某型發(fā)動機(jī)噴砂多余物損傷葉片故障分析與預(yù)防
2022-12-21 11:55:06譚武菲芮曉堅范楷四達(dá)機(jī)械制造公司
航空維修與工程 2022年10期
■ 譚武菲 芮曉堅 范楷/四達(dá)機(jī)械制造公司
1 故障現(xiàn)象
某型發(fā)動機(jī)高壓渦輪二級葉片試車后有打傷痕跡,部分葉片打傷程度嚴(yán)重只能報廢,后續(xù)又有多臺同型發(fā)動機(jī)在工廠試車后檢查時發(fā)現(xiàn)類似情況。經(jīng)分析,被打傷葉片凹坑處表面化學(xué)成分中含有Al、Si、O 等元素,與噴砂用砂粒的化學(xué)成分相似,初步判定打傷高壓渦輪二級葉片的是砂粒。砂粒可能來源于經(jīng)過噴砂的高壓一級和二級導(dǎo)向器葉片、低壓一級導(dǎo)向器葉片、擴(kuò)散機(jī)匣、空氣進(jìn)氣口等帶有內(nèi)腔且結(jié)構(gòu)較為復(fù)雜的零件。為提高產(chǎn)品噴砂過程中多余物的控制能力,保證產(chǎn)品修理質(zhì)量,確保產(chǎn)品交付過程無多余物流轉(zhuǎn)至下道工序,需準(zhǔn)確查找噴砂環(huán)節(jié)可能存在的問題,并制訂可行的改進(jìn)和預(yù)防措施。
2 機(jī)理分析
干噴砂是以壓縮空氣為動力,將干燥的磨料噴射到被處理物體(工件)表面,以達(dá)到表面處理的目的[1]。液體噴砂(濕噴砂)是以磨液為工作介質(zhì),磨液及壓縮空氣為輸送動力,通過噴槍高速噴射被加工工件表面的一種加工方法[2]。
零件噴砂的目的是清理零件表面的積炭、油漆、銹蝕等,也有通過噴砂改善零件表面疲勞強(qiáng)度的作用。噴砂后應(yīng)清理零件上的防護(hù)物和殘留砂粒。通過使用不同種類、不同規(guī)格的磨料,調(diào)整噴砂壓力等,可以獲得不同的零件表面處理效果,在零件表面粗糙度上的表現(xiàn)尤為顯著。一般來說,同種類磨料顆粒度越小、噴砂壓力越低,噴砂后的表面粗糙度越小;磨料顆粒度越大,噴砂壓力越高,噴砂后的表面粗糙度越大。
高壓壓氣機(jī)一級、二級導(dǎo)向器葉片是較為精密、結(jié)構(gòu)復(fù)雜、表面粗糙度要求較小的零件,宜采用顆粒度小的磨料,以獲得較小的表面粗糙度,同時也易于清理進(jìn)入零件內(nèi)腔的磨料。例如,120 目的磨料的粒徑約為0.125mm,葉片內(nèi)腔導(dǎo)流板與葉片基體的夾縫間隙為0.3~0.4mm,縫隙中的砂粒很容易排出;30 目磨料的粒徑約為0.6mm,60 目磨料的粒徑約為0.25mm,這種大顆粒磨料一旦進(jìn)入葉片內(nèi)腔導(dǎo)流板與葉片基體縫隙中就很難排出和清理,同時,大顆粒磨料因質(zhì)量大、速度大,動能也大,打傷發(fā)動機(jī)其他機(jī)件的破壞力也隨之增加。
3 故障排查
3.1 統(tǒng)計故障件打傷情況
表1 所示為打傷葉片的統(tǒng)計情況。
表1 打傷葉片梳理統(tǒng)計表
梳理近期已交付的高壓渦輪一級、二級導(dǎo)向器葉片等帶有內(nèi)腔的零件及試車后未出現(xiàn)葉片打傷發(fā)動機(jī)的修理情況,經(jīng)比對,近期串裝有經(jīng)過噴砂的高壓渦輪二級導(dǎo)向器葉片的發(fā)動機(jī)均不同程度地出現(xiàn)高壓一級、二級渦輪葉片打傷;未串裝經(jīng)過噴砂的高壓渦輪二級導(dǎo)向器葉片(但裝有經(jīng)噴砂的高壓渦輪一級導(dǎo)向器葉片)的發(fā)動機(jī)沒有出現(xiàn)打傷故障。由此可知,噴砂后帶有砂粒的零件為高壓渦輪二級導(dǎo)向器葉片。
3.2 梳理近期已交付的帶有內(nèi)腔的產(chǎn)品
在生產(chǎn)現(xiàn)場檢查,已交付的擴(kuò)散機(jī)匣、空氣進(jìn)氣口、低壓一級導(dǎo)向器葉片等零件未發(fā)現(xiàn)有殘留砂粒現(xiàn)象。
高壓渦輪一級導(dǎo)向器葉片內(nèi)腔導(dǎo)流片與葉片的基體夾縫處有可見殘存砂粒,殘留砂粒目數(shù)基本與工藝要求一致,高壓一級導(dǎo)向器葉片如圖1 所示;還未裝機(jī)的高壓二級導(dǎo)向器葉片內(nèi)腔能磕出殘留砂粒,且砂粒顆粒度大于工藝要求的120 目白剛玉砂粒的顆粒度。經(jīng)共同分析認(rèn)為,高壓渦輪二級導(dǎo)向器葉片在噴砂時混入了大顆粒的其他砂粒,而不是工藝規(guī)程規(guī)定的120 目白剛玉砂。這種大顆粒砂粒進(jìn)入葉片內(nèi)腔后,增加了噴砂后的清理難度,較難清理干凈,同時大顆粒砂粒在發(fā)動機(jī)試車時,甩出后速度較高,打傷其他零件的破壞力更大。
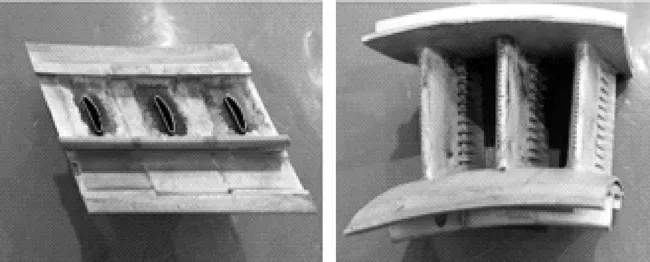
圖1 高壓一級導(dǎo)向器葉片
3.3 圍繞底事件“六因素”清查
對噴砂過程人員、工裝設(shè)備、輔助器材、技術(shù)文件、工作環(huán)境、測量器具等進(jìn)行清查。噴砂機(jī)按照不同種類、不同規(guī)格的砂料分開使用;砂料按照不同種類、不同規(guī)格分開堆放,但相互之間距離較近。對新購置的、未使用的和已使用的120 目白剛玉砂料過篩,發(fā)現(xiàn)其中混有少許大于120 目顆粒度的砂粒。
通過以上故障排查工作,分析認(rèn)為,噴砂后產(chǎn)品帶有殘留砂粒的主要原因是噴砂過程中細(xì)砂料中混入了粗砂料,致使清理難度增加;噴砂后未嚴(yán)格按工藝要求進(jìn)行清理,使帶有殘留砂粒的零件流入下一工序,以致打傷發(fā)動機(jī)渦輪葉片。
3.4 過程控制情況清查
通過對以往修理經(jīng)驗進(jìn)行驗證,在橡皮墊上輕磕零件和使用壓縮空氣吹除殘留砂粒的方法以及噴砂前的防護(hù)方法都是可行的。但當(dāng)砂料中混入了較大顆粒后,較難徹底清理。由于高壓壓氣機(jī)一級、二級導(dǎo)向器葉片結(jié)構(gòu)復(fù)雜,均帶有導(dǎo)流片,導(dǎo)流片與葉片的基體形成0.3 ~0.4mm 的夾縫,當(dāng)大顆粒的砂粒在噴砂時進(jìn)入夾縫,很可能導(dǎo)致卡滯,通過在橡膠墊上輕磕、壓縮空氣吹除等方法均無法清理干凈。前期的檢查和分析表明,將噴砂工藝用于復(fù)雜結(jié)構(gòu)零件時沒有考慮到該因素事實存在的風(fēng)險。
4 改進(jìn)措施及驗證
4.1 改進(jìn)措施
1)完善修理要求
修訂高壓二級導(dǎo)向器葉片的修理工藝。根據(jù)實踐和驗證,提出“滲鋁前進(jìn)行噴砂時,應(yīng)對葉片組件的外緣板外側(cè)、葉身冷卻孔周圍無需滲鋁的相應(yīng)冷卻孔進(jìn)行遮蔽封堵”,并針對高壓二級導(dǎo)向器葉片增加噴砂后超聲波清洗工序;對高壓一級渦輪導(dǎo)向器葉片的修理,提出“葉身及內(nèi)外緣板內(nèi)側(cè)進(jìn)行濕噴砂,對葉片組件的內(nèi)外緣板外側(cè)進(jìn)行遮蔽封堵”等要求;對零件空氣進(jìn)氣口不再進(jìn)行噴砂。
2)加強(qiáng)過程管控
對砂粒的存放和使用加強(qiáng)管理,將砂粒收回庫房集中管理,對不同目數(shù)的砂粒通過隔板進(jìn)行阻隔區(qū)分。
編制《振動篩使用維護(hù)說明書》,明確操作人員砂粒篩選具體操作,確保新購制砂粒目數(shù)與規(guī)定值一致,通過砂粒篩將混入的粗砂篩選出來。加強(qiáng)過程管控,從管理制度上降低人為差錯發(fā)生率。
3)完善改進(jìn)防范措施
現(xiàn)場粘貼警示牌,對砂粒使用、噴砂前遮蔽防護(hù)、噴砂后清理等注意事項進(jìn)行警示,確保員工養(yǎng)成良好工作習(xí)慣,提高工作質(zhì)量。
4.2 驗證
追蹤高壓渦輪一級導(dǎo)向器葉片30臺次,高壓渦輪二級導(dǎo)向器葉片30 臺次,檢查噴砂后內(nèi)腔是否殘留砂粒,并加強(qiáng)三工序檢查,防止多余物經(jīng)本工序流入下工序。經(jīng)追蹤梳理,30 臺次一級導(dǎo)向器葉片和30 臺次二級導(dǎo)向器葉片(超聲波清洗)噴砂后無多余砂粒。
5 結(jié)論及建議
通過交付的產(chǎn)品檢查結(jié)果可判定:現(xiàn)場管理不嚴(yán)格,致使噴砂過程混入大顆粒砂粒,且噴砂后未徹底清理,造成帶有殘留砂粒的零件流入下一工序,產(chǎn)生打傷發(fā)動機(jī)渦輪葉片的嚴(yán)重后果。
采用遮蔽、封堵和增加超聲波清洗工序的方法,可以有效解決殘余砂粒流入下一工序的問題。建議對型腔復(fù)雜的產(chǎn)品噴砂前進(jìn)行遮蔽和封堵,噴砂后如砂粒仍有殘留,可采用超聲波清洗進(jìn)行清理。
采用定置存放砂粒及砂粒篩選的方法,確保所用砂粒目數(shù)與工藝要求一致。增加砂粒篩選,并對目數(shù)不同的砂粒進(jìn)行定置存放。
以貼警示牌的方法告知操作人員各工序需重點關(guān)注的內(nèi)容,操作者可通過警示牌準(zhǔn)確獲取注意事項信息,提高工作質(zhì)量。
