一種不銹鋼鍋膽的機器人磨拋生產線
2022-11-27 10:36:40方旺
機電工程技術 2022年10期
關鍵詞:不銹鋼
方 旺
(廣東博科數控機械有限公司,廣東珠海 519175)
0 引言
不銹鋼鍋是一種家庭消費品,花樣繁多,不僅市場需求量很大,而且也是我國出口的大宗商品。在不銹鋼鍋膽的加工過程中,其表面質量必須達到鏡面要求,無拋光波浪紋和過熱燒傷等缺陷,所有鍋膽打磨拋光表面的質量均應達到電鍍前的質量要求。目前的加工方法都是采用人工打磨拋光方式,采用多工位流水線的作業模式,造成產品表面質量一致性差,工人勞動強度大,始終處在粉塵污染環境中,對人體造成嚴重傷害。
因此,本文提出采用機器人磨拋生產線,正是為解決該行業痛點。生產線是在人工多工位流水線的工藝基礎上研發的,通過配置機器人系統、打磨拋光機構、傳感技術、打磨拋光系統軟件等,實現了復雜形狀工件打磨拋光的自動化,特別適合于惡劣環境下、多品種、大批量的柔性生產,能夠提高產品質量,提高生產效率。機器人拋光打磨直接的作用就是可以將人從工作環境中替換出來,對改善勞動條件和產品的快速更新換代起著十分重要的作用。
對于廣大制造業中小企業而言,市場的外部環境要求其要遵循訂單批次的生產模式。相比拋光打磨的一些專機而言,機器人打磨的應用更具柔性。機器人應用只需要相應工裝夾具做調整,其設備本體不需要特別改動,編輯并調用相應的程序命令就可做到更新切換,可以明顯地縮短產品更新換代周期,減少相應的設備投入,因此機器人磨拋生產線受到中小企業的歡迎。同時助力企業實現智能化、柔性化、綠色化發展基礎上,提供有力的技術支撐[1-3]。
1 機器人磨拋生產線組成
機器人磨拋生產線設計方案的主要關鍵技術:表面處理加工工藝流程分配與相應的應用程序編程;生產線設備必須適應多品種、多規格不銹鋼鍋加工要求,能實現拋光輪磨損的自動補償;其磨拋工具磨損軸向和徑向補償功能保持表面接觸壓力恒定;在連續柔性打磨拋光過程中,保證磨拋工件表面均勻、光亮和一致性好;電控系統各自獨立,且具有與輸送帶或者送料臺通訊接口,可實現生產線的自動同步連續生產[4-9]。
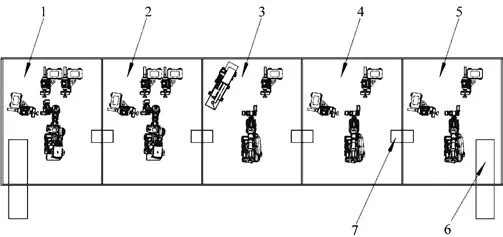
圖1 機器人拋光生產線布局
加工方式由機器人一次抓取兩件不銹鋼鍋膽,在打磨拋光設備上進行打磨、拋光,機器人抓取送料臺上的不銹鋼鍋膽,利用工作站內部配套的不同設備,進行不同部位的打磨拋光。當前一道工序的工作站完成了不銹鋼鍋膽某部位的打磨、拋光后,機器人把不銹鋼鍋膽擺放至輸送帶或者中轉臺上,由輸送帶或者中轉臺完成工作站間的半成品傳輸。
1.1 工作站構成
(1)1號工作站
1號工作站的機器人和A型鍋膽磨拋機,配套三角形千葉輪,打磨鍋膽內底;機器人和B型鍋膽磨拋機,配套千葉輪打磨鍋內壁;機器人和B型鍋膽磨拋機,配套尼龍輪,打磨鍋內翻邊。其中,機器人末端執行器與一體化真空夾具連接,一體化真空夾具包含有兩個相同的內磨拋夾具;磨拋夾具經真空發生器與壓縮空氣連接,可同時加工兩個工件相同的部位。
(2)2號工作站
2號工作站的機器人和A型鍋膽磨拋機,配套三角形麻輪,拋光鍋膽內底;機器人和B型鍋膽磨拋機,配套多片麻輪,拋光鍋內壁;機器人和B型鍋膽磨拋機,配套單片油麻輪,拋光鍋內翻邊。其中,機器人末端執行器與一體化真空雙工位夾具主體連接,一體化真空夾具包含有兩個相同的內磨拋夾具;磨拋夾具經真空發生器與壓縮空氣連接,可同時加工兩個工件相同的部位。
(3)3號工作站
3號工作站的機器人和砂帶機,配套砂帶,打磨鍋外壁;機器人和B型鍋膽磨拋機,配套千葉輪,打磨鍋外翻邊。其中,機器人末端執行器與一體化真空雙工位夾具主體連接,一體化真空夾具包含有兩個相同的外磨拋夾具;可同時加工兩個工件相同的部位。
(4)4號工作站
LI Guozheng. Green mining: connotation definition, model exploration and implementation path[J]. Conservation and utilization of mineral resources, 2018(6):1-8.
4號工作站的機器人和B型鍋膽磨拋機,配套單片油麻輪,拋光鍋外翻邊;機器人和B型鍋膽磨拋機,配套多片油麻輪,拋光鍋外壁、鍋外底。其中,機器人末端執行器與一體化真空雙工位夾具主體連接,一體化真空夾具包含有兩個相同的外磨拋夾具,可同時加工兩個工件相同的部位。
(5)5號工作站
5號工作站的機器人和B型鍋膽磨拋機,配套多片油麻輪,拋光鍋外壁、鍋外底;機器人和B型鍋膽磨拋機,配套布輪,清光鍋外部。其中,機器人末端執行器與一體化真空雙工位夾具主體連接,一體化真空夾具包含有兩個相同的外磨拋夾具,可同時加工兩個工件相同的部位。
(6)A型鍋膽磨拋機
A型鍋膽磨拋機,采用上下兩個工位的疊層式布局,每個工位包括底座、磨拋光電機、打磨拋光輪及其快速更換組件、吸塵斗,還有用于保證軸向恒壓力打磨拋光的氣缸。其中,機器人末端執行器與一體化真空雙工位夾具主體連接,一體化真空夾具包含有兩個相同的內磨拋夾具;磨拋夾具經真空發生器與壓縮空氣連接,可同時加工兩個工件相同的部位。
(7)B型鍋膽磨拋機
B型鍋膽磨拋機,采用上下兩個工位的疊層式布局,每個工位包括底座、磨拋光電機、打磨拋光輪及其快速更換組件、吸塵斗,還有用于保證徑向恒壓力打磨拋光的氣缸。其中,機器人末端執行器與一體化真空雙工位夾具主體連接,一體化真空夾具包含有兩個相同的內(外)磨拋夾具;磨拋夾具經真空發生器與壓縮空氣連接,可同時加工兩個工件相同的部位。
(8)磨拋夾具
磨拋夾具經真空發生器與壓縮空氣連接,可同時加工兩個工件相同的部位。一體化真空雙工位夾具主體包括有:主體安裝底座、與機器人連接法蘭、驅動電機、減速機、軸承座與連接軸、兩個大小傘齒輪組件和兩個中空氣缸組成。其中,夾具主體與機器人末端執行器連接,兩個相同的內(外)磨拋夾具分別裝入兩個中空氣缸并氣夾緊,驅動電機經連接軸-大小傘齒輪組件帶動兩個相同的不銹鋼鍋膽旋轉。
(9)電氣控制系統
電氣控制系統結構包括1號工作站、2號工作站、3號工作站、4號工作站和5號工作站的設備各自獨立的電控系統,且具有與輸送帶或者送料臺通訊接口,可實現生產線的自動同步連續生產。此外,還有輸送帶或者送料臺、外罩防護和吸塵系統的電控單元。
1.2 生產線工藝流程
不銹鋼鍋膽打磨拋光部位,如圖2所示。

圖2 不銹鋼鍋膽打磨拋光部位
機器人磨拋生產線工作過程中由12道工藝組成,如圖3所示。1號工作站中,通過在機器人的末端執行器上,連接一體化真空夾具,裝夾內磨拋夾具,然后通過所述第一軸向A型鍋膽磨拋機、三角形千葉輪和機器人配合,實現了鍋膽內底的打磨工序,繼而通過千葉輪、第一徑向B型鍋膽磨拋機和機器人配合,實現了鍋內壁的打磨工序,最后通過尼龍輪、第二徑向B型鍋膽磨拋機和機器人配合,實現了鍋內翻邊的打磨工序[10-12]。
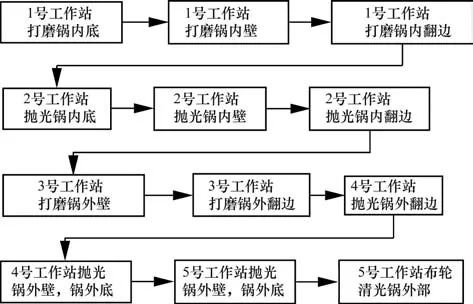
圖3 不銹鋼鍋膽的磨拋工藝流程
2號工作站中,通過在機器人的末端執行器上,連接一體化真空夾具,裝夾內磨拋夾具,然后通過所述三角形麻輪、第二軸向A型鍋膽磨拋機和機器人配合,實現了拋光鍋膽內底的工序,繼而通過多片麻輪、第三徑向B型鍋膽磨拋機和機器人配合,實現了拋光鍋內壁的工序,最后通過單片油麻輪、第四徑向B型鍋膽磨拋機和機器人配合,實現了拋光鍋內翻邊的工序。
3號工作站中,通過在機器人的末端執行器上,連接一體化真空夾具,裝夾外磨拋夾具,繼而通過所述砂帶機和機器人配合,實現了打磨鍋外壁及鍋外底的工序,然后通過千葉輪、第五徑向B型鍋膽磨拋機和機器人配合,實現了打磨鍋外翻邊的工序。
4號工作站中,通過在機器人的末端執行器上,連接一體化真空夾具,裝夾外磨拋夾具,然后通過所述單片油麻輪、第六徑向B型鍋膽磨拋機和機器人配合,實現了拋光鍋外翻邊的工序,繼而通過多片油麻輪、第三軸向A型鍋膽磨拋機和機器人配合,實現了拋光鍋外壁、鍋外底的工序。
5號工作站中,通過在機器人的末端執行器上,連接一體化真空夾具,裝夾外磨拋夾具,進而通過多片油麻輪、第七徑向B型鍋膽磨拋機和機器人配合,實現了拋光鍋外壁、鍋外底的工序,繼而通過布輪、第八徑向B型鍋膽磨拋機和機器人配合,實現了清光鍋外部的工序。
2 測試與結果分析
通過生產線的測試,驗證了工藝流程的正確性和機器人自動化磨拋的可行性,生產線加工節拍每60 s完成2件產品,減少工人12人,所有不銹鋼鍋膽表面的質量均達到電鍍前的質量要求,滿足了客戶的要求,也達到了設計目標。結果也表明,打磨拋光過程必須具有力的反饋控制機構和拋光輪的自動補償,確保不銹鋼鍋膽拋光質量的穩定;機器人對壓力的控制,既能夠防止意外發生,也能夠保護機器人本身和工件;鍋磨機軸向和徑向補償功能,能夠保持表面接觸壓力恒定,避免不銹鋼鍋膽表面受熱損傷。
測試過程中,采用了千葉輪,它是集砂帶磨削和柔性研磨于一體的工具,能夠實現高效率的磨拋加工,實現不銹鋼鍋膽拉伸條紋和氧化皮的去除。在切換不同規格的不銹鋼鍋膽進行磨拋,只需要更換夾具,編輯并調用相應的程序即可完成,明顯縮短更換周期。
3 結束語
通過上述的分析,機器人磨拋生產線一定程度上提高了不銹鋼鍋膽磨拋行業的效率,對實際生產具有十分重要的指導意義。隨著科技和信息技術的飛速發展,自動化的打磨拋光技術將得到大規模的應用,利用機器人的靈活性和柔性,解決自動化上下料、視覺識別、視覺檢測并降低人員需求;配合信息技術,實行加工數據收集、整理、分析以及進一步發展成為工業互聯網,可以極大提高磨拋的自動化、智能化程度;通過工業互聯網技術,實現遠程控制及下載優化工藝軟件,最終提高生產效率,增強企業的核心競爭力,實現產業體系向智能化、柔性化、綠色化發展。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16