YB95卷煙包裝機拉線穩定性的改進與應用研究
2022-12-12 11:50:24彭碩劉建華
中國設備工程 2022年23期
彭碩,劉建華
(湖北中煙工業有限責任公司紅安卷煙廠,湖北 紅安 438400)
YB95卷煙包裝機是YB65型包裝機組的中下游機,關鍵進行煙條的透明紙和拉線的包裝,拉線是作為一種外包裝盒拆裝專業工具和防偽手段,廣泛應用于煙草商品外包裝盒行業。包裝機原條包透明紙拉線輸送卷軸是通過螺紋固定在條透拉線旋轉軸上,在拉線卷軸安裝和拆卸的時候都要把鎖緊錐套擰緊和松開。在擰緊的時候要控制好錐套的鎖緊度,松了固定不住,緊了會在設備高速運行時甩壞拉線卷軸的塑料軸。該結構有以下幾點缺陷:(1)操作工人更換卷軸時間長,操作程序繁瑣。(2)尤其在拉線卷軸快用完時,容易對塑料的破壞性增大,易造成拉線輸送的不穩定。經常有松脫現象,產生質量不合格的產品。(3)由于在拉線沒用完的時候塑料軸就損壞了,從而造成了卷軸的無法正常使用,導致原材料的極大浪費。綜上所述,生產企業迫切需要研究一種YB95包裝機拉線穩定性裝置,實現對拉線卷筒的快速更換和鎖緊力的穩定可控。
國內卷煙企業已通過各種方式對YB95型包裝機拉線卷筒定位裝置進行優化改進,用于縮短拉線卷筒的更換時間。有彈簧片或彈簧絲漲緊的方式、氣缸式漲緊方式、雙氣囊漲緊方式等,它們在不同程度上都有一些缺陷,使用效果不是很理想。彈簧片或彈簧絲漲緊結構簡單、成本低,但是使用壽命短,時間長彈簧片或彈簧絲應力失效,拉線卷軸漲不住,容易產生產品質量缺陷。氣缸漲緊和雙氣囊漲緊方式結構復雜,由于拉線卷軸的內孔較小,氣缸式漲緊零件多、結構緊湊,難以下手,不便于維修維護。研究擬設計一種氣囊式漲緊方式YB95包裝機拉線穩定性裝置,以期實現對拉線卷筒的快速更換和鎖緊力的穩定可控,提高設備的有效作業率。
1 現狀調查
為了解拉線卷筒更換過程中設備停機時長的具體情況,對各機臺7名操作工更換拉線卷筒所用時長進行統計,每人進行4次現場測驗,統計結果見表1。同時,為了解拉線更換過程中,YB95包裝機拉線穩定性情況,對各機臺因拉線穩定性引起的故障頻次進行為期5周的統計,統計結果見表2。
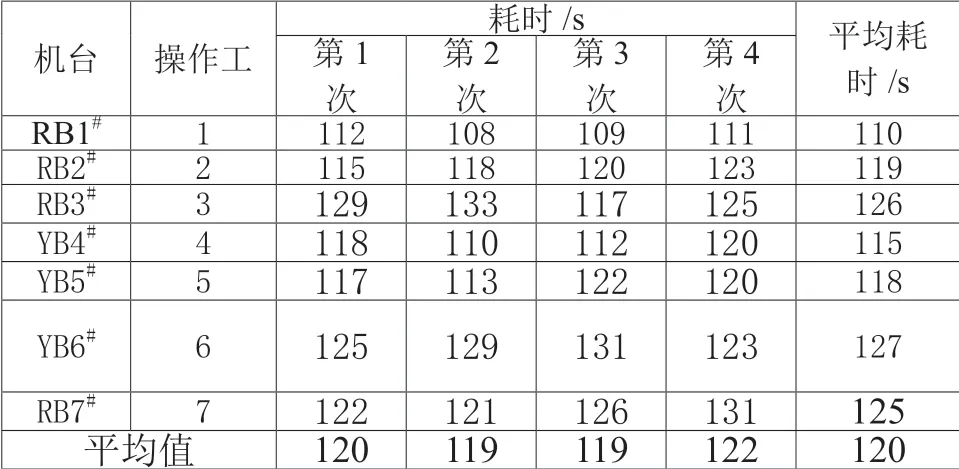
表1 改進前操作工更換拉線卷筒時長統計表

表2 改進前拉線使用故障頻次統計表
由表1、2可知:在未改進前,操作工更換拉線卷筒平均耗時120s;未改進前,拉線穩定性故障平均1.2次/周。從而使得設備效率降低、材料消耗增加。
2 原因分析
2.1 原YB95包裝機拉線裝置工作原理
如圖1所示,原YB95包裝機拉線裝置由直流電機1、拉線軸4、內部錐套5、鎖緊錐套7組成。拉線軸4左側錐套為固定錐套,右側設有活動鎖緊錐套7,拉線卷6穿套在拉線軸4上,通過鎖緊錐套7螺紋鎖緊,兩側擠壓實現鎖緊定位。再通過直流電機1帶動錐齒輪2、3帶動拉線軸4轉動,從而實現供給動作。

圖1 YB95包裝機拉線裝置
2.2 耗時分析
通過對YB95包裝機拉線裝置操作步驟進行分解分析,確認耗時中關鍵要素分別為:(1)人為手動停機;(2)切斷在用拉線;(3)松開鎖緊錐套;(4)取下卷芯更換新拉線卷;(5)鎖緊錐套;(6)拉線經導輥展開與條透明紙回合;(7)開機啟動。
統計7個機臺按標準操作步驟耗時,統計結果見表3。
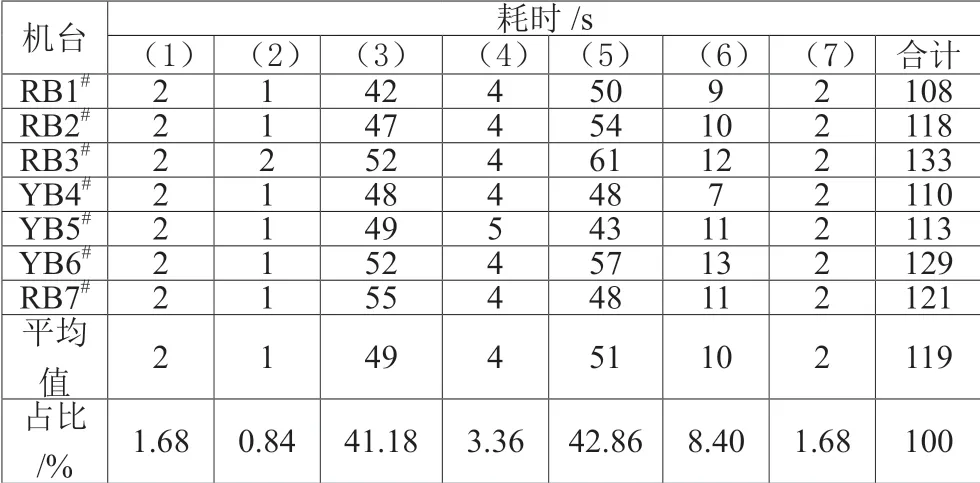
表3 標準操作步驟耗時統計表
由表3可知,YB95包裝機拉線裝置,在更換拉線過程中,耗時最長步驟為(3)和(5),即松開與鎖緊錐套過程,占整體耗時84.04%。操作工在進行兩項操作步驟時,需正向、反向且連續快速轉動鎖緊錐套28周,嚴重降低拉線更換效率,從而影響設備效率。
2.3 穩定性分析
GD包裝機原條包透明紙拉線輸送卷軸是通過螺紋固定在條透拉線旋轉軸上,在拉線卷軸安裝和拆卸的時候都要把一個鎖緊錐套擰緊和松開。在擰緊的時候要控制好錐套的鎖緊度,松了固定不住,緊了還容易在設備高速運行時甩壞拉線卷軸的塑料軸。
由上述分析可知,YB95包裝機原拉線裝置,通過鎖緊錐套進行固定拉線卷,不僅是操作上不便利,更容易通過松緊力度不一,而造成YB95包裝機拉線裝置的穩定性降低。基于以上分析,原機拉線裝置因其設計拉線定位裝置不合理,使得操作過程中耗時長且力度無法精準控制。
3 改進方法
3.1 改進思路
鎖緊方式和固定方式的合理設計是實現拉線快速更換工作的關鍵。試驗采用氣囊式的方式來進行拉線卷筒快換裝置的設計,氣囊式鎖緊方式同時具備定位、鎖緊功能,具有結構簡單可靠、安裝快速、鎖緊力大、定位精度高等優點。
3.2 設計方案
氣囊式緊式拉線卷筒定位裝置結構如圖2所示,主要由氣囊、漲塊、底座、剎車輪、堵頭等組成,張緊裝置整體設計為圓柱形。氣動頂升漲緊閘塊用來支撐卷軸,而頂升漲緊閘塊靠氣囊的作用力控制張緊和松弛。
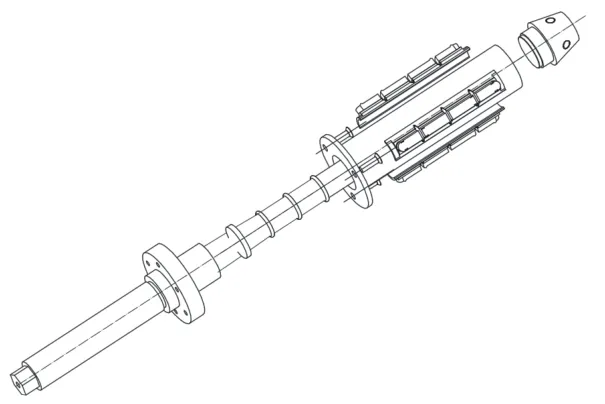
圖2 氣囊式緊式拉線卷筒定位裝置
常態時3個漲緊閘塊處于壓縮彈簧作用下的釋放位置,此時將拉線卷推入銅套式輥軸至定位擋盤,通過控制開關使氣囊至漲緊狀態,則漲緊裝置的漲緊塊通過氣囊將頂升漲緊閘塊彈起,拉線卷鎖定于輥軸。
3.3 卷筒安裝軸的設計
設計卷筒安裝軸主體長度235mm,材料采用45#鋼,卷筒安裝軸直徑設計為10mm,卷筒安裝軸設計圖如圖3所示。
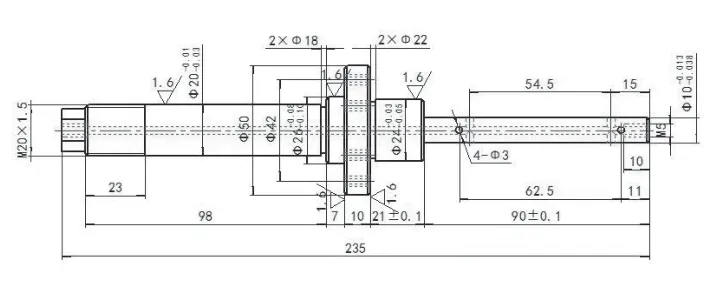
圖3 卷筒軸設計圖
設計卷筒氣囊主體長度93mm,材料采用黑色橡膠,卷筒氣囊直徑設計為19mm,氣囊設計圖如圖4所示。在材料選擇上,黑色橡膠選擇聚烯烴熱塑性彈性體,其性能較好、密度較小、韌性較高、低溫抗沖擊性能較強、易于加工,且重復使用率高。
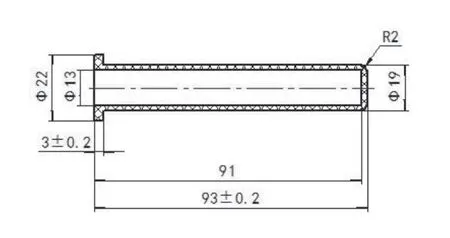
圖4 氣囊設計圖
卷筒內芯內徑尺寸30mm,安裝軸套上氣囊及漲塊后,徑向跳動控制在1mm以內。
4 效果驗證
完成氣囊式漲緊方式拉線快換裝置的加工組裝對改進很有成效,對7臺套機組操作工再次進行更換拉線卷筒停機時長統計,每人進行4次測驗,統計結果見表4。同時,為了解拉線更換過程中,YB95包裝機拉線穩定性情況,對各機臺因拉線穩定性引起故障頻次進行為期5周的跟進。
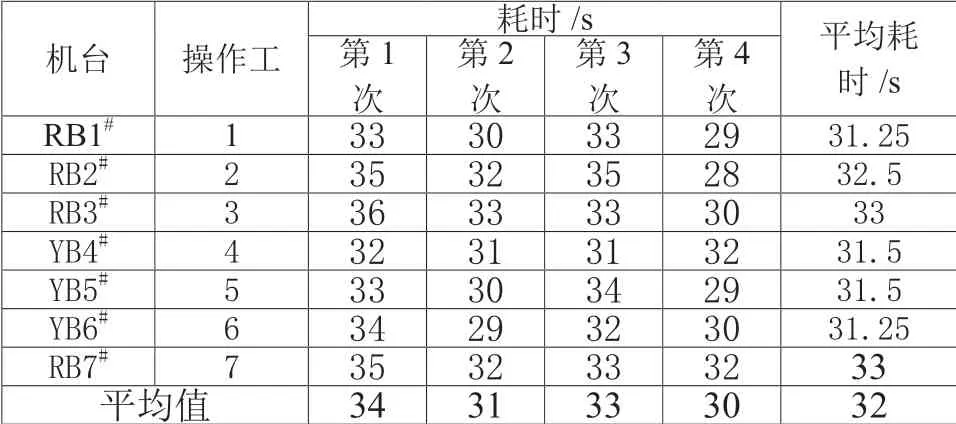
表4 改進后操作工更換拉線卷筒時長統計表
由表4可知,YB95包裝機拉線裝置改進為氣囊式漲緊方式后,更換拉線由改進前平均耗時120s降至32s,同時跟進5周的運行穩定性情況,均未出現因拉線更換運轉出現故障停機。上述結果表明,該裝置大幅度降低操作工更換拉線時間,且其裝置穩定性優秀,有效保障了設備運行效率。
5 結語
采用條透拉線卷軸氣動漲緊方式后,實現了拉線卷軸快速更換、快速漲緊,且定位準確。在原有安裝空間中安裝拉線卷軸氣動漲緊裝置,改進后設備運行穩定、操作簡單、固定可靠。在整個拉線輸送過程中,從大卷到最小卷一直都能夠穩定的輸送拉線,拉線定位準確牢固,輸送平穩,保證了產品質量,減少原先安裝和更換紙卷時的勞動強度,避免運行時紙筒的相對位移,簡化安裝拉線卷軸的操作程序,縮短安裝和更換拉線卷軸的時間。