Ti6Al4V薄板脈沖激光拼焊焊縫成形及力學性能
2022-12-02 09:54:54孔斌杜心偉海沁雨陳紀城劉仁培魏艷紅
焊接 2022年9期
關鍵詞:焊縫
孔斌, 杜心偉, 海沁雨, 陳紀城, 劉仁培, 魏艷紅
(南京航空航天大學,南京 211100)
0 前言
鈦合金具有密度小、剛度高、熔點高、耐腐蝕性好等優點,已經成為航空、航天、醫療等領域不可或缺的關鍵結構性材料[1-3]。在眾多鈦合金中,Ti6Al4V合金因其密度低、比強度高、耐腐蝕性能好而應用最為廣泛[4-5]。Ti6Al4V合金作為目前運用最成熟的鈦合金,具有優良的綜合成本,加工工藝也更為成熟[6]。目前,用于Ti6Al4V合金的焊接方法主要有鎢極氬弧焊(TIG)、電子束焊、激光焊和等離子弧焊等。研究表明,對鈦合金薄板進行傳統TIG焊接時,由于熱輸入較大容易增大粗晶脆化傾向并產生較寬的熱影響區[7]。電子束焊雖然可以獲得深寬比大、成形較好的焊縫,但其設備昂貴,焊接時需要真空環境,因此不適合大批量的生產要求。等離子弧焊的焊接工藝參數較多,對焊接操作人員的技術水平具有較高要求。相比于以上焊接技術,激光焊憑借其精度高、焊接質量高、效率高、柔韌性好、變形小等優點,已經作為一種極具前景的鈦合金焊接技術在工業上得到了廣泛的應用[8-10]。
激光焊按其輸出能量的連續性,可細分為脈沖激光焊和連續激光焊。脈沖激光焊可以理解為單個點焊的多次疊加[11]。相比較連續激光焊,脈沖激光焊具有屈曲低、熱影響區窄、晶粒細等優點。在實際的激光焊拼接過程中,常采用連續性激光進行焊接,由于焊接過程中板與板之間存在毛刺、工裝誤差等原因,裝配間隙的精確控制一直是一個難題。溝槽間隙容易局部增大,導致激光輸入損耗,甚至對于光斑直徑較小的激光束會直接丟失。從而減少了工件的熔化,未能在間隙上形成連續的液橋,導致嚴重的不對中、焊漏和焊穿等缺陷[12]。Gao等學者[13]研究了不同焊接條件下脈沖Nd: YAG激光焊接Ti6Al4V合金的焊接斷面和顯微組織對力學性能的影響。Kumar等學者[14]研究了激光焊接Ti6Al4V合金過程中冷卻速率對接頭微觀結構和力學性能的影響,并發現隨著冷卻速率的增加,初級α相的體積分數和α+β片層間距的變化大大改善了材料的力學性能。盡管目前已有學者對鈦合金的激光焊進行了研究,但大多都沒有考慮間隙對焊縫成形的影響,有關鈦合金薄板激光拼焊的工藝特性、脈沖激光焊工藝參數對接頭組織與性能的影響等方面的研究還不夠系統和深入。
基于鈦合金在焊接過程中存在的主要問題及實際應用需求,對 Ti6Al4V薄板進行連續激光及脈沖激光拼焊對比試驗,分析脈沖頻率、對接間隙及激光峰值功率3個工藝條件對焊縫成形的影響。根據試驗結果分析脈沖參數對接頭顯微組織及力學性能的影響,優化焊接工藝參數,以期為實際鈦合金構件的激光焊接生產提供技術支撐。
1 試驗材料及設備
1.1 試驗材料
試驗母材采用的是1.2 mm厚的Ti6Al4V合金板材,狀態為退火態,材料標準滿足GB/T 3621—1994《鈦及鈦合金板材》,其主要化學成分見表1。鈦合金板在室溫下的力學性能為:抗拉強度970 MPa,屈服強度863 MPa,斷后伸長率10.2%[15]。將母材加工成尺寸為100 mm × 50 mm× 1.2 mm的焊接試樣,采用對接接頭形式。在焊接開始前,對鈦合金薄板待焊面采用粗砂紙進行打磨,并用無水乙醇對表面油污進行處理,在薄板烘干后2 h內完成試驗。

表1 Ti6Al4V鈦合金的化學成分(質量分數,%)
1.2 試驗設備
文中使用的焊接設備是德國通快公司生產的TruLaser cell 3000激光加工系統。該加工系統由TruDisk 4001光纖激光器、傳輸光纖、操作箱體組成,試驗系統的搭建如圖1所示。其中TruDisk 4001激光器屬于碟片激光器,其功率可在80~4 000 W范圍內調節,激光波長為 1 030 nm,光纖最小直徑為 100 μm。焊接過程中的焊接速度、激光功率等工藝參數采用自動化程序在操作面板上進行輸入。同時為了抑制鈦合金薄板在焊接過程中發生焊縫金屬氧化現象,采用30 L/min的純氬對焊縫進行正面保護,15 L/min的純氬進行背面保護。
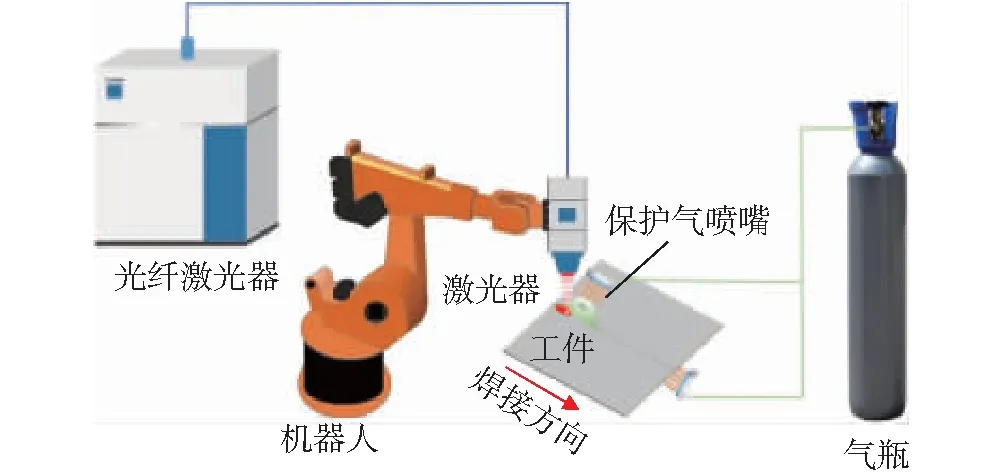
圖1 激光焊接平臺示意圖
焊接件分別用連續激光和脈沖激光進行焊接,Ti6Al4V薄板激光焊接工藝參數見表2。前3組試件采用連續激光在無對接間隙的條件下進行焊接,第4組~第6組采用連續激光在預留0.2 mm對接間隙的條件下進行焊接,最后3組采用脈沖激光在預留0.2 mm對接間隙的條件下進行焊接。文中主要考慮是脈沖頻率、對接間隙及激光峰值功率3個工藝條件對焊縫成形的影響。焊接完成后采用電火花線切割截取接頭分析測試試樣。接頭金相試樣經打磨拋光后,采用Kroll試劑(2 mL HF + 4 mL HNO3+ 100 mL H2O)進行腐蝕,使用4XC金相顯微鏡對焊縫橫截面進行宏觀形貌觀察和顯微組織分析。焊接接頭的顯微硬度分布采用HXS-1000AC型雙壓頭顯微硬度計進行測試,測量點之間的間距為0.25 mm,加載載荷為1.96 N,持續時間15 s。根據 GB/T 2651—2008《焊接接頭拉伸試驗方法》,將焊接接頭加工成如圖2所示的標準拉伸試樣,圖中各尺寸均以mm為單位。采用MTS Exceed E45型萬能電子拉伸試驗機對接頭進行拉伸試驗,加載速率設置為2 mm/min,標距L0設置為30 mm,采用TESCAN電離雙束電子顯微鏡對拉伸斷口形貌進行觀察。
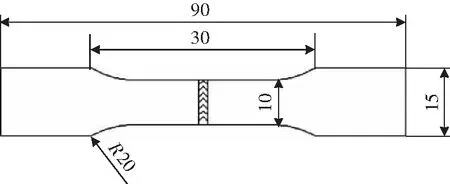
圖2 焊接接頭拉伸試樣形狀尺寸
2 試驗結果及分析
2.1 焊縫表面成形
采用表2所列焊接工藝參數進行試驗獲得的9組焊縫表面成形如圖3所示。通過觀察9組試樣焊縫的表面成形,可以發現1~6組具有較明顯的焊接缺陷。前3組采用無間隙的連續激光焊接,第2組和第3組隨著激光功率的增大出現了非常嚴重的焊穿現象。第1組焊縫也在焊接初始階段存在部分焊穿現象,主要原因是初始階段的焊接熔池不穩定。當增大對接間隙時,第4~6組焊縫成不均勻鏈條狀,且第5組焊縫出現一小段未熔合,鏈條狀焊縫之間出現部分焊穿孔洞。由于連續激光使薄板邊緣熔化,在反沖壓力、表面張力、重力作用導致的靜流體壓力及金屬蒸氣的共同作用下,熔融金屬朝著對接間隙流動。但連續激光熱輸入較大,間隙的存在使得冷卻時間更長,因此未能及時冷卻凝固形成良好的焊縫。第7組~第9組在原有0.2 mm對接間隙的基礎上改變了焊接方式,采用脈沖激光進行焊接,得到了3組表面成形優良的焊縫。3組焊縫均無焊漏、焊穿、微裂紋現象,焊點重疊緊密,呈魚鱗狀排列。

圖3 焊縫表面成形
試驗實施的脈沖激光焊采用特定的脈沖波形并配合較大的激光光斑直徑,調制脈沖波形如圖4所示。在峰值部分熱輸入較高,其余時間段熱輸入呈線性變化,導致冷卻速度比連續激光焊更快,在很大程度上降低了焊縫焊漏、焊穿的幾率。第7組~第9組焊縫雖出現部分輕微氧化現象,但相較于前6組焊縫表面成形十分優異,說明脈沖激光焊工藝更適合1.2 mm Ti6Al4V合金薄板的拼接。考慮到連續激光焊在Ti6Al4V合金薄板拼接中,存在或多或少的焊接缺陷,以下研究僅針對不同峰值功率下的Ti6Al4V薄板脈沖激光焊接頭進行開展。
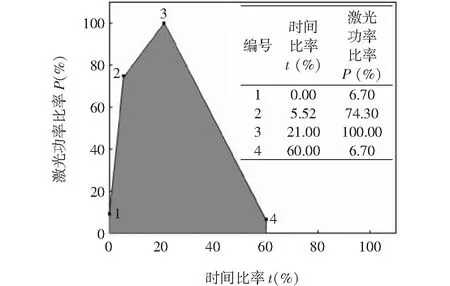
圖4 激光脈沖波形圖
2.2 焊接接頭宏觀形貌
圖5為第7組~第9組采用焊接速度1.8 m/min、不同峰值功率條件獲得的接頭焊縫橫截面宏觀形貌。可以很明顯地觀測到焊縫橫截面呈對稱狀,且熔合線內出現較為粗大的柱狀晶粒。觀察焊接接頭的橫截面發現靠近上下表面的熔合線較寬而中間部位的熔合線較窄。3組試樣均呈現上下表面向里凹陷,焊縫中央略微凸起的特征。該特征是預留0.2 mm間隙導致的正常現象,間隙兩側的薄板經激光照射后熔化,熔融金屬在反沖壓力、重力、表面張力等作用下向間隙處收攏填充。具有高能量密度的激光束穿透試件中部并在試件的底部形成反沖金屬液流,進而擴大底部的熔化區域。當激光功率達到峰值功率以后,激光功率逐步衰減,隨著激光熱源的逐步移動,脫離熱源作用的上下表面液態金屬率先凝固,形成焊縫中部的微凸。對焊接接頭的上下熔寬、半腰寬、表面內凹、根部內凹進行標定測量,測量位置如圖5中所標記。
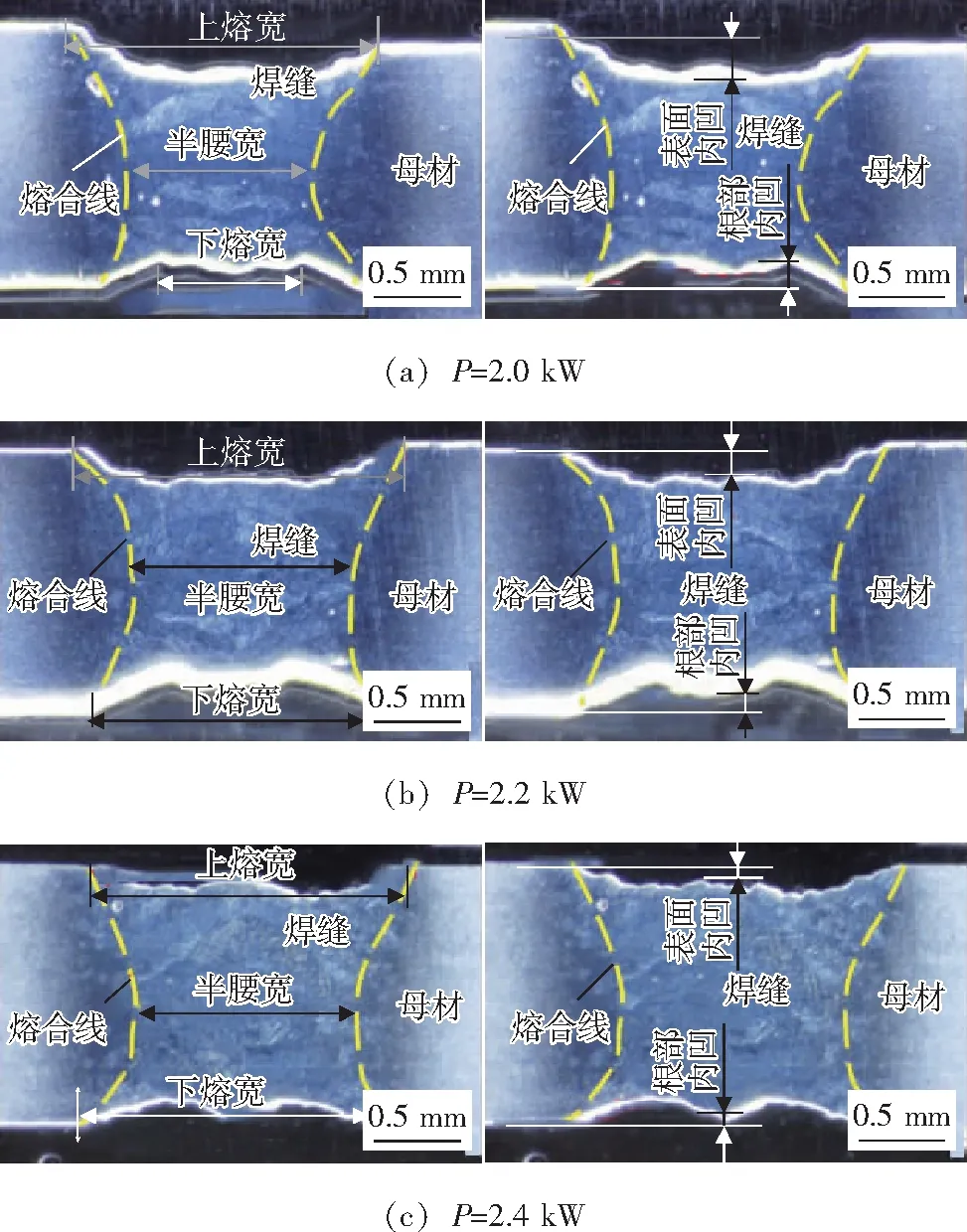
圖5 不同峰值功率下的焊縫橫截面形貌及特征尺寸
3組試樣的特征尺寸采用柱狀圖被統計在圖6中,通過對比接頭的表面熔寬等特征尺寸可以發現:隨著焊接峰值功率的增大,試樣的上下熔寬、半腰寬增大,表面內凹減小,根部內凹基本保持不變。這是由于峰值功率增大,同一脈沖周期的焊接熱輸入增大,從薄板兩側熔化的金屬不斷增多并填向間隙,從而表現出熔寬增加、表面內凹減小。
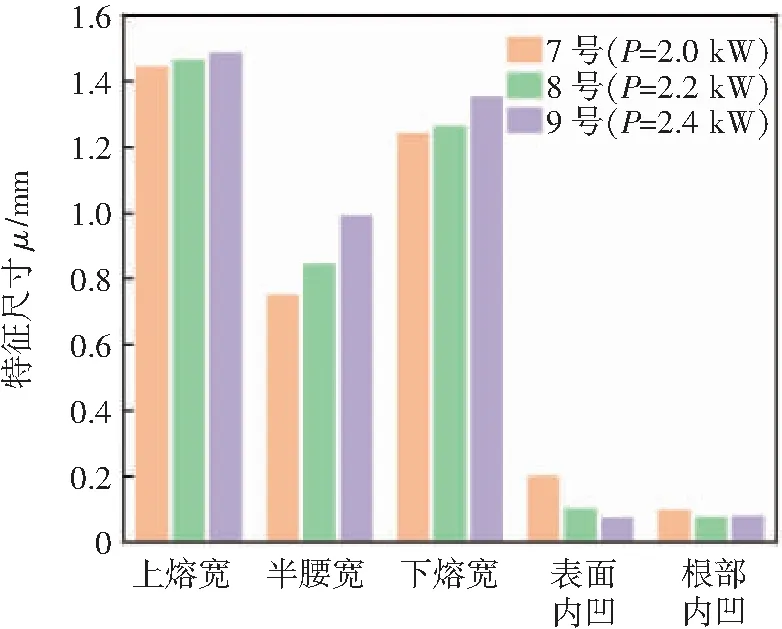
圖6 不同峰值功率下的焊接接頭特征尺寸
2.3 焊接接頭顯微組織
Ti6Al4V薄板脈沖激光拼焊接頭不同部位的顯微組織如圖7所示,其中圖7a為母材顯微組織形貌,很明顯地觀測到Ti6Al4V鈦合金是由 (α+β) 兩相等軸晶組織組成。其中白色的是拉長的基體α相,黑色的是晶間β相。通常富V的β相在室溫下存在的量較少,這一點可以從母材顯微組織圖明顯的看出。隨著激光功率不斷提高,當Ti6Al4V合金溫度達到高溫相變點(980~995 ℃)時,α相將全部轉變為β相,熱影響區的組織呈現梯度分布的特征。靠近焊縫的晶粒在強烈的熱影響下不斷長大,而遠離熔合線、靠近母材區域的組織則部分保留了原始母材的微觀組織特征。圖7b展示了熱影響區的顯微組織,熱影響區中靠近高溫熔池的晶粒在激光作用下迅速長大并形成粗大的等軸β相,脫離激光熱源作用后就迅速冷卻發生馬氏體相變,以切變方式形成了圖中的短針狀α′相[16]。圖7c是焊縫的顯微組織,由圖可見,焊縫存在粗大的β柱狀晶,晶粒尺寸可達近250 μm。柱狀晶內部也存在大量針狀α′相。由于焊縫溫度更高且冷卻速度較快,使得焊縫獲得的針狀α′相比熱影響區的長度尺寸更大。同時,整體觀察焊縫的形貌未發現明顯的氣孔出現,說明在該參數下焊接接頭質量優異。圖8展示了7號、8號及9號試樣在不同激光峰值功率條件下獲得的焊縫顯微組織。隨著激光峰值功率的增加,焊接過程的熱輸入相應的提高,更大的溫度梯度造成了快速冷卻條件,在隨后的快速冷卻過程中更多的β相轉變成針狀α′相。通過圖8可以看出:當激光峰值功率增加時,焊縫的β柱狀晶變得更加粗大,同時長針狀的α′相也不斷增加。

圖7 焊接接頭不同區域的顯微組織
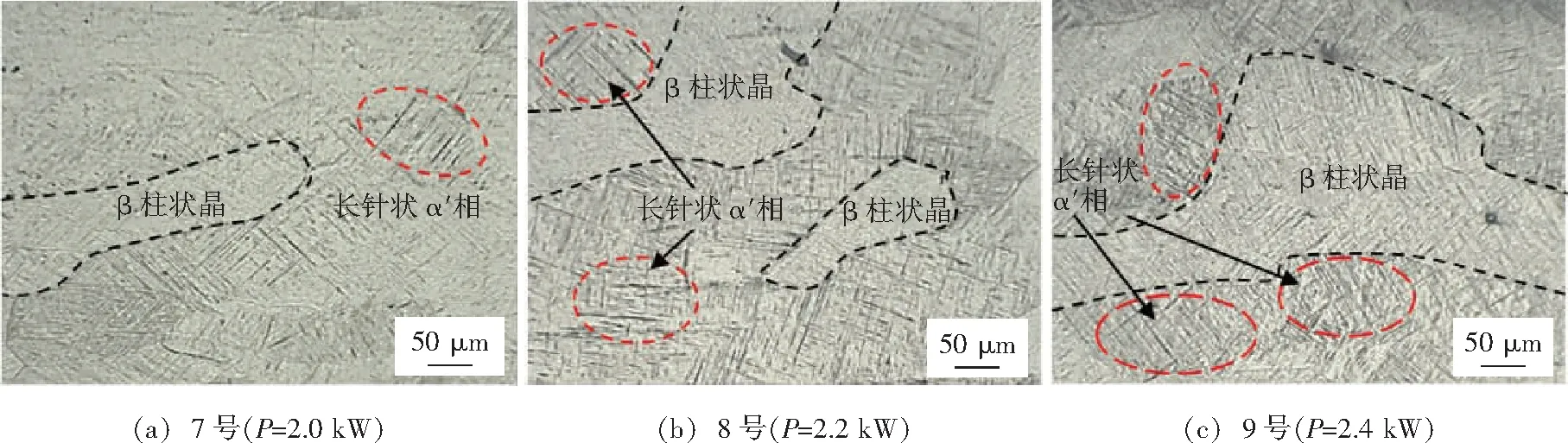
圖8 不同激光峰值功率下的焊縫顯微組織
2.4 焊接接頭顯微硬度
不同峰值功率作用下的焊接接頭橫截面顯微硬度分布如圖9所示。從圖9中可以看出焊縫的顯微硬度高于熱影響區,熱影響區的顯微硬度高于母材。當激光峰值功率為2.0 kW, 2.2 kW, 2.4 kW時,焊縫中心處的平均硬度分別到達372.9 HV,375.3 HV和379.2 HV,母材的平均硬度為335 HV。隨著激光峰值功率增加,焊縫中心的硬度呈現增長趨勢。對比不同激光峰值功率下的焊縫顯微組織,可以發現激光峰值功率較大的焊接接頭其焊縫有更多的β相轉變成了針狀α′相,而針狀α′相具有高的位錯密度和孿晶,大量的晶界與針狀α′相一起產生,這使得焊縫的顯微硬度明顯增大。同時焊縫的硬度也出現了高低起伏的現象,這是由于焊縫快速冷卻后,焊縫組織成分不均勻所導致的。熱影響區的顯微硬度有著很明顯的下降趨勢,主要是由于在這一區域內,材料距離焊縫越遠受激光熱源的作用會逐漸減弱,馬氏體轉變減少,組織中的針狀馬氏體數量急劇下降,導致其顯微硬度也明顯變低。
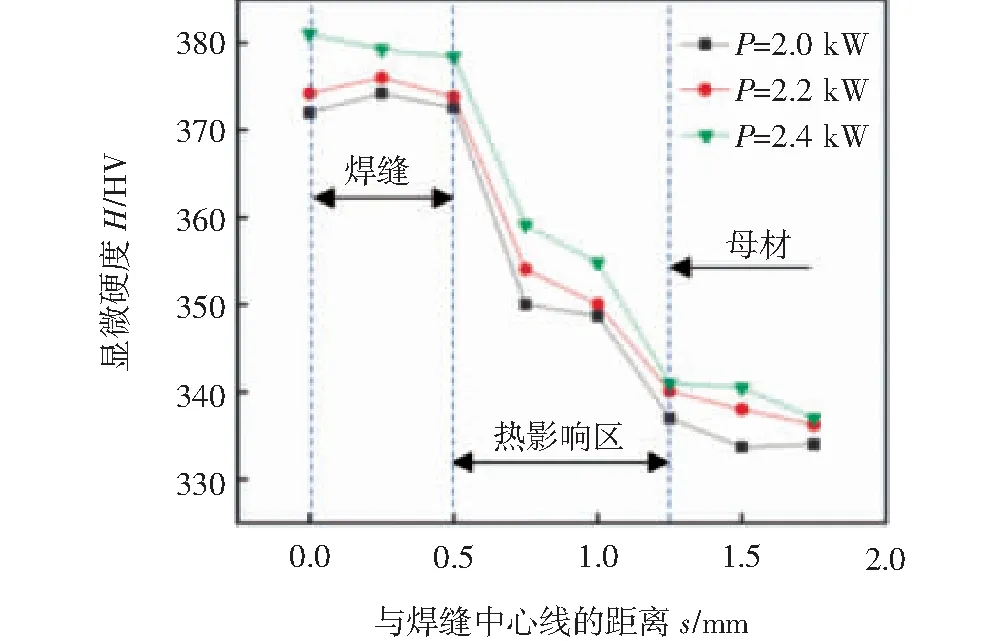
圖9 接頭區域顯微硬度分布曲線
2.5 焊接接頭力學性能
表3列舉了不同峰值功率下的Ti6Al4V薄板脈沖激光拼焊接頭拉伸試驗結果。試樣斷裂位置均位于焊縫處,在脈沖激光的作用下,間隙兩側的薄板自熔形成熔融金屬液,充填了0.2 mm的間隙,但是由于沒有額外的熔融金屬進行補充,使得焊后的焊縫比熱影響區及母材更薄,抗拉性能下降。故焊接接頭的抗拉強度達不到母材的標準,均位于焊縫處斷裂。但3組試樣的抗拉強度均能達到母材90%以上,說明采用大光斑加脈沖的激光焊接工藝可以使含預留間隙的薄板產生較好的連接。在焊接速度、脈沖頻率及對接間隙一定的情況下,當激光峰值功率從2.0 kW增大到2.4 kW的過程中,抗拉強度隨峰值功率的增大在逐漸減小。經過測量發現拉伸試樣的斷后伸長率也發生了同樣的變化,這是在焊接過程中,由于峰值功率的增大導致焊縫熱輸入增大,熔融金屬在高溫狀態停留時間變長,從而使得焊縫處晶粒生長的愈發粗大,降低了焊縫處的抗拉強度。
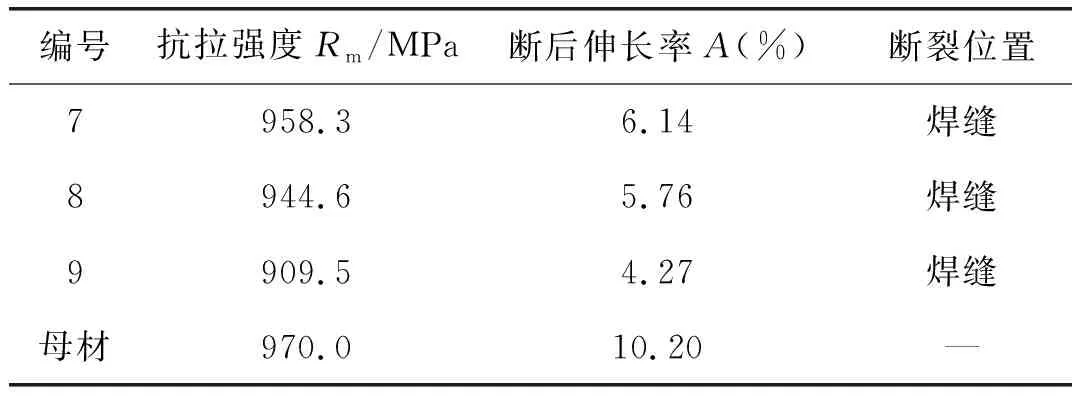
表3 不同峰值功率下焊接接頭拉伸試驗結果
不同峰值功率下的拉伸斷口微觀形貌如圖10所示,結合拉伸斷口宏觀形貌發現斷口表面無明顯裂紋,斷口表面較為平整、規則,狀如刀鋒。斷口斷面與拉伸軸線方向近似成45°,與最大切應力方向保持一致,且在高倍電鏡下發現大量韌窩。綜上判斷Ti6Al4V薄板脈沖激光拼焊接頭的斷裂方式為韌性斷裂中的微孔聚集型斷裂[17]。觀察7號~9號試樣的高倍斷口形貌可以發現隨著激光峰值功率的增加,韌窩尺寸逐漸變小,因此塑性相應降低。
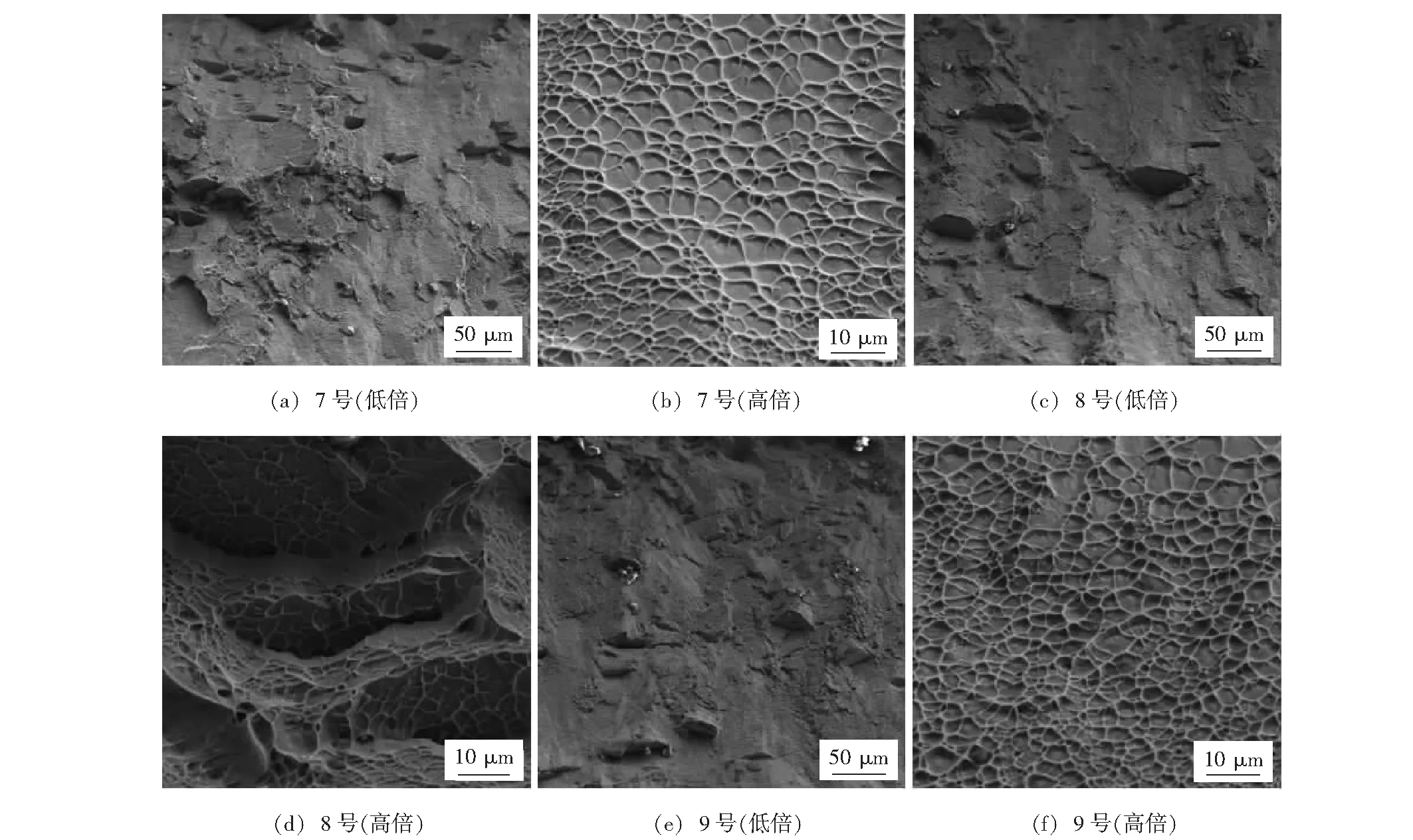
圖10 不同峰值功率下的拉伸斷口微觀形貌
3 結論
(1)相比較連續激光焊,脈沖激光焊焊縫熔池中的熔融金屬冷卻時間更短,焊縫具有屈曲低、熱影響區窄、晶粒細等優點,更適合薄板鈦合金的拼接。采用大光斑加特定波形的脈沖激光焊工藝的焊縫無焊漏、焊穿、微裂紋現象,焊點重疊緊密,呈魚鱗狀排列。
(2)Ti6Al4V鈦合金薄板脈沖激光拼焊的最佳焊接工藝參數為:脈沖頻率40 Hz,占空比60%,激光峰值功率2.0 kW,光斑直徑0.7 mm,焊接速度1.8 m/min。在此焊接工藝參數下獲得的焊縫成形較好,抗拉強度可達母材的98%。
(3)Ti6Al4V薄板脈沖激光拼焊接頭的焊縫由粗大的柱狀β晶粒和針狀α′相組成,熱影響區由于迅速冷卻發生馬氏體相變,形成了短針狀α′相。當激光峰值功率增加時,焊縫的β柱狀晶變得更加粗大,同時長針狀的α′相也不斷增加。
(4)隨著激光峰值功率的增大,接頭的上下表面熔寬、半腰寬增大,表面內凹減小,根部內凹基本保持不變,焊縫的顯微硬度明顯增大,抗拉強度逐漸減小。接頭斷口斷面與拉伸軸線方向呈45°,斷口含有大量韌窩,斷裂方式屬于韌性斷裂中的微孔聚集型斷裂。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07