基于近紅外技術的化工機械密封膜厚檢測方法
2022-12-21 10:06:26吳翠紅通信作者
信息記錄材料 2022年10期
吳翠紅(通信作者),郝 芯
(長春電子科技學院 吉林 長春 130000)
0 引言
機械密封是化工生產中的重要部分[1],其可使用相關的壓縮設備和轉動設備完成密封,防止流體泄露。常見的機械密封膜屬于一種特殊的流體膜,一旦密封裝置發生高速運轉,很容易產生較高的離心力,導致密封膜損傷,引發流體泄漏,因此在密封的過程中需要實時對密封膜的厚度進行檢測,并及時處理產生的密封膜厚度變化問題[2-3]。常規的化工機械密封膜厚檢測方法往往使用小波變換(wavelet transform,WT)法進行厚度檢測[4],經常受小波信號的影響出現較高的檢測干擾,檢測的厚度不準確,而近紅外技術可根據密封膜的電磁波變化進行定量分析,實現高精度密封膜厚檢測[5]。因此本文基于近紅外技術,設計了一種新的化工機械密封膜檢測方法,為后續的化工機械生產做出了一定的貢獻。
1 化工機械密封膜厚近紅外檢測方法設計
1.1 基于近紅外技術處理化工機械密封膜厚度信號
本文基于近紅外技術進行了定量分析,通過關聯校正完成機械密封膜厚度信號的處理[6]。使用近紅外探測裝置獲取機械密封膜信號,確定此時的信號特征量,并進行門限檢測確定密封膜的信號輸出量,降低外界環境對機械密封膜厚度檢測造成的影響[7-8]。在較復雜的化工機械環境下,密封膜的厚度變化具有一定的規律[9],因此本文結合近紅外探測原則設計了密封膜變化規律方程Δt,其公式可表示為:

式中:t為流體密封膜檢測時間;G(t)為信號變化函數;d為解析參數。使用該變化規律方程可有效分析密封膜狀態,判定密封膜的變化趨勢。為了提高密封膜信號處理的準確性,本文使用信號分析法判定信號頻譜變化,對信號進行傅里葉變換。此時采集到的密封信號與探測頻域相擬合[10],滿足時頻分布關系,為精準地判斷信號的時間分辨率動態變化情況,可進一步設計窗函數(g(t)),其公式可表示為:

式中:x(t)為探測信號聯合分布矩陣;e-j為探測帶寬。g(t)可實時確定動態函數的變化方向判定信號的處理情況,提高機械密封膜厚度信號處理的準確性。
1.2 構建化工機械密封膜厚檢測模型
為了降低密封膜厚的檢測難度,本文結合化工機械密封膜的厚度檢測信號構建了標準的檢測模型。近紅外技術提取到的信號屬于統計性信號,需要進行統計分析才能提取準確的密封膜厚度檢測信號特征,本文結合信號濾波原則,構建化工機械密封膜檢測模型(s),其公式可表示為:

式中:s-為平均檢測權重;nT為采樣時間間隔;B為濾波帶寬。使用該模型可以成功地計算出與密封膜流體相關的參數,判斷流體信號的狀態,確定此時的采樣頻率波動特征。
在化工機械密封膜厚檢測的過程中,存在較多的探測信號,這些探測信號的來源較廣、影響范圍較大,容易對實際探測結果造成誤差,因此本文進行信號參數估計,經過上述處理的密封膜厚檢測信號符合基礎的變換關系,此時還需要計算這種情況下近紅外技術的探測密度。將較復雜的機械密封膜檢測信號轉換成較多的處理部分進行逐一分解,獲取全部符合要求的檢測能量特征,從而有效地完成特征參數估計。
經過進一步分析發現,在使用上述模型進行檢測的過程中可能會形成大面積的延遲波束,導致近紅外交流異常,因此為了保證實際檢測效果,本文設計的方法還集中進行了聚能處理,得到聚能分量(G),其公式可表示為

式中,ce為波動高度。來自各個聚能分量的特征信息均能有效地反映該部分的密封膜厚度變換,因此使用上述模型可在最大程度上提高化工機械密封膜的檢測有效性,降低檢測難度。
1.3 分析密封膜厚檢測信號特征
經過進一步研究發現,化工機械密封膜厚度檢測信號在不同狀態下的密封膜厚度檢測信號特征可能存在某些差異,因此本文設置了2種不同的狀態,此時在這2種狀態下信號特征的幅值變化示意圖如圖1所示。
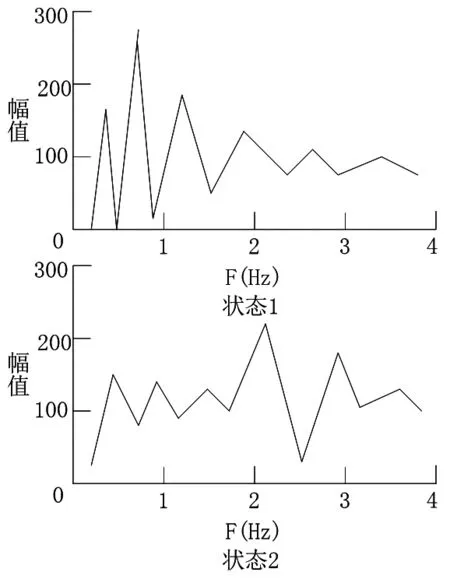
圖1 信號特征幅值變化示意圖
由圖1可知,在不同狀態下,信號特征幅值具有明顯的變化,證明不同狀態下的信號特征差異較明顯,為了提高化工機械密封膜厚度檢測精度,本文設計的方法分析了密封膜檢測信號特征。
使用傅里葉變換法將上述設計的化工機械密封膜厚度檢測模型計算的信號頻率參數進行多重變換,直觀地判斷信號的線性疊加關系,確定信號的能量分布狀態,此時的變換(F()),可表示為:

式中,fe-i為線性變化參數。此時可將采集到的信號特征轉變為一個有限的周期序列,將該序列存放到離散頻域中可以降低信號分析數據總量,提高信號分析的有效性,此時可結合有效性分析結果判斷信號的中心頻率特征(cf),其公式表示為:

式中:fi為集中頻率方差;pi為均方頻率變化值。結合該中心頻率特征可進一步分析信號的能量變化關系,判斷信號中心是否改變。若信號中心發生改變,可結合信號中心的偏離程度計算能量幾種關系,反映化工機械密封膜的厚度狀態。
2 實驗
為驗證本文設計的化工機械密封膜厚近紅外檢測方法的檢測效果,本文搭建了相關的實驗平臺,將其與常規的化工機械密封膜厚檢測方法對比,實驗如下。
2.1 實驗準備
為了保證實驗的有效性,本文根據流體壓力測試原則選取了與機械密封膜厚檢測相符的PX409高精度流體壓力傳感器,該流體壓力傳感器的滯后性和重復性均較低,且存在較廣的溫度補償范圍,可以實時進行校準,在最大程度上降低了實驗的響應時間,提高實驗的可靠性。PX409流體壓力傳感器共包含5種不同的量程,可實時判斷流體壓力的輸入輸出情況,流體壓力傳感器參數見表1。
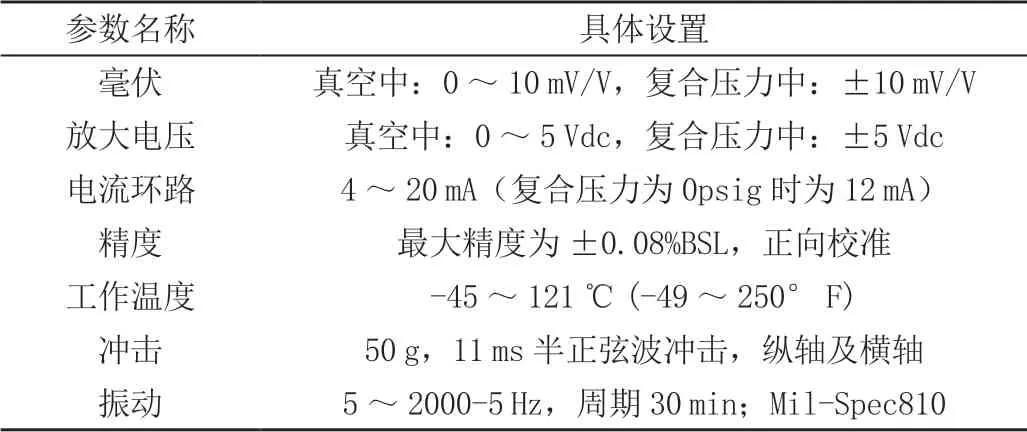
表1 流體壓力傳感器參數
由表1可知,該流體壓力傳感器的精度較高,符合本實驗的厚度檢測需求,為進一步提高實驗的精度,本文將水作為原始密封介質,對壓力傳感器進行了優化安裝,安裝示意圖如圖2所示。
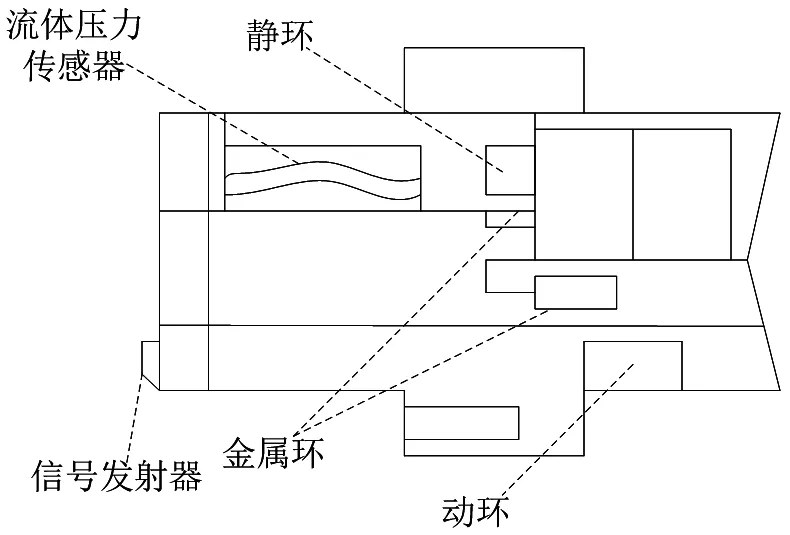
圖2 壓力傳感器安裝示意圖
由圖2可知,該壓力傳感器可利用信號發射器直接測量實驗相關參數,再結合金屬環的摩擦系數進行判斷。該信號發射器的量程為(50~900)kHz,輸出范圍較廣,可根據采集信號的變化關系完成信號放大處理,降低實驗難度。
在實驗過程中,會產生較多數據,為了統一進行數據處理,有效地完成數據采樣,本文選取PCI-6358數據采集卡采集數據,并使用LabVIEW完成驅動。在開始進行數據采集前,可使用5125放大器對傳輸中的密封膜厚度信號進行放大,以提高信號的可識別性。密封厚度信號數據采集中心組成示意圖,如圖3所示。
圖3 采集中心組成示意圖
在采集中心完成信號數據采集后,需要設置多種不同的密封轉速和密封壓力條件,提高實驗的敏感性,在保證密封腔內部壓力發生恒定變化的基礎上記錄電渦流發射信號,實時調整密封轉速,記錄該過程生成的發射數據。此時根據實驗需求,設置不同時間下的探測沖幅值,見表2。其中,變化序號中:V為正向偏移,R為反向偏移,數字為偏移效果。數字越大,證明偏移幅度越高。
表2 探測沖幅值
根據表2中的探測沖幅值,可有效劃分目前存在的密封膜樣本,實時調整化工機械密封膜的狀態,為后續的密封膜厚檢測實驗做參考。
2.2 實驗結果與討論
在2.1章節基礎上可進行化工機械密封膜厚檢測效果實驗,即分別使用本文設計的化工機械密封膜厚近紅外檢測方法和常規的化工機械密封膜厚檢測方法,對設置的機械密封膜進行檢測,記錄2種方法在探測沖幅值不同情況下的檢測結果,并將其與實際機械密封膜厚進行對比,實驗結果見表3。
表3 實驗結果
由表3可知,本文設計的化工機械密封膜厚近紅外檢測方法在不同探測沖幅值下檢測的化工機械密封膜厚度均與實際化工機械密封膜厚度相對擬合,檢測差值較小;常規的化工機械密封膜厚檢測方法檢測的密封膜厚度與實際差值較高。證明本文設計的化工機械密封膜厚近紅外檢測方法檢測的厚度較準確,具有準確性,有一定的應用價值。
3 結語
綜上所述,化工機械密封是機械加工中的重要步驟,可避免流體傾倒。為提升其化工機械密封膜厚的檢測精度,本文設計了一種新的化工機械密封膜厚近紅外檢測方法。實驗結果表明,設計的化工機械膜厚檢測方法的檢測差值較小,檢測精度較高,符合化工機械加工需求。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
當代陜西(2019年10期)2019-06-03 10:12:04
電子制作(2018年11期)2018-08-04 03:25:42
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55