E級燃氣-蒸汽聯合循環機組主汽調節閥裂紋修復分析
2022-12-07 01:59:50佛山市福能發電有限公司沈季雄鄧雪軍李銘潼
電力設備管理 2022年22期
佛山市福能發電有限公司 沈季雄 鄧雪軍 李銘潼
燃氣-蒸汽聯合循環機組在國內較多運行于調峰模式,疲勞缺陷易發、多發,需要經常維修。在主汽閥、調節閥等關鍵設備上,疲勞缺陷一般以疲勞裂紋形式出現在閥座密封面及其附近位置,每次計劃檢修都會對此做出必要的檢查和維修,迄今已積累了豐富經驗和成熟技術,機器人自動焊接技術也有探索并成功應用[1-4]。E級聯合循環機組是較早引進國內用于調峰的機組,主汽調節閥的疲勞裂紋及其修復主要集中在閥座密封面處,閥體底部蒸汽分流處的缺陷較少見,目前未見同類機組的修復實踐,本文介紹該處疲勞裂紋的一次不成功修復實踐及其經驗總結。
1 設備概況
某電廠9E聯合循環機組以調峰方式運行,年均運行2500h左右,啟停150余次。每臺機組配套1臺哈爾濱汽輪機廠有限公司的N60-5.6/0.56/527/255型汽輪機,雙壓、單軸、單缸、沖動、凝汽式,入口蒸汽參數為527℃,5.6MPa。每臺汽輪機配套1臺主汽調節閥,外觀如圖1所示,左側為主汽閥,右側為調節閥,兩閥的閥殼鑄為一體,閥殼材質為ZG20CrMoV。主汽調節閥安裝于汽輪機頭部軸中心線上,主汽閥為臥式布置,調節閥為立式布置。閥體水平方向上鑄有四個支腳,靠此支撐在剛性座架上,整個閥門受熱膨脹時以其中一個腳為死點,其余三個腳可在平面內滑動。

圖1 主汽調節閥外觀
調節閥閥體剖面示意圖如圖2所示,是調峰機組上不常見的異形、緊湊結構。其中,閥體設計厚度為60mm;閥蓋配合面處內徑為φ440mm;與閥座配合處內徑為φ356mm,裝配好閥座后該處內徑縮小為φ220mm;蒸汽分流處位于閥體內壁襠部頂點,從閥蓋配合面至該處的高度約為1225mm。
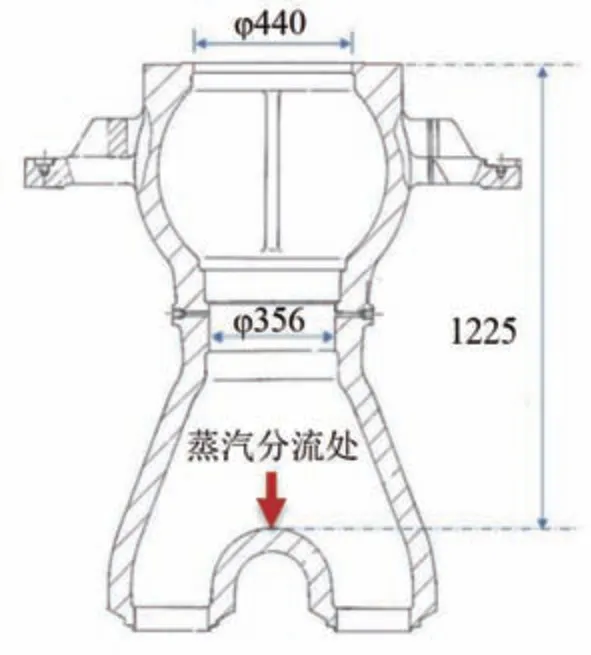
圖2 主汽調節閥之調節閥閥體剖面示意圖
2 裂紋缺陷及修復方案
機組第二次大修例行檢查時,在主汽調節閥的調節閥內壁蒸汽分流處首次發現肉眼可見的疲勞裂紋,長度約300mm,深度未知,如圖3所示。閥體外表面對應區域滲透探傷未見裂紋缺陷,如圖4所示。截至發現缺陷時,機組已累計運行34000h左右、1700余次啟停。同期檢查相同工況、相近運行時長的另一臺機組,同樣位置沒有發現裂紋。

圖3 調節閥內壁蒸汽分流處裂紋
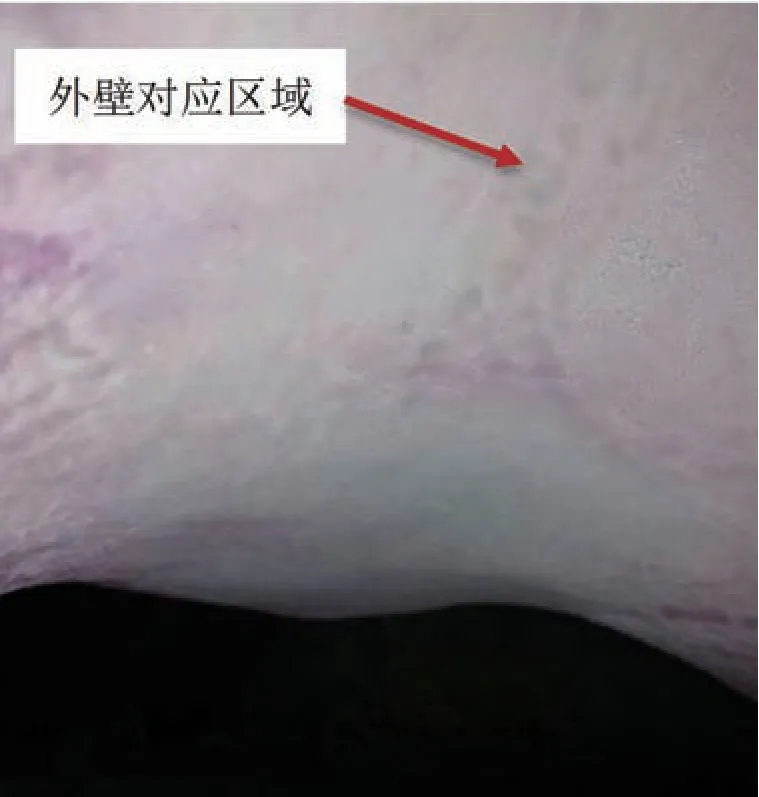
圖4 調節閥外壁對應區域滲透探傷
從閥門的結構上看,由于缺陷所在位置的閥體結構異形,目前無法使用自動化焊接設備來修復,只能靠人工焊接。從閥門的材質來看,閥體ZG20CrMoV的焊接性能較差,對熱處理冷卻速度敏感,而缺陷處異形結構使熱處理精確控制困難,現場修復只能通過“冷焊”方式來實現,即通過焊材本身的特性、控制層間溫度、合理布置焊接順序、焊后錘擊等手段控制焊接變形,完成修復。考慮以上兩個因素,并參考多種修復實踐[5-6],本閥門的裂紋修復擬采取如下方案。
2.1 裂紋去除和坡口準備
根據現場實際情況,采用旋轉銼最小量去除缺陷。首先,采用旋轉銼沿裂紋擴展方向,逐漸尋找裂紋的端頭,直到找到所有裂紋處的端頭為止。尋找到裂紋端頭后,從裂紋端頭處逐漸向裂紋中間區域打磨去肉使裂紋長度逐漸變短,直至裂紋全部清除為止,最后修磨坡口至便于焊接。整個打磨消缺過程中,隨時采用滲透探傷方式跟蹤裂紋情況,如發現裂紋擴展,及時采用Φ5-Φ8合金鉆頭打止裂孔,防止裂紋進一步擴展。消缺完成后,采用滲透探傷方法檢查待焊接區域,確保裂紋去除干凈。同時,將坡口附近50mm周圍區域打磨露出金屬光澤。坡口形狀不可有急劇變化。
2.2 焊前清理
先用鋼絲刷清除坡口內部及附近油污與銹跡,再用白綢布或棉布蘸酒精或丙酮清潔焊補區及周圍區域至少200mm范圍,去除油、脂等雜物。清潔范圍應足夠大,避免焊接時有污染物流進焊縫,影響焊接質量。
2.3 焊前預熱
焊接敷焊層前進行,不焊接敷焊層則不預熱。焊補預熱150~200℃,氧乙炔火焰均勻加熱。采用紅外測溫儀或接觸式測溫儀測量待焊坡口內表面及坡口面滿足預熱溫度要求后,方可施焊。
2.4 補焊
根基現場的實際消缺深度來確定是否進行敷焊,裂紋深度在10mm以下不需執行2.4.1,從2.4.2開始,若超過10mm,則要考慮2.4.1,若深度達到20mm左右則要先進行敷焊,即必須從2.4.1開始執行。
2.4.1 敷焊層焊接
采用沿整個坡口表面敷焊,敷焊層厚度3~5mm。為控制焊接變形及減少熱輸入量和熱影響區,焊接時在保證熔接良好情況下盡量采用小電流焊接。敷焊時采用連續焊,后焊道壓先焊道1/3左右。收弧時應將弧坑填滿,每焊一道都應仔細清理熔渣,檢查焊道,不應有裂紋、未熔合、夾渣等缺陷,如有上述缺陷,應清除后重新焊接,保證層間溫度不小于150℃。敷焊層焊完后用保溫石棉覆蓋保溫緩冷,冷卻至60℃以下進行正式焊接。焊接過程中要求利用耐火材料對精加工表面進行保護,防止焊接飛濺對工件的損傷。焊條使用前按使用說明書進行烘干,使用時存放在保溫桶內隨用隨取。
焊接參數如下:焊接材料選用ENiCrFe-1,規格Φ3.2,電流為80~110A。
2.4.2 填充焊接
敷焊后,在工件溫度低于60℃時施焊,為控制焊接變形及減少熱輸入量和熱影響區,焊接時在保證熔接良好情況下盡量采用小電流焊接。整個焊接過程中道間溫度≤60℃,為進一步減少應力和變形,應采用多層多道的焊接方法,焊條不擺動,施焊時層與層之間應橫縱向交替壓道焊接,焊道采用分段退焊的方法,后焊道壓先焊道1/3左右,收弧時應將弧坑填滿。每焊接一層后立即采用錘擊方法減少應力,錘時應先錘擊焊道中部,后擊兩側,并要緊湊整齊,避免重復。每焊一層都應仔細清理熔渣,檢查焊道,不應有裂紋、未熔合、夾渣等缺陷,如有上述缺陷,應清除后重新焊接。
焊接參數如下:焊接材料選用ENiCrFe-1,規格φ3.2或φ4.0;電流為80~110A(φ3.2焊條),120-160A(φ4.0焊條)。
2.5 清磨
焊后打磨焊縫及周圍區域,去除熔渣、焊瘤、飛濺物,并使焊縫向本體圓滑過渡。
2.6 完工檢查
焊后對焊縫進行射線探傷,驗收標準為NB/T47013等級II;焊縫表面進行滲透探傷,驗收標準為NB/T47013等級Ⅰ。
3 實施結果
對于該缺陷,沒有同類機組的修復經驗可供參考,上述修復方案雖然是針對閥門結構和閥體材質實際提出的,并與設備廠家多次溝通完善,但在實際執行中還是遇到了困難。
首先,閥體內部的狹窄、細長結構導致人工操作困難。如圖2所示,從閥口至裂紋處深達1225mm,中間要經過閥座,閥座內徑只有φ220mm(由于拆除帶有破壞性,閥座一般不取出,即使拆除閥座,該處內徑也只有φ356mm),操作人員只能通過這樣緊湊空間去挖補,對技能和體力要求很高。例如裂紋挖除時,旋轉銼就只能綁在延長桿上操作,容易磨偏,還很耗時;焊接修復時,焊工只能在閥內狹小空間操作,要求自身身材瘦小、體力較好、手臂較長、盲焊技能熟練,同時滿足這些條件實際很難,結果可想而知。
挖除裂紋時,當挖到10mm左右深度,缺陷還沒有完全消除,考慮到現場的操作難度,決定不再繼續深挖,補焊直接從2.4.2往下執行。因為繼續深挖,要考慮敷焊層焊接,執行2.4.1,操作難度會進一步增大,修復質量更難保證;而且,最終挖補深度過大可能在現場無法維修。
整個挖補階段耗時近一周,足見操作之困難,說明現役主汽調節閥的結構需要針對調峰工況適當改進,方便人工維修乃至機器人維修。調峰機組的疲勞缺陷難以避免,經常維修是必需的,調節閥應針對性地改變內部狹窄、細長的結構,方便人工維修;改變蒸汽分流處的異形結構,以方便使用機器人維修,提高效率和質量。
其次,閥體內部發現大量鑄造缺陷與裂紋交織,繼續維修無價值。在按調整過的方案修復完工后,詳細檢查了缺陷修復區域。針對焊縫的表面滲透探傷未見缺陷,針對焊縫的射線探傷依據NB/T 47013.2—2015《承壓設備無損檢測第2部分:射線檢測》進行,布片如圖5所示,發現了如下缺陷:
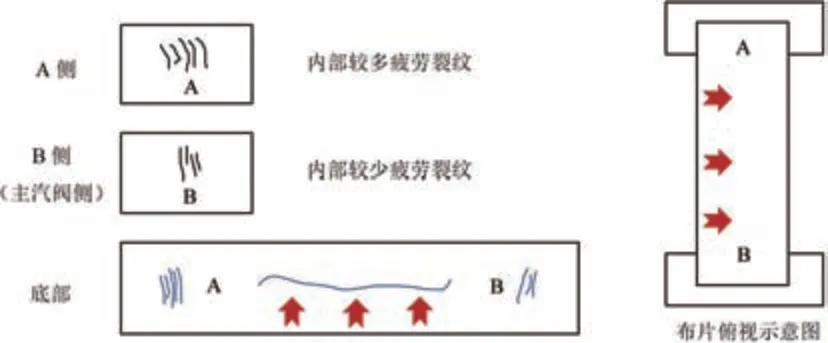
圖5 主汽調節閥之調節閥射線探傷布片位置示意圖
一是底部長度方向上,主裂紋貫穿底部,裂紋最寬處顯影約2mm。主裂紋附近可觀察到諸如夾渣、氣孔等鑄造缺陷,以及這些缺陷附近的大量裂紋,缺陷區域寬度約30mm左右,長度與主裂紋長度相近;二是主裂紋端部B側(近主汽閥側)附近觀察到與主裂紋方向相同,且相互近似平行的多條裂紋區域,最長裂紋約40mm,裂紋區域寬度約60mm;三是主裂紋端部A側附近觀察到大量鑄造缺陷,并且缺陷之間裂紋貫通連接。
原來計劃根據本次檢查結果來優化修復方案,重新安排檢修窗口徹底處理這個缺陷。但是從射線探傷結果看,閥門不但有較多疲勞裂紋缺陷,還有大量鑄造缺陷;缺陷分布范圍廣,危險程度高,如主裂紋長、張口寬、主裂紋周圍分布大量小裂紋、裂紋區域存在鑄造缺陷、鑄造缺陷之間已有裂紋連接等。在這樣復雜的狀態下繼續維修,閥體需要大面積的清除和挖補,現場修復的技術和技能要求都很高,而且修復時間長,費用高,已經不具備修復的安全性和經濟性。
針對閥門硬度的檢查結果見表1,檢查點均布于焊縫周圍及閥體其他位置。可以看出閥體硬度已接近于材料值下限,而ZG20CrMoV正常硬度處于140~201HB。工況相同、運行時間接近的另一臺機組閥門沒有類似情況,硬度偏低與鑄造缺陷有關。
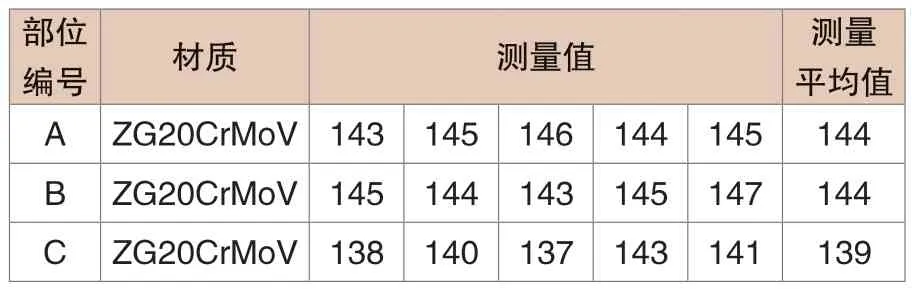
表1 主汽調節閥之調節閥硬度檢測結果(單位:HB)
從射線探傷和硬度檢測結果綜合來看,閥門繼續維修無價值,繼續運行也存在較大風險,應盡早更換。新閥門應改進材質,選用比ZG20CrMoV鑄造性能好的材料,避免因鑄造缺陷造成提前報廢。
4 結論
現役主汽調節閥的內部細長、狹窄結構,使得現場完全修復蒸汽分流處的裂紋缺陷較為困難;閥體內部的大量鑄造缺陷,導致閥門繼續維修無價值,需提前報廢。為適應調峰機組頻繁維修的需要,現役主汽調節閥在結構和材質上要適當改進,結構上要方便人工乃至機器人操作,材質上要選用比ZG20CrMoV鑄造性能好的材料。
猜你喜歡
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
艦船科學技術(2022年13期)2022-08-11 09:29:16
流程工業(2022年3期)2022-06-23 09:41:08
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
煤氣與熱力(2021年3期)2021-06-09 06:16:18
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
石油化工自動化(2018年5期)2018-11-14 02:34:26
中學科技(2014年11期)2014-12-25 07:38:53
太空探索(2014年3期)2014-07-10 14:59:39
