先進焊接技術在航天領域的應用與展望
2022-12-09 09:12:58王國智陳東凱田進忠
科技與創新 2022年23期
關鍵詞:焊縫
周 賀,王國智,張 桐,陳東凱,田進忠,趙 洪
(首都航天機械有限公司,北京 100076)
焊接也稱作熔接,是一種通過加熱、高溫或者高壓的方式將金屬或者其他材料接合在一起的制造工藝及技術[1]。焊接技術在航天領域占有很重要的地位,是必不可少的工藝過程。焊接與鉚接相比,有著連接強度更高、連接后質量更小的特點。在航天工業制造中,有10%的加工制造時長花費在焊接上,焊接的水平與質量決定著被焊接件能否在總裝產品中充分地工作[2]。了解不同焊接工藝的優缺點,選擇合適的焊接工藝對航天領域產品的生產有著重要的意義。
20世紀70年代,中國的航天工業開始蓬勃發展,尤其是到了20世紀80年代和21世紀,各項航天技術壁壘不斷被突破,航天制造工業又邁上了新的臺階。新型材料、更加復雜的航天器外形、更為惡劣的產品工況、更快的加工速度、更輕的質量、越來越高的強度要求,甚至更少的污染,這些新的要求使得對航天產品的加工技術水平要求也越來越高。在航天制造中傳統的焊接技術已經逐漸不能滿足日益增長的航天制造需求,先進的焊接技術逐漸被引入到航天工業制造中。
結合當代科技發展自動化、數字化、復合化的大趨勢,各種新型的焊接技術逐漸出現并被應用,大大提高了焊接水平,使更為優質的焊接產品的出現成為了可能。目前,國內外使用的新型焊接技術有高能束焊接技術、固相連接技術、復合焊接技術等,新技術的引用促進了航天制造領域的發展。
1 先進焊接技術的應用
1.1 攪拌摩擦焊技術
攪拌摩擦焊屬于固相連接工藝中的一種,是一種新興的綠色連接技術[3],在傳統摩擦焊的原理基礎上發展而來。由于傳統摩擦焊對被焊接件的截面形狀限制較多,難以大規模應用[4],因此在20世紀90年代,英國焊接研究所提出了攪拌摩擦焊的方法。在國內,2002年中國正式引入攪拌摩擦焊技術,成為了中國攪拌摩擦焊技術發展的元年;2003年第一臺靜龍門式攪拌摩擦焊設備交付哈爾濱工業大學,標志著攪拌摩擦焊技術在中國正式步入市場化[5]。之后各大國內高校相繼對攪拌摩擦焊的基礎理論進行研究。劉會杰等[6]發明了一種通過背部可移動支撐和攪拌針穿透焊接工藝進行的斜插穿透攪拌摩擦焊,有效地解決了焊接部位背部連接強度弱的問題;ZHOU等[7]提出采用摩擦堆焊預先制備鋁-鋼界面,之后進行鋁-鋼搭接攪拌摩擦焊,為解決鋁-鋼不同材料攪拌摩擦焊難題提供了新的思路;付瑞東等[8]提出鋁-銅材料在攪拌摩擦焊接后進行冷軋及退火的后處理工藝,保障了焊接頭兩端的力學性能。
攪拌摩擦焊的的工作原理如圖1所示,攪拌頭由夾持器和特形指棒2個部分組成。在焊接過程中,主軸帶動攪拌頭進行高速旋轉,并快速下壓,使特形指棒鉆進被焊接件的焊縫,直至夾持器的圓柱面與被焊接件的表面緊緊貼合,然后攪拌頭沿著焊接方向直線運動,完成焊接過程。由于高速旋轉的特形指棒與焊件摩擦產生大量的熱量,加上夾持器端面與焊件表面摩擦產生的熱量,使得焊件與攪拌頭接觸位置的材料熔融,最后由于攪拌力的作用被轉移到特形指棒的后側形成焊縫。
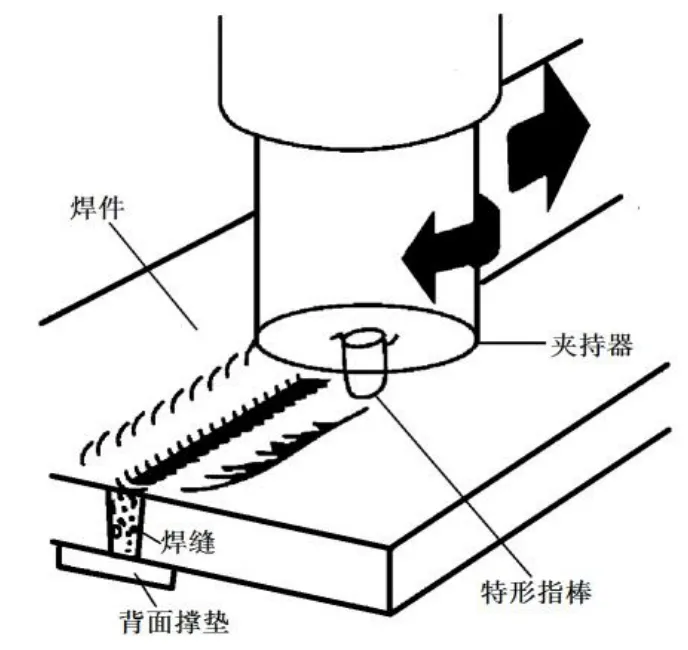
圖1 攪拌摩擦焊工作原理圖
攪拌摩擦焊有著焊縫力學性能好、成本低、效率高、綠色無污染、適用范圍廣等優點。在焊接時,焊件僅達到蘇醒狀態,并未融化,保持了母材的金屬材料性能,焊接后焊縫裂紋、氣孔等缺陷相比熔化焊更少,可基本實現板材的低應力、無變形的焊接[9],使整體焊接精度更高。此外無需使用焊條等焊接填充物,且焊接設備可由機床改造而成,使焊接的成本更低。然而隨著對摩擦攪拌焊的研究與使用,焊件裝夾要求高、焊接工藝參數不易選擇、焊接后焊件會留下小孔等缺點也顯現出來。
基于攪拌摩擦焊的特點,該技術已經在航天領域中大量應用,例如運載火箭的燃料貯箱、發動機的承力框架、鋁合金容器等[10]。此外,攪拌摩擦焊技術不斷發展并日趨成熟,未來會在的航天領域中有著更廣泛的應用。
1.2 摩擦疊焊
摩擦疊焊也是由英國焊接所提出的一種新型固相連接技術,其成型機理與攪拌摩擦焊相比有著較大的不同。摩擦疊焊原理如圖2所示,通過圖2可對摩擦疊焊的焊接原理進行了解。焊接前,首先在基體母材上鉆出一個Φ9~17 mm的孔,之后連接焊頭的主軸高速轉動,并將焊頭上所安裝的尺寸略小于基體母材上預鉆孔的金屬銷緩慢地插入預鉆孔,并持續地施加壓力。由于摩擦熱,焊頭上金屬銷材料熔化并發生塑性流動,不斷填充預鉆孔,最終熔化材料與基體母材緊密地貼合在一起,完成整個焊接過程。
摩擦疊焊除了有著可焊接如不銹鋼、鈦合金等普通電弧熔焊難以焊接的材料的優點,還具有焊接工件變形小、接頭性能好、焊前焊后處理簡單、焊接操作簡單、可進行自動化改進、焊接效率高以及焊接過程環保無污染等優點[11]。
目前摩擦疊焊在最近的20年來逐漸得到了歐洲的重視,歐盟、美國等發達國家和地區相繼圍繞該技術進行了各種基礎性質的研究工作。中國初期對該領域的研究較少,較多為發展現狀類的文章,但隨著時間的推移,關于摩擦疊焊基礎的研究也越來越多。劉宏偉等[12]對摩擦疊焊的工藝參數進行了分析,得出增大焊接軸向壓力或改變焊接轉軸速度可提高焊接的速度,但是會導致焊接質量下降;欒陳杰等[13]對DH36鋼的摩擦疊焊工藝進行研究,發現圓錐形無缺陷摩擦疊焊焊接接頭具有較好的拉伸性能;任朝暉等[14]以7075鋁合金為例,對摩擦疊焊的焊接過程進行了有限元仿真分析,得到試件形狀能夠影響焊接缺陷產生的尺寸,并對不同截面的鋁合金進行了分析。
摩擦疊焊起步較晚,研究較少,但由于其應用潛力和潛在的經濟效益巨大,因而在未來的應用前景十分廣闊,其基礎研究以及應用研究將是未來研究的主要方向[15-19]。
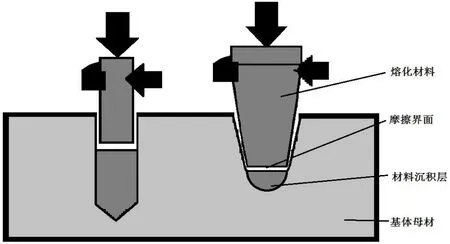
圖2 摩擦疊焊原理示意圖
1.3 電子束焊接
電子束焊接技術使用高能電子束作為材料的加工熱源通過聚焦在工件表面形成直徑小于1 mm的焦點,用能量密度達到104~109W/cm2的電子束不停對焊件接頭處的金屬進行轟擊,使其快速熔融,然后迅速冷卻來達到焊接目的的新型焊接技術[20-21],屬于高能束焊接技術的一種。因其特殊的能量傳遞和轉換機構給予了電子束焊接能量密度高、可達性和可控性良好、保護效果好的特點,已應用在航天制造領域鋁合金、鈦合金、高強度合金的焊接[22-23]。電子束焊接原理如圖3所示。
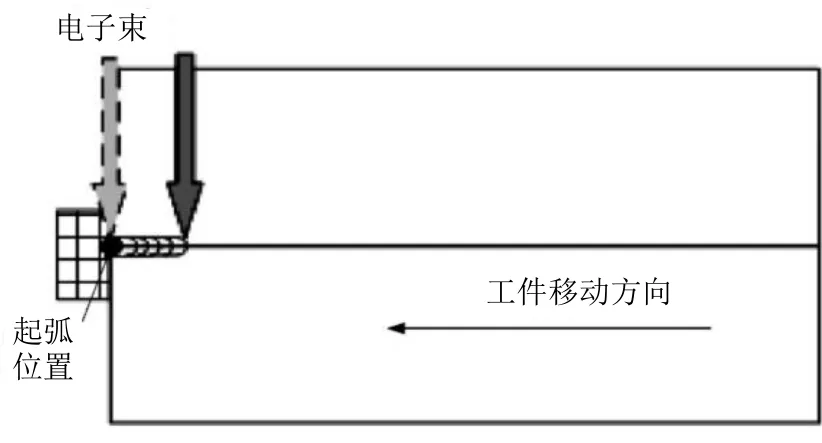
圖3 電子束焊接原理示意圖
關于電子束焊接技術領域,在世界范圍內已經研究了60多年。國外開展對電子束焊接領域研究較早,已在該領域取得較大的突破。BALASUBRAMANIAN等[24]使用包含電子束焊接的方法對TC4鈦合金進行了焊接,并對不同焊接方法的焊接點進行了性能研究,得出TC4鈦合金焊接時,電子束焊接性能高于TIG焊接以及激光焊接;TOMASHCHUK等[25]通過在焊接面中間添加銅箔進行焊接試驗得到中間層的選取可以有效地影響焊接的質量;ARIVAZHAGAN等[26]通過使用不同的焊接方法對304不銹鋼和AISI 4140低合金鋼進行焊接發現,TIG焊、電子束焊以及摩擦焊均能使上述材料得到良好的焊縫。
國內在電子束焊接的研究起步較晚,但是研究進展十分迅速:王利發等[27]對TA15鈦合金進行了電子束焊接,并進行了性能測試,得出焊接時產生的氣孔會降低焊接點的疲勞性能;徐鴻吉等[28]對TC4鈦合金在電子束焊接后的焊接處進行了分析,發現焊接部位的抗拉強度與母材相同,熱影響區的顯微硬度大于母材;安飛鵬等[29-30]實現了56 mm厚Ti80鈦合金無缺陷電子束焊接。
以航空航天使用的高強度鋼為例,電子束焊接相較于傳統的電弧焊、TIG焊、MAG焊有著預熱溫度低、對層間溫度不敏感、成型穩定性較好的優點[31]。
此外相較于其他焊接方式,電子束焊接有著焊接速度快、焊接能量密度高、可焊接材料范圍廣、焊接變形小、焊縫寬深比大、焊接可控性好、焊縫純潔度高、焊接設備自動化程度高等優點,但也有著焊接設備昂貴、焊縫易產生氣孔、工件裝拆工序較多等缺點。
1.4 激光焊接
激光焊接是利用高能量、高密度的激光束作為熱源,將材料熔化進行焊接的一種既高效且精密的焊接方法[32]。激光束在聚焦后有著非常高的能量密度,僅需要對工件照射千分之幾秒甚至更短的時間即可使工件被照射的區域溫度升高至10 000℃以上。利用這種局部加熱方式可將材料被照射區域熔化成為特定的熔池,之后熔化的材料相互熔合成為一個整體,從而達到焊接目的。激光焊接按照原理可分為熱傳導型焊接和激光深熔焊接,其中功率密度小于104W/cm2的為熱傳導焊,大于107W/cm2的為激光深熔焊。目前激光焊接技術在世界范圍內受到了很高的重視,且技術水平發展也十分迅速。
在20世紀70年代前,高功率連續波激光器還未被研究生產出來,因此激光焊接的激光源一般使用的為紅寶石脈沖激光器。但紅寶石脈沖激光器輸出功率很低,使用成本過高,因而激光焊接技術并未被廣泛使用。20世紀70年代后,千瓦級連續波CO2激光器研發成功,并投入生產使用,緊接著日本、德國、英國等發達國家的科研人員對連續波CO2激光器激光焊接技術進行了改進并優化。在后續的研究中發現,激光焊接過程中激光的功率、脈沖的寬度、焊接的速度以及離焦量對焊接工件的質量有著很大的影響[33]。通過不斷的研究與試驗,研究學者們已經對各參數對激光焊接質量的影響作出了分析,使激光焊接技術越來越完善。日趨成熟的激光焊接技術隨后在汽車制造業得到了廣泛的應用,進而迅速擴展到了船舶、航天、航空等領域[34-35]。21世紀初在A380大飛機機身的制作中便已經使用激光焊接技術代替傳統的鉚接技術,使得機身減重20%,且連接處力學性能優異,從此便打開了激光焊接在航空航天領域應用的大門。激光焊接工作原理如圖4所示。

圖4 激光焊接原理示意圖[36]
由于激光焊接技術有著諸多優點[37],因此該技術已經成為機械制造焊接工藝水平的標尺。其優點如下:①激光束功率密度高,對高熔點材料有著較好的焊接效果,焊接精度高;②激光焊接效率高,焊接過程中不添加焊接劑,從而焊接成本低;③焊接設備操控簡單,易于學習,可批量進行操作人才培養,提高加工效率;④焊接后焊件殘余應力小,變形小,成品件成型精度高;⑤激光束易于控制,且焊接定位精確,可實現自動化焊接生產,擴大生產規模;⑥可焊接金屬的范圍廣,如鎳基高溫合金、銅合金、不銹鋼等其余焊接效果較差的金屬也能有著優質的焊接性能。
然而激光焊接也仍舊具有設備昂貴、較難焊接對激光束反射率高的焊件、對焊接件裝夾精度要求高等一系列問題,導致在生產中有一定的局限性,在實際生產時使用的頻率較低[38-40]。
1.5 復合焊接
復合焊接是在激光焊接、等離子焊接等焊接技術的基礎上發展而來的一種焊接技術。該焊接技術是為了減小或消除單一熱源焊接時焊件對熱源利用率低、熱源焊接位置過小等缺陷而出現的,多重熱源同時作用至焊件不僅能夠改善單一熱源焊接的缺點,還能夠保留原焊接方式的特點。復合焊接技術由于結合了不同的激光焊接和高能束焊接的技術,可根據不同的組合,進行不同工況的焊接,綜合包含了2種焊接技術的優勢。
根據焊接時可大致按照焊接熱源的不同分為激光復合焊接、等離子復合焊接、電弧復合焊接等,不同熱源的復合焊接有著不同的適用范圍與優勢。
1.5.1 激光-電弧復合焊接
由于激光焊接會產生等離子體云,導致能量利用率低,如果在激光束附近增加電弧,則電子密度會顯著降低,使等離子云得到稀釋,增大焊件對激光的吸收率。此外,電弧自身產生的熱量也會對焊件加熱,輔助焊點的溫升,進一步提高焊接的能量利用率。激光-電弧復合焊接目前分為激光-TIG復合焊接和激光-MIG復合焊接。
激光-電弧復合焊接工作原理如圖5所示,激光通過透鏡進行聚焦,利用電弧輔助進行焊接工作,其焊接速度比僅用激光焊接快2~3倍。
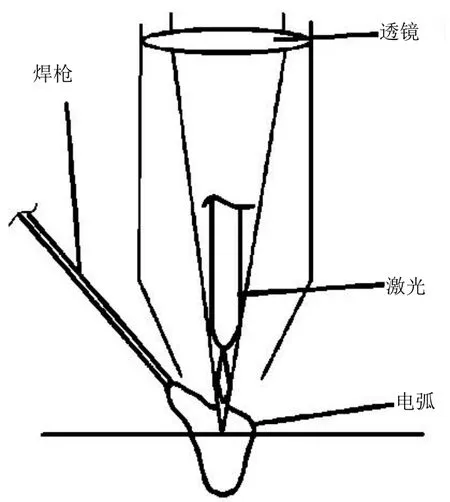
圖5 激光-電弧復合焊接原理示意圖
1.5.2 激光-等離子弧焊
激光-等離子弧焊的原理與激光-電弧復合焊接中的激光-TIG復合焊接相似,但激光-TIG復合焊接中電弧的穩定性相對較差,且電弧的方向性與剛性也不是很理想。激光-等離子弧焊的出現成功地解決了上述問題,其焊接原理如圖6所示。激光-等離子弧焊實現了全熔透,增加了熔深和焊接速度,此外等離子弧吸收了激光光子,降低了金屬對激光的反射率,提升了激光的利用率,提高了電弧的穩定性[41]。
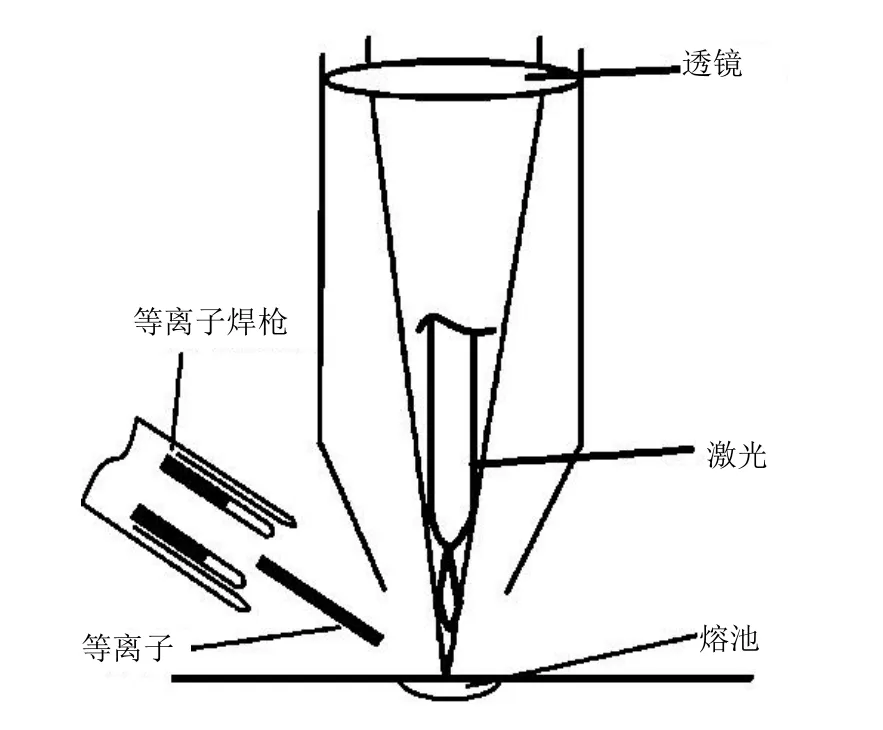
圖6 激光-等離子弧焊原理示意圖
2 總結
航天制造行業是制造業的領軍企業,其加工制造技術代表著國內制造技術的先進水平。對航天制造中的工件連接這一工序來說,焊接工藝比鉚接工藝有著更輕的質量和更高的強度。而航天制造行業越來越追求高速、精確、優質的產品生產,因而焊接工藝有著不可替代的作用,采用更先進的焊接技術對航天領域的發展十分有益。
如今,各類新興的焊接技術改善了傳統焊接技術中對焊接材料限制較多、焊件焊接變形、焊縫氣泡多等缺陷,使焊接技術應用范圍更廣。此外,新型焊接技術大多可進行自動化處理,使焊接這一工序變得更加便捷,更加智能且焊接過程更加精確。目前航天制造領域也在向自動化生產不斷發展,新型的焊接技術給予了焊接生產自動化的條件。
然而不同的焊接技術依舊有著不同的自身優勢和局限性,根據不同的焊接情況靈活地選用不同的焊接方式將會使焊接工藝在航天制造行業中應用更加廣泛,也會使航天產品邁向新的臺階。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07