變速器倒擋內花鍵變形控制研究
2022-12-03 06:39:16馬堅
汽車工藝師 2022年11期
關鍵詞:變形
馬堅
江鈴汽車股份有限公司 江西南昌 330001
汽車變速器520機型設計上采用的是倒擋與中間軸通過花鍵形式聯接,即倒擋內花鍵與中間軸外花鍵相連裝配,實現了結構緊湊、加工簡單。但是倒擋內花鍵對熱處理工序加工不夠友好,零件滲碳淬火后內花鍵出現軸向錐度大、M值超差現象,無法通過塞規,合格率低。
問題提出
江鈴汽車股份有限公司生產的一款變速器520機型用于商用車,其倒擋齒輪結構設計為內花鍵(見圖1),與中間軸外花鍵相配。在零件滲碳淬火(以下簡稱熱處理)后,內花鍵呈現軸向錐度,M值超差,無法通過塞規檢測,不合格率高達20%以上。對于不合格品,采取的措施主要是通過熱后推刀硬拉的方式修正花鍵,必要時硬車內花鍵小徑,以此來減少零件報廢。
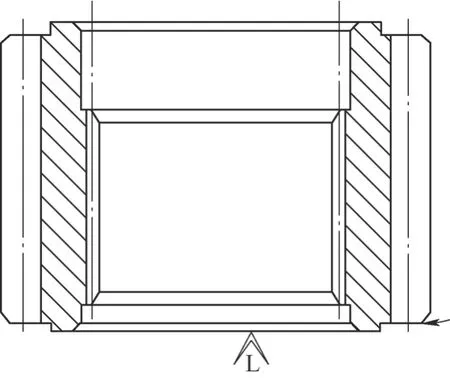
圖1 零件結構示意
內花鍵結構的熱處理變形問題一直是機械加工和熱處理行業的疑難問題。變速器520機型年產量為10萬臺左右,按20%的不合格率來計算,每年就有2萬件零件不合格。即使全數返工,最終也有10%左右的零件因變形嚴重無法返工回用而報廢。如何控制倒擋內花鍵熱變形,提高零件熱加工后合格率成為擺在工程技術人員面前的一道難題。
倒擋內花鍵熱變形控制研究
影響內花鍵熱變形的因素很多,根據零件的結構特點及加工路線來看,主要有原材料、鍛造、機加工和熱處理四個方面。因此,控制內花鍵變形需要從這四個方面協同開展。
1.原材料因素
該倒擋齒輪材料為20CrMoH,材料冶煉工藝穩定,淬透性好,碳氮共滲工藝性能良好,熱處理后的變形量小,加工制造性能和焊接性能均良好,適宜用于制造中小模數齒輪和軸類等零件。但是原材料的冶煉控制和質量波動需要得到保障,才能減少原材料帶來的變形影響。
考慮到該倒擋齒輪結構為薄壁,而淬透性是影響變形的重要因素,因此在可能的條件下,選取較低的淬透性原材料,并盡量減少淬透性帶寬,有利于零件熱處理變形。基于此,最終確定倒擋齒輪選用20C r M o H-L1型材料,末端淬透性滿足J5=35~43HRC,J9=29~37HRC,J15=23~31HRC。
2.鍛造與預熱處理因素
合適的鍛造工藝能夠使得鍛件內部致密且組織均勻,有利于控制最終熱處理的零件變形。鍛造過程中的氧化、脫碳、過熱、過燒、鍛造流線及鍛造裂紋等缺陷,會影響齒輪內花鍵的變形,需要選擇合適的鍛造溫度、鍛造模具、鍛造方式等工藝,并保持穩定。鍛造后的預熱處理一般是正火,正火的溫度、保溫時間、冷卻速度與冷卻方式等需要確定合適的參數,并保持穩定。必須穩定鍛造與預熱處理過程,減少該過程的波動,以降低最終熱處理的零件變形。
3.機加工工藝因素
該零件為熱前冷拉方式加工內花鍵。加工內花鍵的方式有兩種:臥式拉床和立式拉床。拉花鍵的方式有兩種:正向拉花鍵和反向拉花鍵。倒擋齒輪內花鍵上下兩端結構基本上屬于勻稱,結構對稱,驗證正向拉花鍵和反向拉花鍵無顯著區別;比較臥式拉床和立式拉床拉花鍵后的軸向錐度,臥式拉花鍵錐度為0.035mm,立式拉花鍵錐度為0.02mm,立式拉花鍵錐度更小,選擇立式拉床加工。
4.熱處理工藝因素
通過前面三個方面的分析和控制,已經把影響倒擋內花鍵熱變形的外部因素降低到了最小,接下來是最為關鍵的熱處理工序。整個熱處理過程由滲碳、淬火和回火三個主要部分構成,影響內花鍵變形的關鍵因素有滲碳溫度、淬火溫度、淬火油溫、攪拌速度、工裝及裝爐方式等。
(1)滲碳溫度 滲碳溫度過高,齒輪升溫速度過快,零件內外溫差大,形成較大的熱應力,不利于后續的變形控制。因此為減小變形,滲碳溫度從920℃調整為890℃,此溫度既滿足零件的滲碳生產效率,又降低了變形量。
(2)淬火溫度 淬火溫度越高,零件在淬火過程中產生的組織應力越大,變形也越大。因此,為了減少變形,在確保零件中不出現鐵素體和非馬氏體組織,滿足表面硬度要求的前提下,盡量選擇較低的淬火溫度。經工藝調整并兼顧生產效率,淬火溫度從850℃調整為835℃。
(3)淬火油溫 淬火油溫越高,零件淬火時的溫差越小,有利于減少熱應力引起的變形。但是油溫不能超過油品的使用溫度值,且要滿足運動黏度和冷卻特性值,確保零件淬火完成組織轉變,達到所需的表面硬度、硬化層深和心部組織。根據實驗的結果,確定淬火油溫從60℃提升至80℃。
(4)攪拌速度 攪拌速度影響淬火烈度,快速攪拌在單位時間內提供更多的淬火油給零件冷卻,同時帶來更大的變形。為了減少內花鍵變形,淬火時必須要限制油的流動量,因此選擇較低的攪拌速度,有利于控制淬火變形。通過不同攪拌速度的驗證,選擇600r/min的攪拌速度,可以獲得較為理想的變形量。
(5)工裝及裝爐方式 工裝及裝爐方式對零件的滲碳和淬火過程都有著直接的影響。在其他工藝參數穩定不變的情況下,針對內花鍵結構采取補償淬火工裝的方式可以減少內孔收縮量,從而降低內花鍵變形。
裝爐方式主要有串裝吊立和平放疊裝兩種。傳統上認為平放疊裝方式不利于內花鍵變形,其原因為:由于齒輪接觸面較大,使爐內各零件溫度的均勻性和滲碳氣氛的流動性降低。淬火時,淬火油較難均勻透入,因此這種裝爐方式,齒輪內花鍵變形較大。故而多采用串裝吊立的方式裝爐(見圖2)。
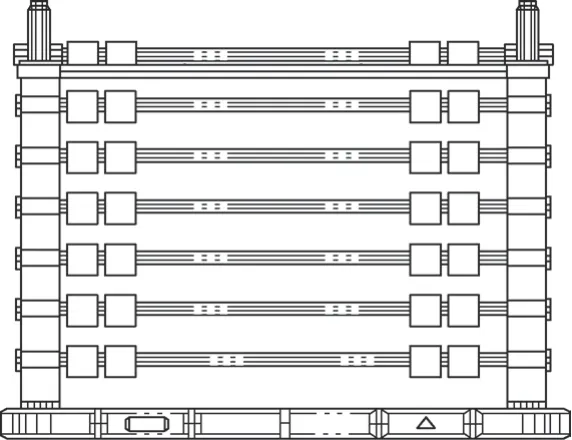
圖2 串裝吊立示意
然而經過實踐發現,采取以上措施和補償串桿方式裝爐熱處理后,倒擋齒輪內花鍵的M值合格,但是仍然有10%比例的零件無法通過塞規。經過數據分析,采用串裝吊立的方式熱處理,內花鍵變形呈橢圓狀,雖然M值合格,但是內花鍵的小徑因橢圓變形大,導致無法通過塞規。進一步分析認為,零件串裝吊立在高溫狀態下,受重力作用發生變形,下方部分沒有支撐向下拉墜,上方部分受串桿支撐阻擋向下拉墜,導致整個零件內孔呈橢圓形變形(見圖3)。
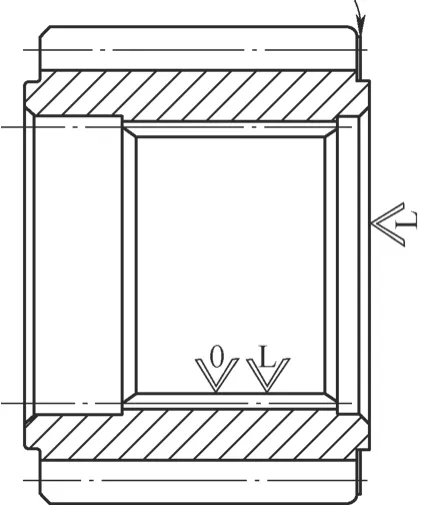
圖3 串裝吊立受力示意(向下重力,向上支撐力)
考慮該零件為薄壁結構且分布勻稱,無材料厚薄明顯之處,采用平放疊裝的方式裝爐,能夠減少重力對內孔橢圓變形的影響(見圖4)。同時用補償芯軸來減少內孔淬火油流速和流量,實現減少內花鍵變形效果。驗證結果顯示,零件M值合格,橢圓度從串裝的0.07mm減小至0.035mm,塞規100%通過,解決了該零件內花鍵變形導致產品不合格的問題。

圖4 平放疊裝工裝及裝爐方式
倒擋內花鍵熱變形控制研究的改善效果
根據試驗數據的分析結果,公司對N520機型倒擋做外、內兩個大系統的管控。外部方面,與鋼廠重新制定了材料標準,控制淬透性帶寬;與鍛造和預熱處理供應商確定了合理的鍛造和預熱處理工藝,并形成定期溝通過程管控結果的機制,穩定工藝過程。內部方面,機加工工藝固化了立式拉床加工內花鍵,熱處理工藝選擇了最佳溫度、淬火和工裝條件。通過以上措施的實行,倒擋內花鍵不合格率降至零,徹底解決了內花鍵變形的問題,取得了明顯的經濟效果。
當然,熱變形問題是熱處理持續關注的問題,是一個多因素綜合影響的問題,更是一個需要長期穩健的過程,需要各方面協調處理。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36