增加裂解爐在線運行時間的優化措施
2022-11-28 12:21:44孫青先閆立業天然氣股份有限公司蘭州石化分公司
石油石化節能 2022年11期
孫青先 閆立業(天然氣股份有限公司蘭州石化分公司)
乙烯裝置生產的烯是石油化工的標志產品,在石油化工中占主導地位。蘭州石化24×104t/a乙烯裂解爐實際的開工率只有88.37%。開工率是運行周期天數與運行周期天數加清焦、檢修天數合計之比。在烴類熱裂解生產乙烯過程中,副反應會生成焦或碳,在管壁上逐漸沉積,增加了爐管的傳熱阻力[1]。而運行周期天數的長短主要受裂解爐、廢熱鍋爐的結焦而引起的爐管表面溫度、廢鍋出口溫度、爐管壓差及儀表指示的真實性等的制約,為達到要求的裂解溫度,管壁溫度必然要隨焦層增厚而升高,增加燃料消耗,影響爐管壽命;同時焦的形成、沉積會導致爐管壓降不斷增大,系統壓力逐漸升高,使烴分壓提高,裂解選擇性變差。若不及時進行清焦處理將會堵塞爐管,影響生產,而清焦次數的增加勢必對乙烯裝置的生產能力、燃料動力消耗、爐管壽命等帶來一系列不利影響,因此必須努力減輕結焦、縮短燒焦時間,延長裂解爐的運行周期[2]。
1 原因分析
針對乙烯裂解爐實際運行狀況,從裂解原料、工藝操作條件、設備儀表等方面進行了分析,裂解爐運行一定周期后,不可避免的會發生結焦現象。首先表現在裂解爐爐管溫度的上升,由投油初期的960~980℃逐步上升至990~1 010℃,裂解爐橫跨壓力由初始的0.20 MPa上升至0.26 MPa,一旦形成焦層,就會使爐管壁熱阻增大,爐管的換熱效率下降,裂解爐燃料消耗量增加[3];同時因烴分壓上升降低了裂解反應的選擇性,使裂解爐的烯烴收率處于下降趨勢,嚴重制約裝置經濟效益的發揮。經統計裂解爐燒焦的次數中發現因燒焦時間長、裂解爐爐管出口熱電偶指示偏差和燒焦不徹底等原因是影響裂解爐開工率的主要因素。
1.1 燒焦時間過長
針對裂解爐燒焦,通過對同行業裂解爐的運行情況進行調研,在裂解原料性質基本相同的條件下,同類裝置都在不斷縮短的裂解爐燒焦時間,延長裂解爐的在線投料時間。而在用裝置原設計燒焦工藝是在低溫區(800℃)一次將燒焦空氣加至給定量,隨著燒焦溫度的提高,逐步降低稀釋蒸汽量,此方法雖然操作過程簡單,但在燒焦初期反應劇烈,時常發生焦塊從爐管內剝離、脫落造成裂解爐管堵塞,經統計發現,2020年裂解裝置4臺裂解爐共計發生7次掉焦事件,一旦無法燒通就必須停爐檢修,人工進行捅爐管清焦,嚴重影響裂解爐運行周期和裝置的經濟效益。
1.2 熱偶指示失真
熱電偶指示失真是影響裂解爐管結焦主要因素之一,通過對熱電偶套管的檢查,發現熱偶套管頭部有磨損、穿透現象,單臺裂解爐有40只熱電偶,有接近一半以上磨穿,其它也有不同程度的磨損。套管發生磨損的部位均在高溫(900℃)裂解氣的來流方向,且套管頭部端面有明顯的腐蝕凹坑和溝槽,后經堆焊修復,使用周期也不足半年。當單只熱偶保護套管發生磨損甚至磨穿后,熱偶將直接接觸裂解氣,裂解氣中的焦炭將附著于熱偶表面,致使溫度熱偶傳感器不穩定發生溫度漂移,導致裂解爐出口溫度測量值發生失真,從而影響該臺爐子爐管出口溫度(裂解爐爐管出口溫度是40只熱偶的平均值),嚴重制約了裂解爐正常生產運行。同時熱偶套管磨穿后,會導致高溫裂解氣沿著保護套管發生泄漏著火現象,嚴重威脅裝置的安全、平穩生產。
對影響裂解爐在線運行時間的主要因素進行分析,對裂解爐燒焦工藝從減弱燒焦初期的反應強度著手,對燒焦過程進行優化,在燒焦后期加強對爐管的硬質焦和廢熱鍋爐入口處焦的處理,進一步提高裂解爐管的清潔度,同時杜絕在燒焦過程中掉焦事件的發生,延長裂解爐的在線投料時間。同時對裂解爐爐管出口熱電偶保護套管磨穿進行了原因分析:一是保護套管材質在高溫下發生金屬塵化腐蝕;二是高溫裂解氣流對保護套管的沖蝕磨損。從套管材質和高溫氣流的沖蝕著手,延長套管的使用壽命,延緩裂解爐管的結焦。
2 制定方案
2.1 優化燒焦程序
裂解爐燒焦主要就是將裂解爐退出生產序列,進行離線清焦。裂解爐燒焦的主要反應是:C+02、C02+Q、2C+022CO+Q、C+H20C0+H2-Q[4],反應主要生成CO和CO2,前兩個是碳和氧發生反應,是放熱反應,第三個是水煤氣反應,是吸熱反應。
通過對裂解爐燒焦氣的數據分析和燒焦過程中的現場實際情況對比,在燒焦過程初期的反應較為劇烈,因爐管焦層較厚,在初期反應溫度因焦量多不易控制,特別是有些表層浮焦容易掉焦堵塞爐管;經過2 h后反應進入平緩期,燒焦后期反應對硬質焦和廢熱鍋爐入口的焦清除效果不佳。
針對裂解爐燒焦程序(時間-溫度-空氣量)等可調參數進行優化,通過降低起始反應的空氣量,平穩嚴格控制燒焦的反應溫度及升降溫速率[5],防止初期燒焦反應速度過快或溫度波動造成掉焦堵塞爐管。根據燒焦氣分析對燒焦時間的每個節點進行管控,當燒焦氣中的CO和CO2含量(小于0.2%)由波峰逐漸降低趨于穩定后,說明在此溫度和空氣量下的反應已經完成,接著應進行下一階段的反應,按照燒焦分析數據及時增加空氣量、提高反應溫度,盡量縮短燒焦用時[6],同時在燒焦末期將燒焦反應溫度提高至880℃,將爐管內的硬質焦和廢熱鍋爐入口處的燒焦反應完全,提高燒焦質量,保證裂解爐管處于清潔管的狀態。
按上述步驟對燒焦過程進行總結提煉,形成裂解爐燒焦四步優化操作工作法,并在車間工藝操作規程中進行固化。即:一是穩定裂解爐出口溫度[7],在裂解爐退出正常生產的過程中,在不同的燒焦階段分段逐步提高爐出口溫度,防止溫度大幅波動造成焦塊剝離脫落堵塞爐管;二是嚴格升降溫速率,在裂解爐燒焦期間升降溫速率按每分鐘1℃操作,避免燒焦溫度一次到位,導致反應劇烈引起的爐管局部超溫;三是優化控制空氣量,將燒焦空氣量由原來的固定值改為分步加入,在低溫區(800℃)先通入少量燒焦空氣,根據燒焦氣的分析逐步增加空氣量,使氧含量逐漸增加,燒焦溫度按空氣量逐步提溫,減少燒焦時產生的熱量對爐管的熱沖擊,平穩控制燒焦反應速度;四是縮短燒焦時間,將原來的停止投料蒸汽吹掃2 h,改為停料吹掃1 h后通燒焦空氣,根據燒焦溫度、廢熱鍋爐出口溫度等指標,及時增加空氣,降低燒焦反應過程空閑等待的時間,將原燒焦時間由36 h縮短至24 h,減少燒焦時間[8],增加裂解爐運行時間。具體優化程序前、后裂解爐燒焦曲線見圖1、圖2。

圖1 優化前裂解爐燒焦曲線Fig.1 Coke-burning curve of cracking furnace before optimization
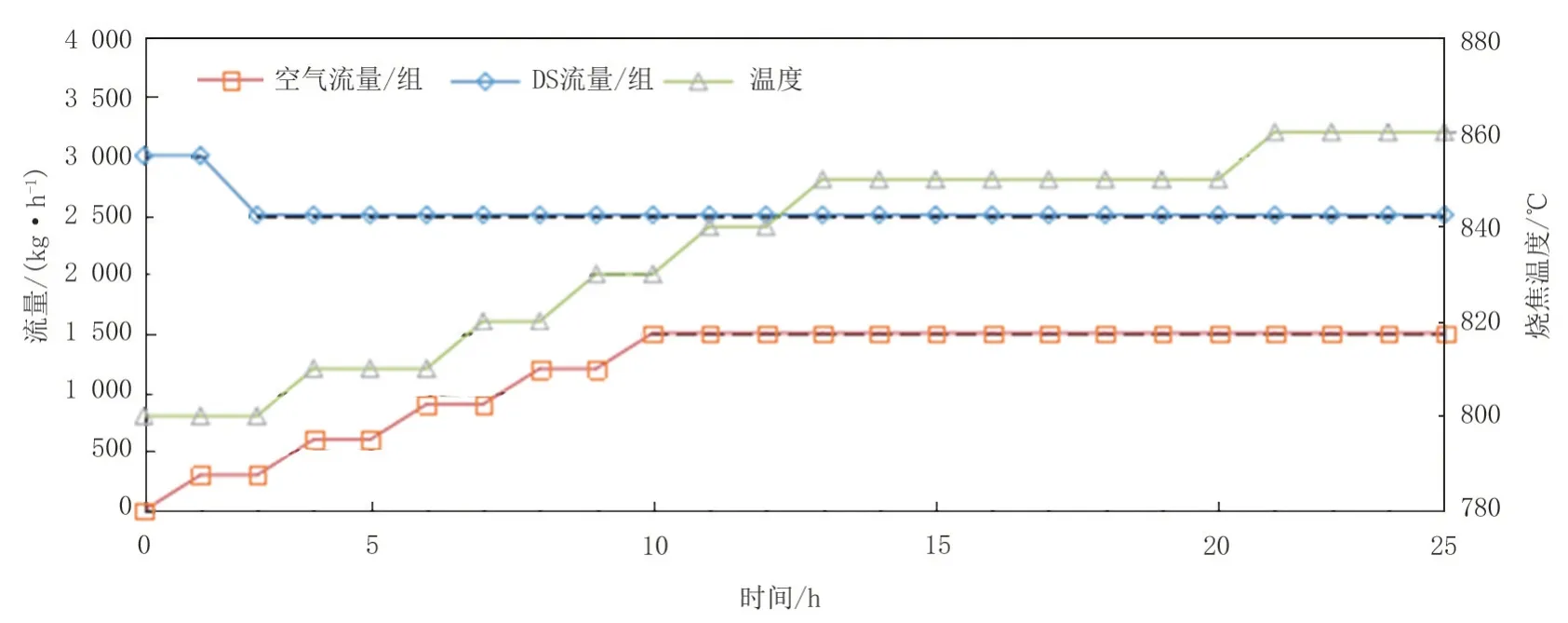
圖2 優化后裂解爐燒焦曲線Fig.2 Coke-burning curve of cracking furnace after optimization
通過對燒焦程序的優化,尤其是對裂解爐出口溫度的穩定性控制,在縮短燒焦時間的同時,避免了因爐管溫度波動造成掉焦和堵塞現象的發生,提高了燒焦質量,進一步提高了裂解爐管的清潔狀態,解決了因結焦物引起的爐管表面溫度、爐膛溫度過高造成裂解爐運行周期短的現象,延長裂解爐的運行時間。
2.2 改進熱偶套管
在乙烯生產中,裂解深度是衡量裂解爐內裂解反應進行程度的重要指標,為了獲得一定的乙烯收率,必須將裂解深度控制在適當的范圍之內,目前國內大部分乙烯裂解爐裝置均采用爐管出口溫度來表征裂解深度,所以對裂解爐出口溫度必須實現精準的控制。
一臺裂解爐有4組進料,每組有10只表面熱偶,它們的平均值作為該組爐出口溫度調節器的測量值,通過調節這些出口溫度值偏差,來達到平衡各組爐出口溫度的目的,保證裂解爐各組出口溫度滿足工藝要求,從而控制整臺裂解爐的出口溫度。所以裂解爐表面熱電偶在乙烯生產中起著重要的作用,它是控制裂解反應最基本的指標之一,是監控、測量裂解反應進行的重要測量元件。為延長熱電偶使用壽命一般采用熱偶套管進行保護,而熱偶保護套管在高溫、高速氣流的工作狀態下,發生腐蝕磨損甚至磨穿后,造成裂解爐出口溫度測量值發生失真,從而影響該組爐管的出口溫度,影響整臺爐子的裂解深度,無法達到預期的裂解產物,嚴重制約了裂解爐正常生產運行。
原設計熱偶安裝在輻射爐管的出口位置,改造前熱偶套管結構見圖3,套管頂部伸進爐管中心部位。通過對熱偶套管磨損原因的分析,主要為沖蝕磨損和金屬塵化腐蝕,決定對套管結構形式進行改進,選用高溫、耐腐蝕、抗沖刷的合金材料,同時將套管頭部由40 mm縮短20 mm,同時,減少高溫氣流對套管的沖蝕,這樣改進后將熱偶套管頭部從爐管中心縮至爐管內壁附近,改造后熱偶套管結構見圖4。為了防止套管與高溫裂解氣直接接觸發生滲碳和金屬塵化,對套管頭部進行了表面涂層保護處理,采用鈷鉻鎢涂層分兩層噴涂[9],每層厚度不小于1.6 mm,硬度HRC大于37,涂層進行滲透檢查,同時,外表面進行打磨處理,表面粗糙度為1.6。外加涂層使套管外表面光滑,使未燃燒完的焦油不易黏在套管外壁,且使套管與原來的熱偶長短相配合。改進后的熱偶套管既滿足與原來的熱偶接管形式完全匹配,減少溫度測量的滯后,又避免因縮短熱偶對裂解爐出口溫度的影響。同時為了防止熱偶套管密封失效泄漏高溫裂解氣,更換了耐高溫材質鋼墊,有效防止高溫下墊圈與套管座及套管的高溫黏結,有良好的密封效果。
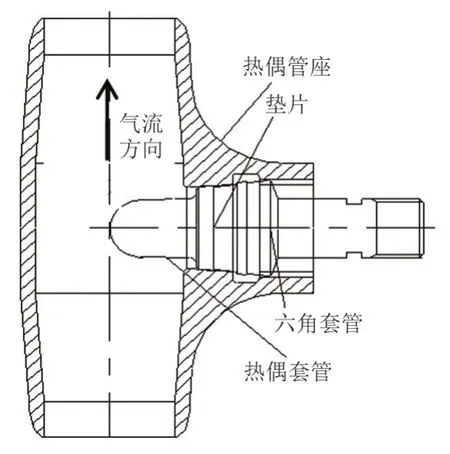
圖3 改造前熱偶套管結構Fig.3 Structure diagram of hot coupling casing before transformation

圖4 改造后熱偶套管結構Fig.4 Structure diagram of hot coupling casing after transformation
通過以上一系列創新整改措施,有效延長了熱電偶套管的使用壽命。
在裂解爐停爐搶修期間,對裂解爐熱電偶套管進行整改更換,因熱偶套管而引起的裂解爐出口溫度指示失真問題基本解決。裂解爐熱偶保護套管經改進投用后,爐管COT偏差較之前有明顯改善,各爐管出口COT偏差小于或等于5℃。通過準確的測量爐管出口裂解氣的真實溫度,可以有效控制各爐出口溫度偏差,使各爐管的裂解深度保持一致,減小了熱偶套管在爐管中心處的阻力,從而減緩了裂解爐的結焦,有效地改善了爐子的運行效果,增加了裂解爐的在線運行時間,提高了裂解反應的選擇性。
3 實施效果
3.1 直接效益
裂解爐熱電偶套管更換后,因熱偶套管而引起的爐管結焦甚至堵塞問題基本解決,減少了燒焦次數;采用新的燒焦程序,將原燒焦時間由36 h縮短至24 h。總的裂解爐開工率由88.37%提高到89.85%。
采用新燒焦方法之后,每次燒焦節省12 h,按每年燒焦8次計算可增加投料時間96 h。按單臺裂解爐生產能力4×104t/a,年生產8 000 h計算,每小時可產乙烯5 t、丙烯2 t。則每年增產的乙烯480 t、丙烯產量為192 t。按每噸乙烯成本3 500元、丙烯成本3 200元,銷售單價每噸乙烯7 000元、丙烯6 500元計算,則單爐年增經濟效益231.36萬元。若按現裝置4臺裂解爐計算,年增經濟效益約為925萬元。
3.2 間接效益
裝置現有4臺裂解爐,措施實施后,每年可減少3~5次爐管掉焦事件。按每次停爐檢修時間至少需要40 h(升降溫過程28 h,疏通爐管及其它12 h)計算,若因操作不當爐管掉焦一次,停工處理則損失96.4萬元。則每年可創效益289.2萬元~480萬元。
3.3 社會效益
避免了裂解爐頻繁升、降溫對裂解爐管的機械損害,延長了裂解爐管的使用壽命,減少了裂解爐的停爐人工機械清理的工作,減輕了員工的勞動強度。燒焦時間的縮短可大大減少燒焦過程排放氣對大氣的污染[10]。
4 結論
1)新的燒焦方法有效提高了裂解爐出口溫度的穩定性,縮短了燒焦時間,由36 h縮短至24 h;提高了燒焦質量,進一步提高了裂解爐管的清潔狀態,延長了裂解爐在線運行時間。
2)通過對熱電偶套管的改進,一是降低了裂解氣對套管的沖蝕,延長套管使用壽命;二是降低了裂解爐管的阻力降,提高了裂解反應的選擇性,有利于裂解反應的發生,延緩裂解爐管的結焦,提高了裂解爐的開工率,同時消除了因熱偶套管腐蝕泄漏高溫裂解氣的安全隱患。
3)通過優化工藝、精準操作等措施實現了裝置的安全、平穩、長周期運行,降低裝置的能、物消耗,進一步提升了裝置運行技經水平,為企業提質增效作出了貢獻。