MIR-01 型雪茄卷制機離線式茄衣茄套切刀磨刀機的研制
2022-12-20 05:58:40孫東亮常月勇戴由宗
煙草科技 2022年11期
張 閣,孫東亮,常月勇,戴由宗
山東中煙工業有限責任公司濟南卷煙廠,濟南市高新區科航路2006 號 250000
機制雪茄是指茄衣卷制、茄胚成型過程均由雪茄專用機械設備完成的雪茄,也稱為全機械制作(或卷制)雪茄[1-3]。其中,茄胚成型過程包括茄套切割準備、茄芯準備和茄套包裹茄芯3個環節;雪茄成型過程包括茄衣切割準備、茄衣包裹茄胚2個環節[4-5]。茄衣茄套的切割準備工作由各自對應的切刀完成,是茄胚成型和雪茄成型的核心過程。荷蘭SCM 公司生產的MIR-01 型雪茄卷制機是國內雪茄煙生產企業的主流設備,其茄衣茄套切刀刀刃為特定形狀的閉環刀刃,由于該設備未配置在線磨刀裝置,當切刀刀刃產生磨損時,容易出現切刀無法切斷茄衣茄套煙葉或煙葉切斷后有粘連等問題,導致雪茄煙產品質量不合格,影響設備運行效率[6]。近年來針對MIR-01 型雪茄卷制機主要在工藝參數快速調整方面開展研究[7],對于切刀磨刀裝置的研制則鮮見報道。為此,借鑒柏益林[8]設計車刀刃磨裝置、李文治等[9]設計新型扁鉆刃磨機的原理及方法,研制了一種MIR-01 型雪茄卷制機離線式茄衣茄套切刀磨刀機,以期提高雪茄煙產品品質,延長切刀使用時間,降低煙葉生產消耗。
1 問題分析
1.1 工作原理
茄衣茄套切割機構的結構及工作原理基本相同,其切割機構主要由壓輥、切刀等部件組成,見圖1。以茄套切刀為例,擺臂(1)帶動壓輥(2)(3)沿X方向做往復運動。當擺臂沿X正方向運動至最右端時,壓輥遠離安裝于固定座(5)上的切刀(4);此時操作人員將茄套平鋪在刀盒(6)上,在來自風道底座(7)內腔的負壓吸風作用下,茄套被吸附于刀盒上。當擺臂沿X反方向運動時,在調節彈簧(8)的拉力作用下,壓輥輥壓經過刀盒,吸附于刀盒上的茄套被切刀的刀刃(9)軋斷,茄套與刀刃形狀一致,通過包裹茄芯制成茄胚。除尺寸不一樣外,茄衣茄套切刀的型制及結構相同,裁切為特定形狀的茄衣被包裹在茄胚外面,從而完成雪茄煙支的成型過程。
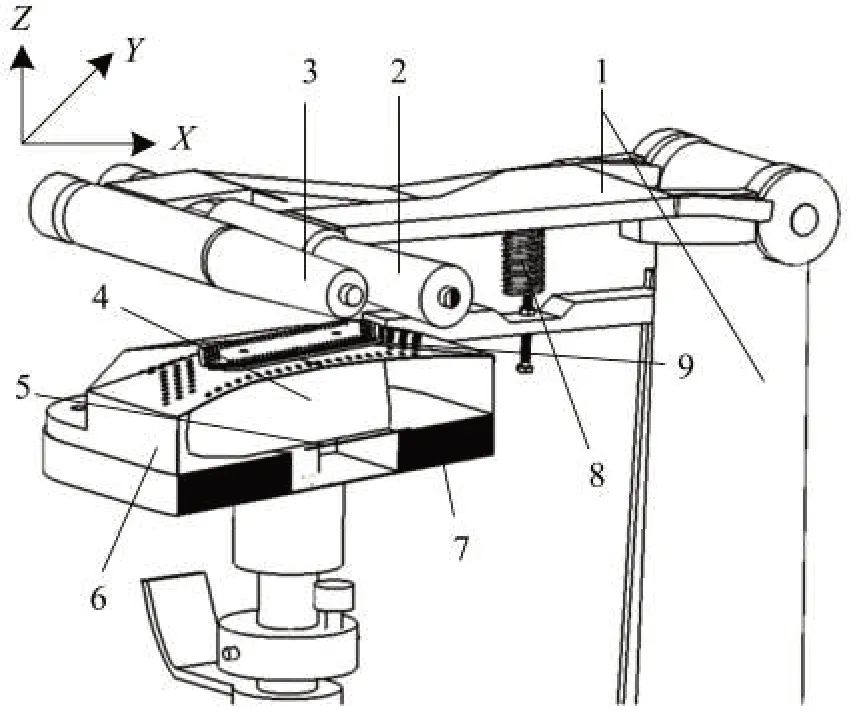
圖1 茄套(或茄衣)切割機構結構示意圖Fig.1 Structure of binder/wrapper cutting mechanism
1.2 存在問題
茄衣茄套的切割主要依靠切刀刀刃與壓輥之間的軋壓作用完成。在設備運行過程中,隨著切刀刀刃磨損,會出現煙葉未切斷或切斷后煙葉有粘連等情況,此時可通過調整彈簧增大拉力改善切割狀況。當彈簧拉伸至一定長度后仍無法切斷煙葉時,判定切刀刀刃失效,需要更換切刀。由圖2 可見,切刀刀刃磨損并非環形刀刃整體失效,刀刃磨損最早出現在壓輥切入端的ab、ah、hg 段,這與切入端斜口和壓輥接觸瞬間的沖擊作用力較大有關;隨著彈簧拉力增大,失效位置沿bc、gf 方向延伸;當bc、gf 段的刀刃大部分失效時需要更換切刀,但此時切出端的cd、de、fe 段因刀刃磨損程度輕而較少出現未切斷煙葉現象。更換下來的切刀在整個閉環刀刃上只有某一段或幾段刀刃磨損,經過修復可繼續使用。但因切刀刀刃形狀復雜,在現有的MIR-01 型雪茄卷制機切割機構上無法增加在線磨刀裝置,而采用人工磨削方法修復切刀,則勞動強度大、操作時間長且存在人為差異。為此,研制了一種專用離線式切刀磨刀機,以提高切刀磨削質量和工作效率。
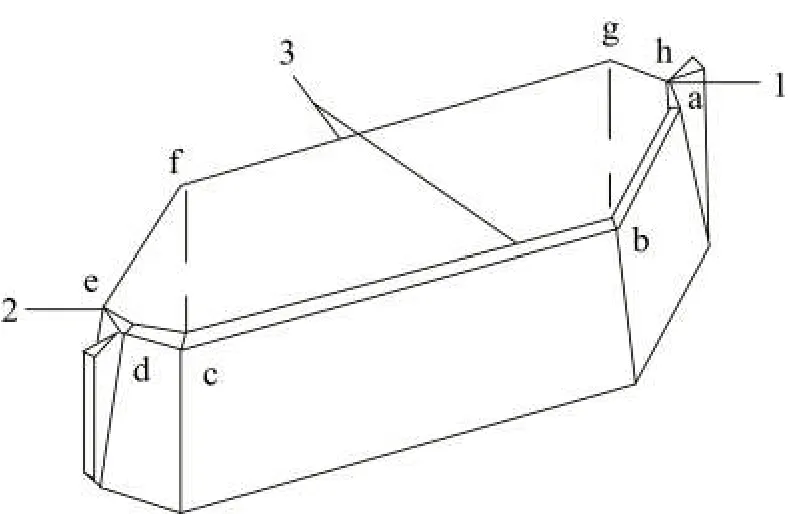
圖2 切刀結構示意圖Fig.2 Structure of knife
2 系統設計
2.1 磨刀機結構
磨刀機由砂輪高度調節機構、磨刀平臺角度調節機構、砂輪傳動機構三大部分組成,見圖3。磨刀時,將切刀(1)需要磨削的刀刃正對砂輪(2)放于磨刀平臺(3)上,通過砂輪高度調節機構(4)調整砂輪高度,使砂輪的4點方向觸碰刀刃;調整磨刀平臺的角度,使切刀與砂輪接觸的角度保持一致,此時切刀與砂輪的接觸點高度會有變化,通過微調砂輪高度使砂輪的4 點方向觸碰刀刃;砂輪和磨刀平臺調節完成后,啟動砂輪傳動機構(5),沿磨刀平臺的長度方向(與砂輪垂直)輕推切刀,完成刀刃的磨削過程;使用JB-360 角度儀(上海精帛儀器設備有限公司)測量磨削角度,使用605A 游標卡尺(哈爾濱量具集團有限責任公司)測量刀刃寬度,直至切刀刀刃符合要求。
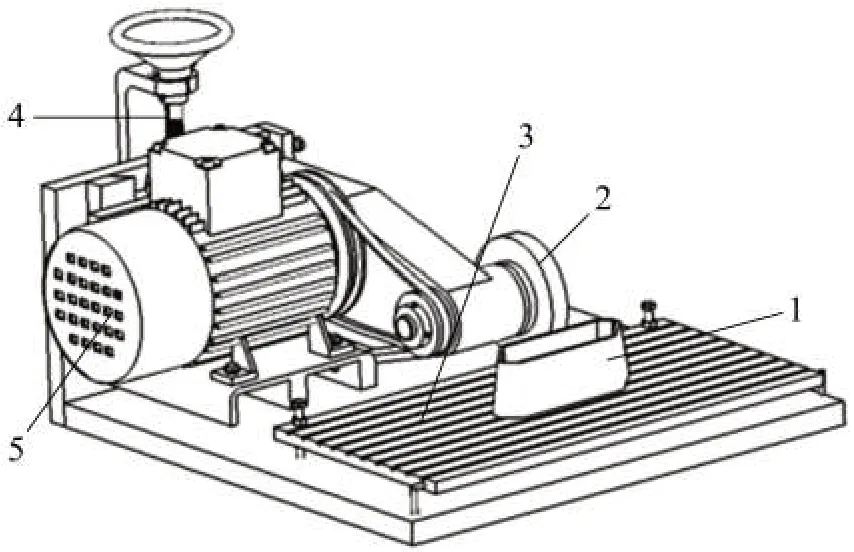
圖3 磨刀機結構示意圖Fig.3 Structure of knife grinding machine
2.2 切刀可磨削量的模擬
圖4是切刀刀刃部分橫截面示意圖。可見,切刀性能與刃角α相關。刃角α越小,刀刃越鋒利,滾切效果較好,但切刀能夠承受的最大切削力變小,強度降低,使用時間縮短;刃角α越大,刀刃變鈍,滾切效果較差,但切刀能夠承受的最大切削力變大,強度增加,使用時間延長。經實際測量,MIR-01型雪茄卷制機茄套切刀刀刃寬度L1為0.15 mm,刃角α為43°,前刀面有效寬度L2為1.75 mm。計算可得后刀面寬度L3=L2cosα=1.28 mm,切刀基體寬度L4=L2sinα+L1=1.34 mm。
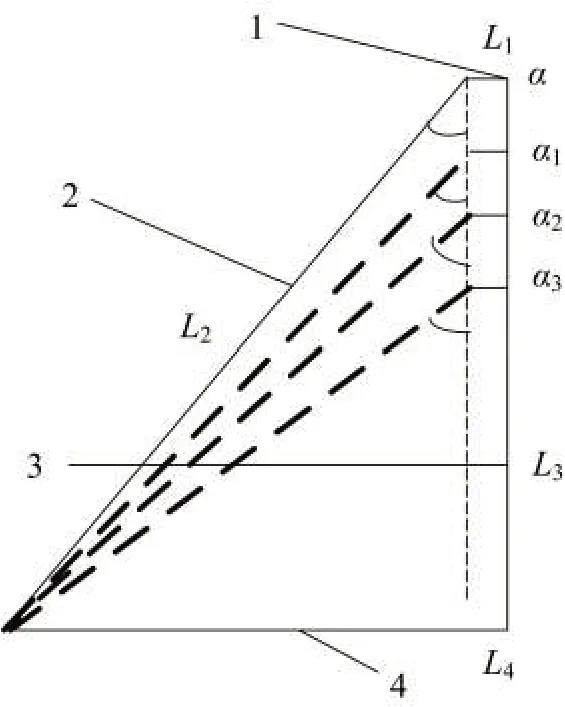
圖4 刀刃橫截面示意圖Fig.4 Schematic diagram of blade cross section
為研究刀刃的磨削次數,取一把全新的茄套切刀進行磨削試驗。磨削過程中,在刀刃寬度L1不變,每次磨削0.1 mm條件下,按不同刃角分別磨削切刀刀刃和前刀面,然后安裝到MIR-01型雪茄卷制機驗證茄套切割情況。各磨削層的刃角角度見表1。當磨削至第3層時,刃角α3超過50°,刀刃變鈍。觀察發現,此時切刀滾切效果較差。因此,將切刀的磨鈍標準設定為第3層失效,即每把切刀可經過兩次修復。
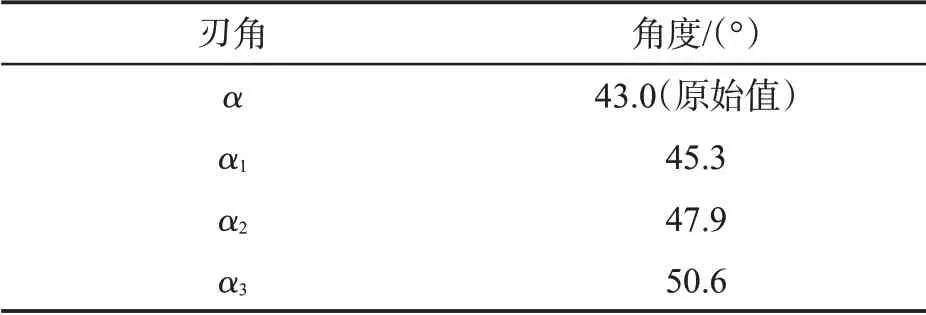
表1 各磨削層的刃角角度Tab.1 Blade angles of grinding layers
2.3 砂輪高度調節機構的設計
砂輪高度調節機構由方形水平底座、豎向安裝板、安裝板上2個截面形導槽、把手架、調節把手、把手軸、調節螺桿、調節螺母、截面形滑塊和砂輪支架組成,見圖5。其中,安裝板(2)和安裝于其上的2 個形導槽(3)共同圍成一個上開口的形垂直通道,形滑塊(9)剛好可以卡在形垂直通道內。安裝于把手架(4)上的調節把手(5)通過把手軸(6)、調節螺桿(7)、調節螺母(8)與形滑塊(9)連接,隨著調節把手轉動,由調節螺桿和調節螺母組成的螺旋副可以在垂直方向上改變滑塊高度,而緊固在滑塊上的砂輪支架(10)也會隨之上下移動,從而實現磨刀砂輪高度可調。
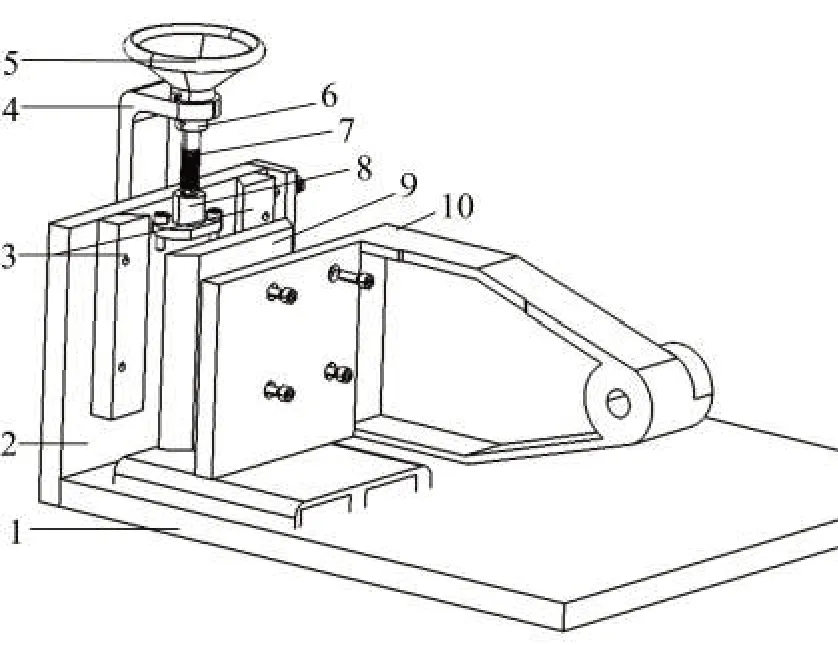
圖5 砂輪高度調節機構結構示意圖Fig.5 Structure of grind wheel height adjustment system
砂輪高度調節機構主要用于控制砂輪高度的調節范圍,因此調節螺桿的長度及螺距是設計重點。經分析,選用了螺紋直徑6 mm、螺距0.75 mm 單線細牙右旋螺紋[10]。由表2 可見,不同型號茄衣茄套切刀的長度和寬度相差較大,但高度基本相同。圖5中調節螺母(共同組成螺旋副)的深度為27 mm,因此選擇螺紋的有效旋合長度為30 mm。
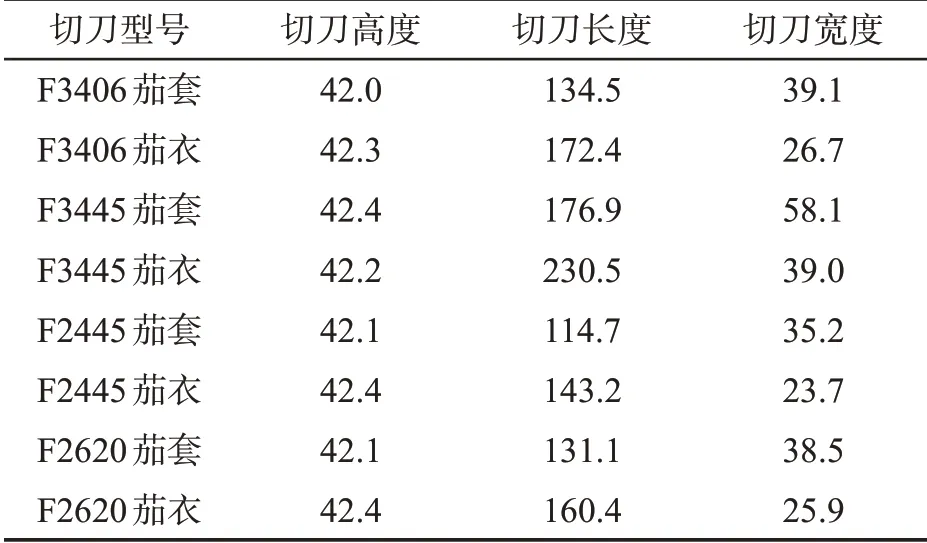
表2 不同型號切刀尺寸Tab.2 Sizes of different type knives (mm)
2.4 磨刀平臺角度調節機構的設計
磨刀平臺角度調節機構由磨刀平臺、旋轉軸、螺釘、底座、上調節螺母和下調節螺母組成,見圖6。磨刀平臺(1)通過旋轉軸(2)和螺釘(3)固定在底座(4)上;旋轉軸高度不可調節,磨刀平臺可繞旋轉軸轉動;螺釘穿過磨刀平臺的孔與底座焊接在一起,螺釘不可旋轉和移動。因旋轉軸端的高度不可調節,通過調節螺母(5)(6)的高度可調整磨刀平臺的高度,進而實現磨刀平臺角度可調。
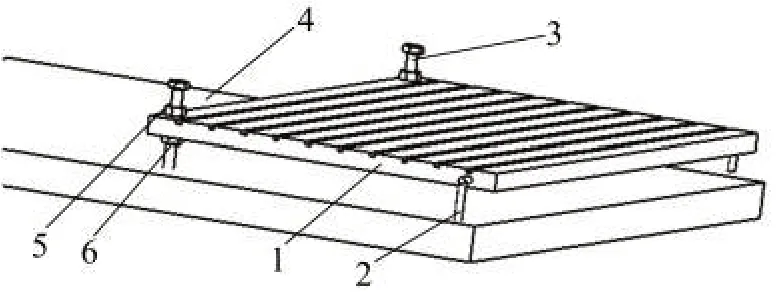
圖6 磨刀平臺角度調節機構結構示意圖Fig.6 Structure of angle adjustment system for knife grinding work table
為提高調節精度,螺釘設計為螺紋直徑6 mm、螺距0.75 mm 的單線細牙右旋螺紋,調節螺母(5)(6)的厚度為5.2 mm。根據表1數據,切刀刃角最大可磨削至50.6°,磨刀平臺的最大寬度L7=205 mm。因此,螺釘端磨刀平臺的高度改變值ΔL=L7tanΔα=205×tan(50.6°-43.0°)=36.2 mm,計算可得螺釘的有效旋合長度為36.2+5.2×2=46.6 mm,故將螺釘的有效旋合長度[10]確定為50 mm。
2.5 砂輪傳動機構的設計
砂輪傳動機構由總成支架、大帶輪、電機軸、V型帶、小帶輪、錐形軸、砂輪、螺釘等部分組成,見圖7。L 形總成支架(1)的懸臂內側安裝有大帶輪(2)[設有電機軸(3)]和小帶輪(4),大小帶輪間利用V型帶(5)實現傳動;小帶輪在懸臂外側連接有錐形軸(6),錐形軸上的砂輪左端蓋(7)和砂輪右端蓋(9)共同夾持砂輪(8),并由螺釘(10)壓緊,從而實現電機帶動砂輪轉動。
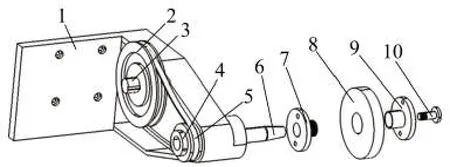
圖7 砂輪傳動機構結構示意圖Fig.7 Structure of grind wheel transmission system
砂輪左端蓋的右側軸設計為右旋外螺紋M22、螺距2.5 mm,右端蓋的左側軸為右旋內螺紋M22、螺距2.5 mm。已知,錐形軸右端與砂輪左端蓋的錐面錐度為1 ∶5;大帶輪直徑d1=120 mm,小帶輪直徑d2=25 mm,砂輪直徑d3=100 mm;配置的動力電機為Y80M2-2 三相異步電動機(德國LENZE 公司),功率P=1.1 kW,額定轉速n1=2 830 r/min,效率η1=77%,功率因數cosφ=0.86。經計算,砂輪轉速n2=n1d1/d2=13 584 r/min,線速度Vc=πd3n2/60 000=71.09 m/s。
3 應用效果
3.1 實驗設計
材料:“泰山(紅3G)”機制雪茄煙原料(山東中煙工業有限責任公司濟南卷煙廠)。
設備:MIR-01型雪茄卷制機以及茄衣茄套切刀(荷蘭SCM公司);茄衣茄套切刀磨刀機(自制)。
方法:取磨損嚴重、準備更換的茄衣切刀D1、D2 和茄套切刀D3、D4,通過磨刀機進行磨削處理后,在同一臺MIR-01 型雪茄卷制機上進行使用。按照表1的方法兩次磨削切刀(第3次磨削的使用時間不計入總時間),統計切刀使用時間。
3.2 數據分析
由表3 可見,與新刀相比,隨著磨削次數增加,磨削后切刀使用時間呈降低趨勢,且明顯低于新刀的使用時間;經過兩次磨削后4 把切刀均失去正常使用功能。4 把切刀增加兩次磨削處理后,茄衣切刀的使用時間平均增加1 734 h/把,增幅43.35%;茄套切刀的使用時間平均增加2 019.5 h/把,增幅
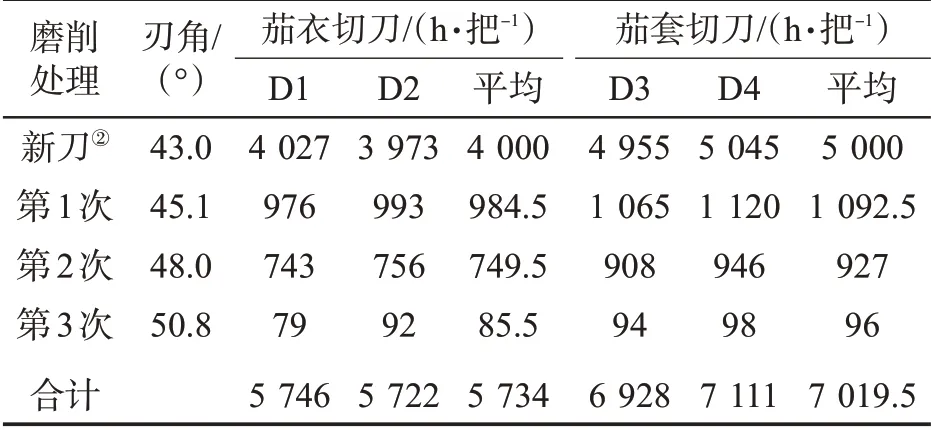
表3 磨削處理后切刀使用時間①Tab.3 Working life of the sharpened knives
40.39%。
4 結論
基于MIR-01 型雪茄卷制機研制了一種茄衣茄套切刀磨刀機,通過模擬計算和運動分析,保證了砂輪高度和磨刀平臺角度的精準調控,實現了分層定量磨削切刀的功能。取4把磨損嚴重的茄衣茄套切刀通過磨刀機進行磨削處理,結果表明:與新刀相比,通過兩次磨削后茄衣茄套切刀的使用時間分別增加43.35%和40.39%,有效提高了切刀磨削質量和工作效率。該磨刀機還可應用于MIL 上茄衣機、RCM紗布茄衣機等設備切刀的精準磨削,具有推廣應用價值。