋁系合金及其精密成形技術(shù)。