基于激光干涉和視覺技術的銦瓦標尺自動測量裝置研制
2022-12-13 10:56:12金中希
機電信息 2022年23期
關鍵詞:測量
金中希
(廣東省計量科學研究院,廣東 廣州 510405)
0 引言
銦瓦標尺與數字水準儀配套使用,對水準勘查和建筑物的形變監控發揮了重要作用。銦瓦標尺屬于高準確度的計量器具,使用一段時間后,需要對銦瓦標尺刻線間隔進行檢定[1]。因這種標尺刻線多,為準確、高效地瞄準和測量刻線間隔距離[2],研制了結合激光干涉儀和視覺識別技術的自動測量裝置[3],用于銦瓦標尺的計量檢定。
1 總體介紹
本測量裝置主要由激光干涉儀、視覺圖像采集系統、傳動系統、伺服系統等組成,外觀如圖1所示。
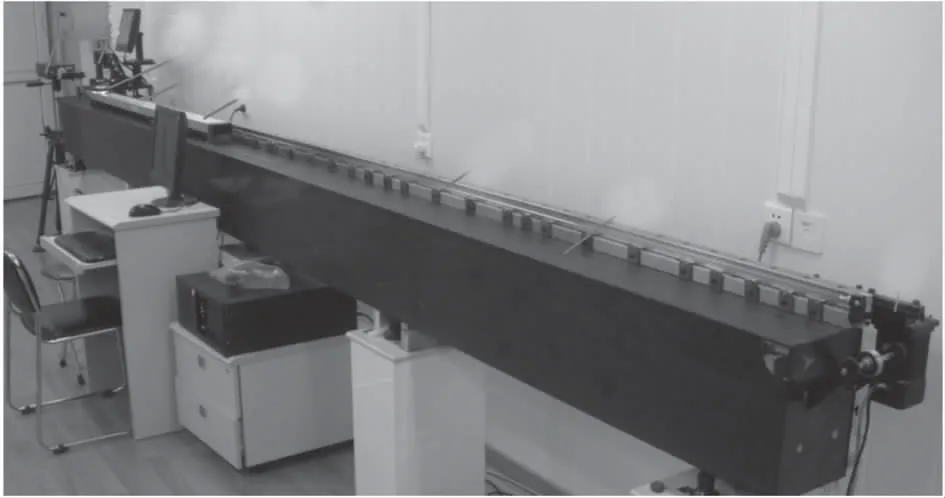
圖1 測量裝置外觀圖
測量基本原理:采用伺服電機驅動工作臺進行初始定位[4],由激光干涉儀準確測量移動的距離L,再經過視覺抓拍,確定零位起始刻度線的像素值P0和被測刻度線像素值Pm,取其差值與屏幕像素的標定值e相乘,則被測刻度線與零位起始線的實際距離LP按式(1)計算。

2 主要硬件組成
2.1 測長標準器
該裝置測量范圍上限達到5 m,且測量準確度要求高,測長主標準器采用激光干涉儀是最好的選擇。本項目采用RENISHAW公司的ML10激光干涉儀作為距離測量的主標準器,該激光干涉儀最大允許誤差為±0.7×10-6L。激光干涉儀是基于激光波長常數的原理開發出來的,當在工況環境下工作時波長會發生改變,必須對波長的改變進行補償。目前商業化的激光干涉儀已將波長補償到標準環境,即溫度T=20℃、大氣壓力P=101.325 kPa、相對濕度H=50%。由于實驗室實際環境情況偏離了標準環境條件,為保證準確度必須根據實際情況修正。借鑒《量塊》(JJG 146—2011)規程中采用激光干涉儀絕對測量二等量塊的方法,采用目前國際上廣泛使用的Edlen公式得到修正系數λ來修正激光波長,即將測量的數據乘以修正系數λ與0.999 728 8(標準修正值)比例。
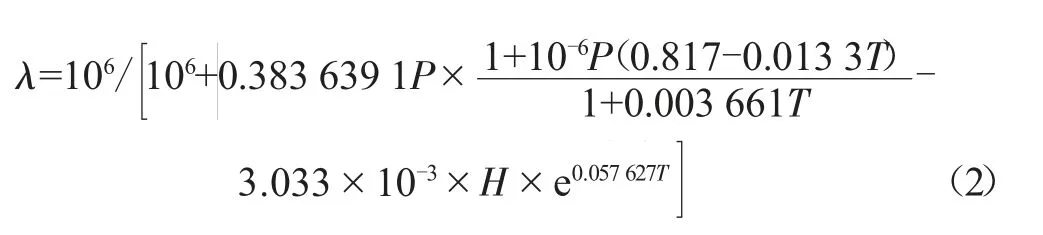
式中:P為大氣壓力,P=100.6 kPa;T為激光光路上的空氣溫度,取T=20.2℃;H為相對濕度,H=53.6%。
代入式(2),可求得λ=0.999 730 7。
經與激光干涉儀自帶的測量軟件進行比較,實際效果很好,在全長5 m的量程上,本項目開發的激光讀數軟件與激光干涉儀自帶軟件讀數相差不超過0.2 μm。
2.2 傳動系統
要完成自動測量,必須配備傳動機構,可以采用齒輪齒條、摩擦輪、絲杠或皮帶傳動,如果采用前兩者,工作臺上要安裝電機,電機的振動對測量有影響。采用絲杠傳動的話,機械承力結構會比較復雜,由于本裝置工作臺拖動力并不大,速度也不高,整體傳動功率不大,采用皮帶傳動是比較好的選擇。皮帶中的同步帶傳動具有工作無滑動、恒定傳動比、平穩、緩沖減振的能力以及傳動效率高(0.98)的優點,本裝置最后選擇采用同步帶傳動。
根據國家機械行業標準《圓弧齒同步帶傳動第3部分:設計方法》(JB/T 7512.3—2014)來設計和選擇同步帶。經理論分析和實際測算,考慮靜摩擦力的因素,工作臺開始拖動最大拉力Fmax=60 N,運動平穩后,拉力為47 N,工作臺移動速度一般為0.8 m/s,最大移動速度不會超過Vmax=3 m/s,考慮到同步帶低轉速的情況多,將工況系數增加到k=2~4,最大功率Wmax按照式(3)進行估算。

根據國標《同步帶尺寸》(GB 11616—1989)來選擇同步帶:齒距5 mm,帶寬20 mm,齒形采用圓弧齒,根據工作實際條件,中心距為5.35 m。同步帶總長設計成10.86 m,根據伺服驅動器脈沖當量(10 000脈沖/r),設計出帶輪的直徑名義為50 mm,齒距為5 mm,這樣將帶輪的齒數圓整為32齒,實際直徑為50.93 mm。
為了保證測量準確度,減少運動中的角擺誤差,導軌運動的直線度不能超過0.02 mm/m,精密滾子直線導軌最長只能做到3 m,要達到5 m的量程必須駁接,這對支撐導軌的平臺又提出了新的要求。為了保證平臺具有很好的剛性和長期穩定性,消除自重及環境導致的平臺變形,裝置將平臺設計成整體結構。考慮實際搬運到實驗室和加工的可行性,最后平臺的尺寸設計為長5.3 m、寬0.2 m、高0.3 m,表面的平面度在全長5 m范圍內不超過0.008 mm。
2.3 運動伺服系統
運動伺服系統的設計需要確定運動控制卡、伺服驅動器和伺服電機。本裝置其實只是單軸控制,不需要任意兩軸之間的圓弧插補等運算,綜合分析性價比,選擇了實用性強的國產MSP8048運動控制卡以及相應的交流伺服驅動器和伺服電機。
該運動控制卡基于PCI總線,配備豐富的Windows環境下的函數庫,方便設計軟件,實現計算機與控制卡之間的數據交換。
2.4 圖像采集系統和光源
當前機器視覺圖像處理技術發展快,可選擇的產品多。本裝置采用性能可靠的國產MVC3000F工業相機,該工業相機具備即插即用的USB2.0接口,圖像采集系統的安裝非常方便,通過專用的USB視頻電纜即可與控制計算機直接連接,實時獲得BMP格式無壓縮的每幀圖片,方便軟件的后續處理。
本裝置要適用于等距刻線的銦瓦標尺和非等距的條碼銦瓦標尺,這些尺子大多都是建筑工程上使用過的,表面經常有污點、刻線磨壞、表面油漆脫落等缺陷,給拍攝圖像中的目標識別帶來了干擾,通過調整光強可以在一定程度上消除這種影響。本項目采用光強可調整的LED光源以適應不同的測量目標,照射方式為前向照明,即光源和相機位于被測物的同側,光源直接固定于CCD鏡頭,兩者的高度差超過40 mm,為方便調焦,配備了遠近可調光學鏡頭。
3 軟件實現
軟件采用VS2010 C++基于MFC開發[5],使用了大量的接口庫函數,其中最重要的有3個:
(1)第1個為啟動視頻函數int MV_Usb2Start,CCD視頻系統經過初始化后,使用該函數就可以將視頻圖像顯示到預定的位置;
(2)第2個為控制電機運動的函數short int MSP8048_TSP_CON_MOVE(unsigned char CardNO,unsigned char AxisNO,float Distance),CardNO為初始化卡號,AxisNO為運動軸號,Distance為運動的距離;
(3)第3個為采集激光讀數函數char rdvGetReading(void),激光干涉儀初始化后,通過該函數就可以將激光移動的距離字符串讀入程序中的變量,經處理,將字符串ASCII碼變換成double數據。
軟件采用人機對話的主界面,通過此窗口,操作人員可以向計算機發出一系列命令,實現數據設置、激光/環境/CCD視頻檢查等工作。
軟件的基本流程如下:
(1)初始化CCD視頻和驅動卡;
(2)啟動視頻,標定像素值,得到像素比例e值;
(3)根據選擇的測量對象,工作臺移動到零線;
(4)圖像采集,噪聲消除平滑化處理,將圖像轉化為灰度圖;
(5)采用大津閾值法(最大類間方差法)將圖像二值化;
(6)各刻線邊緣點濾波,求中線;
(7)取激光讀數,第一次清零;
(8)工作臺移動到被測線,跳到步驟(4)進行循環,直到所有的刻線測量完畢。
在圖像處理軟件開發過程中,選取恰當的閾值對準確分離出標尺的刻線邊界至關重要,刻線邊界的分割是否準確直接影響刻度分劃誤差測量的準確度。針對被測銦瓦標尺的特征,經多次實驗矩不變法、最大熵法以及最大類間方差法選擇圖像分割閾值,決定采用效果最好的最大類間方差法。
最大類間方差法的基本原理是先取某個灰度值,以它為界將圖像分為灰度值大小兩類,分別計算這兩類中像素點數及灰度平均值,并計算它們的類間方差,最后取所有灰度的類間方差中的最大值對應的灰度為所求最佳閾值。
計算公式如下:

式中:n1(i)、n2(i)分別為灰度小于i的像素與大于等于i的像素的數目;v1(i)、v2(i)分別為它們的平均值。
為了方便編寫程序,引入了表達式ArgMax[w(i)],實質上w(i)就是一個以灰度值為自變量的函數,求閾值就是找出函數值取最大值的位置,即找到w(i)中最大值的下標作為圖像分割的最佳閾值,再對銦瓦標尺的幀圖片進行二值化處理。
對每行像素從最左邊開始尋找,一旦發現像素值發生改變,就得到了第一條刻線的左邊緣,記錄此位置像素點橫坐標;繼續往右尋找,再發現像素改變時為第一刻線的右邊緣,取平均值獲得第一條刻線的中線坐標。
同樣的原理找到第二條刻線的中線,兩中線坐標之差即為相鄰兩刻線在該行的像素之差。按此方法搜索整個圖片,找出所有行上各刻線中線之間的像素值,結合屏幕的標定值e和激光干涉儀讀數,計算得到各刻線之間的距離。
4 裝置測量銦瓦標尺的不確定度
根據式(1)的數學模型,導出測量不確定度的表達式如下[6]:

式中:c(L)=1;c(e)=Pm-P0,為起始刻線和測量刻線像素差值,以200像素為例計算;c(Pm-P0)=e,為像素標定值,一般取3~6 μm/像素,以4為例計算;u(L)為激光干涉儀讀數值給出的不確定度分量;u(e)為像素標定值不準給出的不確定度分量;u(Pm-P0)為軟件確定起始刻線和測量刻線像素差值不準引起的不確定度分量,記為u(P)。
將以上數據代入式(5),得到:

下面分別計算u(L)、u(e)、u(P):
u(L)受到激光干涉儀的誤差(示值誤差不超過±0.7×10-6L)、溫度傳感器的測量誤差(實際誤差不超過±0.1℃)、多次測量的重復性誤差(s=1.44 μm)3個方面的影響,3個影響量不相關,直接合成,對于3 m的銦瓦標尺,計算出u(L)=2.2 μm。
為了準確標定屏幕的像素值,定制了標準刻度玻璃尺,標定時取像素間隔P=200個像素,采用標準刻度玻璃尺的實際校準值,其擴展不確定度U不超過1 μm,k=2,則u(e)=U/(kP)=1/(2×200)=0.002 5 μm/像素。
圖像二值化后,剔除粗大誤差,將刻線邊界檢測不準引入的誤差控制到最小,刻線邊界檢測引入的誤差不會超過1個像素值,按半寬為0.5個像素的等概率分布處理,計算出像素。
將以上數據代入式(6),得到銦瓦標尺的標準不確定度uc(Lp)=2.54 μm,取包含因子k=2,則擴展不確定度U=2uc(Lp)≈5.1 μm。
5 結語
該裝置自投入使用以來,通過了銦瓦條碼水準標尺檢定裝置考核,取得了廣東省市場監督管理局頒發的計量標準合格證和社會公用計量標準證書(〔2018〕粵量標粵法證字第32號),對客戶送檢的銦瓦標尺進行了有效量值傳遞。
根據不確定度不超過被檢定器具允許誤差1/3的原則[7],該裝置的測量不確定度U=5.9 μm,對于允差為±(0.02 mm+20×10-6L)以下的其他水準標尺也能進行符合性判斷。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
