基于合理爐型控制的轉爐爐況綜合性維護技術
2022-12-09 07:09:44楊德寶
四川冶金 2022年5期
陳 陽,潘 軍,趙 濱,劉 威,楊德寶
(馬鞍山鋼鐵股份有限公司長材事業部,安徽 馬鞍山 243000)
提高轉爐爐齡和控制合理爐型是提高轉爐整體工藝操作水平的重要途徑,也是降低生產成本的重要措施。轉爐爐況維護的基礎是留碳濺渣,關鍵是補爐,其目的是控制合理爐型。若轉爐爐型控制不當,將會導致濺渣效果差,噴濺幾率增加、氧槍和煙罩粘鋼、鋼鐵料消耗增加等惡性循環問題[1-4]。
馬鞍山鋼鐵股份有限公司長材事業部(以下簡稱馬鋼)4座65 t頂底復吹轉爐由于受品種結構、工藝制度以及爐機匹配矛盾等綜合因素的影響,轉爐倒渣面、出鋼面、耳軸區以及出鋼口內口爐襯侵蝕較為嚴重,現已成為轉爐爐況維護重要環節。針對上述問題,馬鋼通過改進濺渣護爐工藝,綜合利用“棒材廢鋼渣補、轉爐終渣固渣護爐、濕法噴補、貼磚維護、手投料護爐”等轉爐爐況維護技術,由事后救急式補爐改為預先維護性護爐,控制合理爐型,將轉爐爐況始終控制在安全穩定、高效順行的狀態。
1 工況條件
馬鋼65 t頂底復吹轉爐主要參數見表1,吹煉氧槍為4孔噴頭,供氧強度3.4~3.6 Nm3/(t·min),氧槍噴頭工藝參數見表2,3支雙環縫式底槍,底吹強度0.02~0.04 Nm3/(t·min),轉爐冶煉用鐵水成分及溫度,見表3,轉爐主要造渣料技術指標,見表4。

表1 65 t頂底復吹轉爐主要參數

表2 氧槍噴頭工藝參數

表3 轉爐入爐鐵水成分(質量分數)和溫度

表4 轉爐主要造渣料技術指標
2 合理爐型評價標準
針對馬鋼4座65 t頂底復吹爐座各自特性以及爐齡階段,以合理爐型和爐況安全順行為基礎,建立轉爐液面高度、倒渣角度、鋼水出凈角度合理爐型控制評價標準,如表5所示。

表5 轉爐合理爐型控制評價標準
每日進行轉爐液面高度測量和爐襯測厚,采用打點連線作圖方式,通過曲線變化趨勢跟蹤判斷爐型走勢,有針對性地對轉爐不同爐襯侵蝕部位,尤其是局部最薄弱處,通過調整加料、濺渣和綜合維護手段,使轉爐液面高度、倒渣角度和鋼水出凈角度趨向控制目標范圍值。
3 轉爐爐況綜合性維護技術
3.1 濺渣護爐技術改進
濺渣護爐的基本原理是利用MgO含量達到飽和或過飽和的煉鋼終渣,通過高壓氮氣的吹濺,在爐襯表面形成一層高熔點的濺渣層,并與爐襯黏結附著,起到保護爐襯,提高使用壽命的目的[5]。影響濺渣層耐侵蝕能力的因素有主要有:轉爐留渣量、終渣(MgO)含量、終渣(T·Fe)含量、濺渣流量和槍位等,還要遵循“濺得起、粘得上、耐侵蝕”的原則。
3.1.1 轉爐留渣量控制
根據轉爐合理留渣量經驗公式[6]:
Qs=0.301Wn
(1)
式(1)中:Qs為轉爐合理留渣量,t;W為轉爐公稱容量,t;n為經驗系數,n=0.583~0.650。
將表1數據代入式(1),計算得到馬鋼65 t頂底復吹轉爐合理留渣量為3.58~4.54 t。
3.1.2 終渣(MgO)含量控制
根據日本鋼鐵協會提供的轉爐終渣MgO的飽和溶解度計算公式[7]:
w(MgO)飽和=0.04(θ-1650)
+0.28w(T·Fe)-2w(CaO)/w(Si2)+9.5
(2)
式(2)中:w(MgO)飽和為渣中MgO飽和值,%;θ為轉爐終點溫度,℃;w(T·Fe)為渣中全鐵含量,%;w(CaO)為渣中CaO含量,%;w(SiO2)為渣中SiO2含量,%。
馬鋼65 t頂底復吹轉爐終點溫度和渣樣主要成分化驗結果,見表6。

表6 轉爐渣樣主要成分(質量分數)和終點溫度
將表6數據帶入式(2),計算得到馬鋼轉爐終渣w(MgO)飽和值為7.81%。因此,轉爐濺渣護爐爐次,終渣w(MgO)含量應控制在6%~8%為宜。
3.1.3 終渣(T·Fe)含量控制
轉爐終渣中過高的(T·Fe)含量,會加速爐襯磚脫碳層形成,有利于爐渣向爐襯磚中滲透,導致爐襯熔損加劇[8]。爐渣熔化溫度Tm與爐渣主要成分和二元堿度R之間的關系[9]:
Tm=1738.41+2.63w(MgO)
-19.71w(T·Fe)+1.08R
(3)
式(3)中:Tm為爐渣熔化溫度,℃;w(MgO)為渣中MgO含量,%;w(T·Fe)為渣中全鐵含量,%;R為爐渣二元堿度。
由式(3)計算可知,渣中w(T·Fe)每增加1%,爐渣熔化溫度Tm下降近20 ℃;若爐渣堿度增加1或者渣中w(MgO)增加1%時,爐渣熔化溫度Tm僅升高1~2 ℃。但轉爐在實際冶煉過程中,爐渣堿度和渣中w(MgO)含量變化是有限的,而渣中w(T·Fe)含量變化較大。因此,轉爐濺渣護爐爐次,終渣w(T·Fe)含量控制越低越好。
3.1.4 濺渣工藝參數控制
優化濺渣護爐工藝參數,可以提高濺渣護爐效果,還能有效防止爐口及爐身濺渣層過厚現象,確保轉爐合理爐型和爐況安全穩定。圖1為濺渣護爐工藝參數控制流程圖。
由圖1可知,濺渣前 30 s是爐渣的孕育期,開濺槍位1300 mm 快速冷卻收火后,逐步抬高槍位至1500 mm,再到2000 mm。當爐口濺起片渣時,逐步降低槍位,每間隔10 s下降200~300 mm,直至1000 mm濺至無片渣,濺渣總時間控制在2 min。
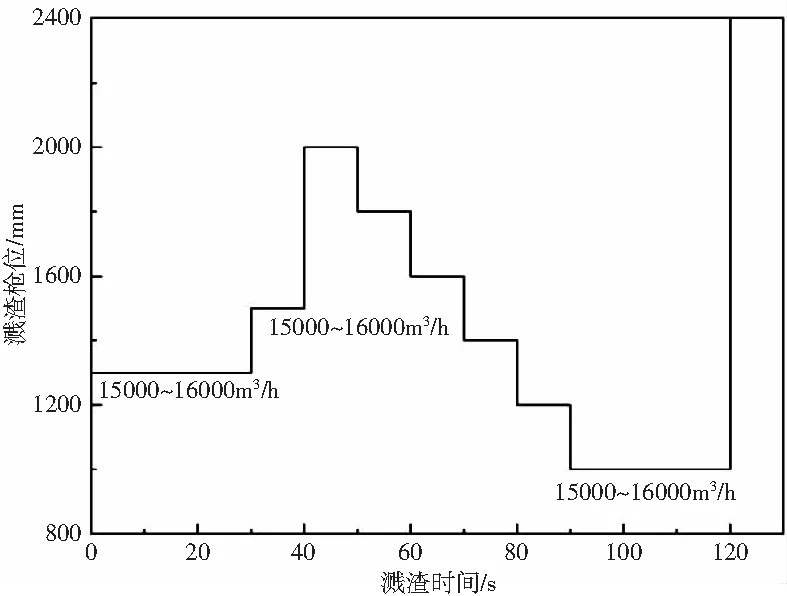
圖1 濺渣護爐工藝參數控制流程圖
3.2 倒渣面爐襯維護
棒材廢鋼渣補工藝原理是,通過向轉爐出鋼后的高溫液態爐渣中加入溫度差的冷料,使得高溫爐渣迅速冷卻形成局部“冷區”,爐渣中MgO、2CaO·SiO2、3CaO·SiO2等高熔點礦物質析出冷凝,粘附在轉爐倒渣面爐襯上替代補爐料,達到快速維護爐襯的目的[10]。棒材廢鋼技術指標,見表7。棒材廢鋼渣補主要操作要點如下:
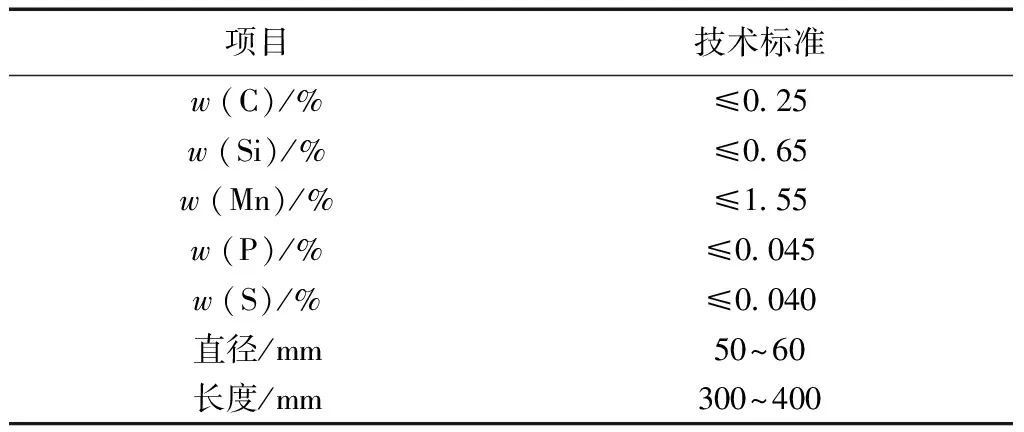
表7 轉爐渣補用棒材廢鋼技術指標
(1)棒材廢鋼用量根據倒渣面爐襯侵蝕程度而定,以平鋪倒渣面爐襯侵蝕部位為宜,參考用量為60~75 kg/t。
(2)渣補爐次鋼水終點w[C]≥0.10%,出鋼溫度1640~1660 ℃,轉爐終渣堿度3.0~3.5,終渣(MgO)百分含量:6%~8%,終渣(FeO)百分含量:13%~15%。
(3)轉爐搖至63°~65°,向轉爐內加入棒材廢鋼后,迅速將轉爐搖至83°~85°,使棒材廢鋼平鋪在渣面爐襯侵蝕部位;棒材廢鋼加入后,將轉爐上下2°~3°反復晃動5~6次后,靜置冷卻5~10 min。
(4)冷卻結束后,將轉爐搖至零位,進行濺渣護爐操作,完成補爐,進行下爐冶煉。
3.3 出鋼面爐襯維護
由于高溫爐渣與爐襯界面存在溫度差,利用轉爐終渣在冷卻過程中,高熔點物質相互擴散,同類礦物重結晶的工藝原理,能夠將爐襯侵蝕部位很好地維護平整,使高溫爐渣凝固在出鋼面爐襯所需維護部位與爐襯形成一個整體[11],起到耐火材料的作用,從而達到護爐的效果。轉爐終渣固渣維護出鋼面爐襯技術,具體操作要點如下:
(1)轉爐終渣固渣維護出鋼面爐襯爐次前1爐,轉爐出鋼完畢濺渣護爐后,將爐內渣翻盡,采用激光測厚儀測量出鋼面爐襯厚度,為轉爐選擇合適的留渣量提供數據參考。
(2)轉爐終渣固渣維護出鋼面爐襯爐次,轉爐造渣料依據鐵水w[Si]含量加入,適用條件為:鐵水60 t,廢鋼12.5 t,總裝入量(72±0.5)t,參見表8。轉爐終點鋼水要求w[C]控制在0.08%~0.12%,出鋼溫度控制在1640~1660 ℃。轉爐終渣堿度控制在3.0~3.5,爐渣中w(MgO)含量控制在6%~8%,渣中w(FeO)含量控制在10%~15%。

表8 轉爐主要造渣料用量參考表
(3)根據轉爐出鋼面爐襯侵蝕程度,確定合適的留渣量。然后,選擇合適的搖爐角度,將轉爐終渣平鋪至出鋼面爐襯所需維護部位,并根據轉爐出鋼面爐襯侵蝕程度和留渣量大小,確定合適的靜置冷卻時間。出鋼面爐襯侵蝕程度、留渣量與冷卻時間對應關系,見表9。

表9 出鋼面爐襯侵蝕程度、留渣量與冷卻時間對應關系
(4)維護后第1爐冶煉結束,倒爐測溫取樣前,轉爐向出鋼側和倒渣側反復10°晃爐2~3次,待轉爐搖至測溫取樣位置平穩后,才能測溫取樣。出鋼時,爐后作業平臺樹立安全告示,爐口正前方嚴禁作業人員和車輛通行。
3.4 出鋼口內口維護
由于轉爐出鋼口在出鋼過程中長期受到高溫鋼水沖刷作用,尤其是高溫過氧化鋼水沖刷侵蝕作用更大,使得出鋼口內徑擴大,出鋼口周圍工作層極易出現凹陷缺損現象。因此,馬鋼創新性地利用現有補爐料或手投料,并制作專用維護工具配合使用,可以實現轉爐出鋼口內口侵蝕部位的有效維護。圖2為轉爐出鋼口內口侵蝕部位修補工具結構示意圖。
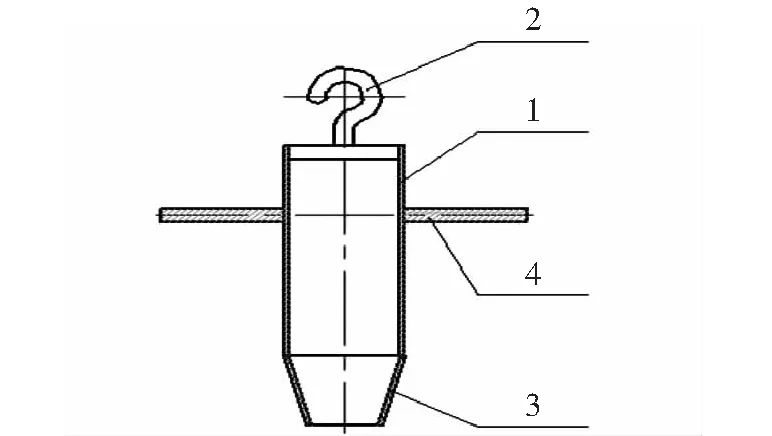
1.套管;2.掛鉤;3.收縮段導向;4.卡桿
如圖2所示,轉爐出鋼口內口侵蝕部位修補工具主要包括套管、套管頂端掛鉤、收縮段導向、以及距離套管頂端適中且在同一平面上相互呈90°卡桿。套管外徑略小于出鋼口內徑,通過收縮段導向可快速、方便地插入出鋼口內口,通過套管同一平面上相互呈90°卡桿,可穩定地將修補工具固定在出鋼口內口,支撐探伸出部分又起到了標尺作用,使得修補后出鋼口周圍爐襯不至于過高,可確保鋼水出凈。轉爐出鋼口內口侵蝕部位維護具體實施步驟如下:
(1)上一爐出鋼完畢,轉爐正常濺渣護爐,待爐內渣翻空后,將轉爐向出鋼側搖平90°,確保出鋼口軸線垂直于水平面。
(2)作業人員通過將轉爐出鋼口內口侵蝕部位修補工具沿出鋼口內口插入,使其固定在出鋼口內。
(3)通過人工手投方式將補爐料或手投料均勻投擲至出鋼口侵蝕部位,直至出鋼口侵蝕部位填平為止,完成修補工作。
4 實施效果
以馬鋼1#頂底復吹轉爐為例,自2021年6月份采用基于合理爐型控制的轉爐爐況綜合性維護技術以來,轉爐爐襯薄弱部位得到較好維護,爐況始終處于安全穩定、高效順行的狀態。1#頂底復吹轉爐爐襯測厚數據,見表10。
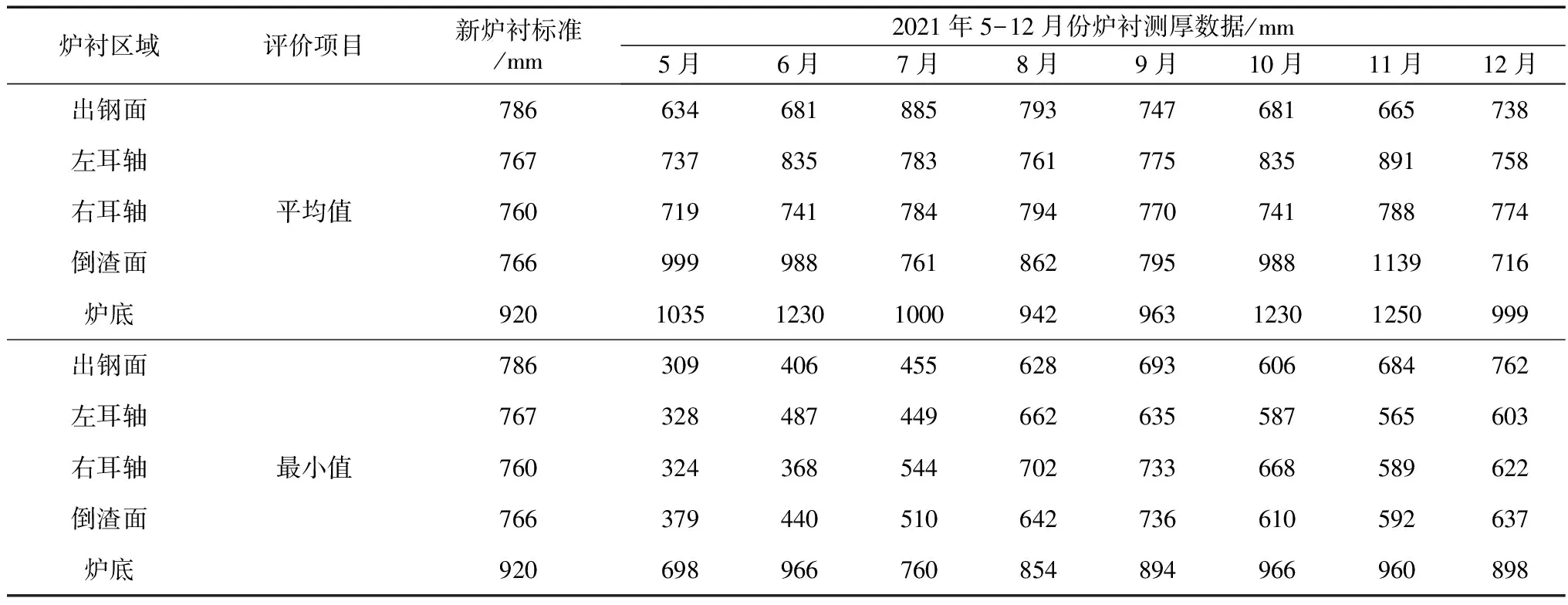
表10 1#頂底復吹轉爐爐襯測厚數據
基于合理爐型控制的轉爐爐況綜合性維護技術,在提高轉爐爐齡和控制合理爐型的同時,還取得了以下幾個方面的效果:
(1)采用棒材廢鋼渣補技術,有效提高了鋼水實物質量。與傳統生鐵塊渣補技術相比,倒渣面爐襯補爐頻次由215次/月下降至158次/月。
(2)利用封爐間隙和轉爐停爐檢修同步實施轉爐終渣固渣維護出鋼面爐襯技術,可以有效避免爐機匹配矛盾;另外,由于該技術不需要補爐砂耐材投入,可以有效起到降低補爐砂用量的使用效果。與傳統補爐砂維護出鋼面爐襯相比,出鋼面爐襯維護頻次由108次/月下降至79次/月。
(3)出鋼口內口侵蝕部位修補方法有效解決了常規濕法噴補維護時,因出鋼口缺乏有效的封堵措施,噴補料極易沿出鋼口內壁流出,進而影響出鋼口內口侵蝕部位修補效果,以及增加噴補頻次的問題,可以實現轉爐出鋼口內口侵蝕部位的有效維護。
5 結語
馬鋼65 t頂底復吹轉爐通過改進濺渣護爐工藝,并利用“棒材廢鋼渣補、轉爐終渣固渣護爐、濕法噴補、貼磚維護、手投護爐”等轉爐爐況綜合性維護技術,轉爐爐齡由22 000爐提高至25 000爐,噸鋼耐材用量下降了0.13 kg/t,轉爐爐型合格率由80.73%提高至90.51%,為轉爐爐況高效、穩定順行提供有力支撐。