ZB48 高速包裝機色標內框紙定位切割及輸送研究
2022-12-07 07:52:40楊曉明趙利明楊衛東
科學技術創新 2022年34期
關鍵詞:檢測
楊曉明,趙利明,馬 娜*,楊衛東
(紅塔煙草(集團)有限責任公司大理卷煙廠,云南 大理 671000)
在卷煙包裝工藝中,框架紙對硬包成型起到骨架承托作用,同時框架紙對煙盒的翻蓋還有一定的阻尼作用,可防止煙盒子啊包裝過程火種消費者打開香艷滯后翻蓋會自行打開[1]。隨著卷煙品牌在包裝設計上的更新迭代以及工藝標準的更新,色標小U 口內框紙在硬盒煙包的包裝中大量使用,但因內框紙色彩圖案的增加和規格的變化,在ZB48 高速包裝機上使用時易出現圖案偏移、圖案不一致、無法完成推進折疊動作而飛紙、堵塞通道等問題。針對此類問題,丁檣等利用檢測到色標時的相位與設定相位差進行位置偏差補償計算[1]解決GD.X2 機型的框架紙的色標定位切割問題,劉一揚等提出利用脈沖時序比較進行定位補償的方法實現色標的自動定位[2],目前國內尚無針對ZB48包裝機的色標定位切割裝置。為此,以ZB48 高速卷接機為研究對象,采用伺服獨立驅動技術對框架紙輸送系統進行改進,以期實現色標內框紙的精準定位切割。
1 問題分析
B48 型超高速硬盒包裝機組是引進德國FOCKCE公司FOCKE700S 硬盒包裝技術的國產化設備,額定生產能力為800 包/min[3],其內框紙輸入、切割單元主要是利用機械齒輪傳動,通過齒輪模數比的調整達到內框紙輸送與設備運轉同步的效果,ZB48 高速包裝機的內框紙輸入、切割單元見圖1,內框紙由兩個牽引輥(1,2)輸送到切割刀輥(3)由切割刀輥將內框紙切割成型。成型后的內框紙由輸送輥(4, 5)送到折痕輥(6, 7),經過折痕輥的內框紙折邊都會被翻折。同時,折痕輥還會對內框紙產生加速效果。
原裝的牽引輥(1,2)動力是由機械齒輪傳動提供,輸送速度只能根據設備運行速度進行變化,不能根據實際情況進行微小調整且無調整反饋,無法實現定位切割,不能滿足色標內框紙定位輸送定位切割的要求。
同時原來的牽引輥是平均面的全面壓緊,牽引輥Ⅰ將內框紙壓緊于牽引輥Ⅱ子上,通過驅動力和摩擦力輸送內框紙,但由于受力面積大,驅動力和摩擦力之間的不平衡,導致內框紙在輸送過程中,存在輸送不到位,輸送過程中易偏斜等問題,很大程度上降低了內框紙的輸入穩定性。
2 改進方法
2.1 定位切割系統設計
針對色標卡紙定位切割對內框紙位置精準輸送的要求,對內框紙切割輸送機構進行改進設計,見圖2,采用伺服電機控制取代原機械傳動的同步控制;采用伺服電機對牽引輥Ⅰ、牽引輥Ⅱ進行驅動;采用倫茨LENZE 作為控制平臺[4-5],利用色標傳感器檢測色標位置并與軸編碼進行比對,計算出位置偏差,并根據設備速度經伺服控制器控制伺服電機的速度。
2.2 硬件配置
硬件方面整體更換了內框紙切割輸送機構,見圖3,與原內框紙輸送切割機構相比,增加了伺服電機、位置編碼器、色標傳感器及放大器。伺服電機通過齒輪分別對兩個牽引輥進行驅動,以控制牽引輥的牽引速度,在;位置編碼器安裝在切刀輥上,通過對切刀輥角度的檢測來確定切刀位置;色標傳感器及放大器安裝在切刀輥與牽引輥之間內框紙水平輸送段,通過對內框紙上印刷色標的檢測來對內框紙位置進行定位。
2.3 牽引輥結構優化
針對牽引輥輸送驅動力和摩擦力不平衡的問題,通過改變受力面積,改變驅動方式的方式進行設計改進,見圖4,將牽引輥改為偏心輥,考慮受力平衡和輔料質量,輥子改為兩側對稱偏心,同時牽引輥Ⅰ和牽引輥Ⅱ由兩齒輪單獨驅動。
2.4 控制原理及算法
為了實現對色標內框紙位置的精準切割,通過對內框紙的切割位置和色標位置進行關聯計算,見圖5。其中θ 為切刀Ⅰ與水平線夾角(°),r 為切割點到切割輥圓心的半徑(mm),L1為切割位置與色標傳感器檢測位置的距離;l1為色標內框紙寬度(mm);l2為色標到內框紙右切割邊沿的距離(mm);ω 為切刀輥轉動的角速度(rad/s);v 為內框紙輸送的線速度(mm/s)。
根據生產要求,當切刀轉動到切割位置時,色標內框紙的切割邊沿應處于切割位置,色標應處于色標傳感器檢測范圍內,結合圖5 可得θ、r、L1、l1、l2、ω、v 之間具有以下關系式
所以,根據色標傳感器檢測的信號和軸編碼器檢測的切刀輥角度的對比,再加上軸編碼器檢測到的切刀輥轉動的角速度,即可求出實時調整的線速度,完成對內框紙輸送的實時控制。
3 應用效果
3.1 試驗設計
材料:“紅塔山(新時代)”牌卷煙、色標內框紙、“紅塔山(新時代)”商標紙等均由紅塔煙草(集團)有限責任公司大理卷煙廠提供。設備:ZB48 包裝機組(上海煙草機械有限責任公司)。方法:將內框紙色標定位切割系統以及新型內框紙折疊推進器應用于ZB48 包裝機組,設定單次調整上限為2mm(rad),①設備生產速度從400 包/分鐘運行到800 包/分鐘,用游標卡尺測量統計不同運行速度下100 張框架紙的切割偏斜量,計算切割標偏;②根據各質量檢測工作的檢測結果,統計改進后4 個月的內框紙導致包裝質量缺陷次數。
3.2 數據分析
3.2.1 不同運行速度下100 張框架紙切割效果展示
從表1、表2 中可以看出,在400 包/分鐘到800包/分鐘的設備運行速度下,內框紙切割偏差量都小于1 mm,切割出的色標內框紙符合質量要求,同時當運行速度為600 包/分鐘時,平均切割偏差量最小為0.2 488 mm。
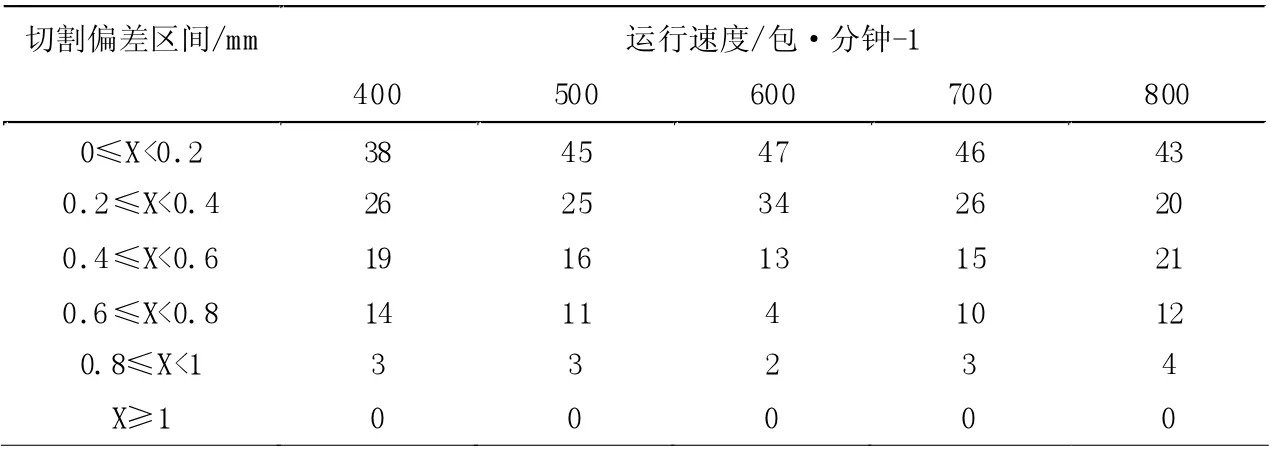
表1 不同運行速度下100 張框架紙切割偏差量分布(單位:張)
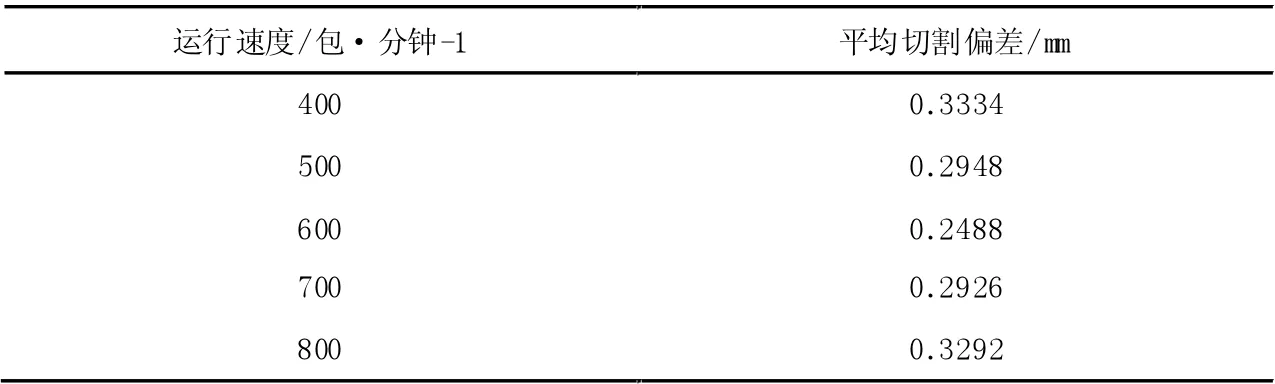
表2 不同運行速度下100 張框架紙平均切割偏差量
3.2.2 內框紙包裝質量檢測結果
根據表3 可知,在色標內框紙定位切割機構正式運行的四個月的33 880 包樣本中,ZB48 生產的紅塔山(新時代)煙包沒有出現過內框紙圖案位移導致的質量缺陷,說明本定位切割機構滿足卷煙包裝生產中對內框紙定位切割的需求。

表3 紅塔山(新時代)煙包內框紙外觀質量統計表
4 結論
利用伺服驅動技術設計的色標內框紙定位切割機構,實現了對色標內框紙的定位切割,能夠保證證每一張切出的內框紙具備相同的長度和一致的圖案。以ZB48 超高速包裝設備為對象進行測試,結果表明:①在400 包/分鐘運行到700 包/分鐘的運行速度下,內框紙的切割準確度高,標偏為;②在為期四個月的質檢工作檢查中,沒有發現色標內框紙切割位置錯誤導致的缺陷,滿足工廠的包裝質量要求。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
