機器人錫焊溫度數據分析方法
2022-12-27 02:53:14陳家欣王欣悅
智能制造 2022年6期
關鍵詞:模型
金 奇,霍 澍,陳家欣,王欣悅,張 達
(中達電子(江蘇)有限公司,江蘇 蘇州 215200)
關鍵字:機器人錫焊;溫度;數據分析
1 引言
在機器人錫焊技術得到廣泛應用的背景下,各類電子產品在生產加工期間紛紛使用錫焊機器人,但由于批量自動化生產,無法及時發現錫焊烙鐵的損耗變異,很容易出現錫焊品質問題。而機器人錫焊溫度作為機器人錫焊作業的重要影響因素,在錫焊品質中起到舉足輕重的作用[1]。因此,了解錫焊機器人的重要組成要素,并能精確采集到機器人錫焊溫度顯得尤為重要。另外,通過隨機森林數據分類算法充分挖掘錫焊溫度數據,降低由錫焊問題引起的生產不良率,有利于現場找出錫焊品質問題的根因,真正促進電子元件焊接質量的提升。
2 數據分析方法
數據分析是指通過適當的分析方法對大量收集回來的數據進行詳細研究和概括總結,提取有效信息并得出結論。隨著智能制造的不斷發展,企業處理數據的能力不斷提升,數據量與日俱增。這需要將這些繁雜的數據進行提煉,以此探索數據的規律,進而幫助企業管理者做出正確決策。
數據分析已經逐漸演變成一種解決問題的過程,甚至可以說是一種方法論。雖然每一種產品都會有一套適應自身發展需求的數據分析流程,但是數據分析的核心流程都是一樣的,典型的數據分析流程如圖1所示。
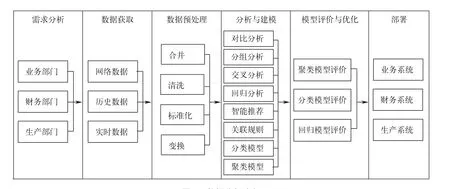
圖1 數據分析流程
本文重點對機器人錫焊溫度數據分析方法進行研究。需求源于廠區的生產部門,對數據分析的實時性提出了較高的要求。因此,需要對數據獲取的硬件提出更高的要求,來保證數據源的可靠性。第一,需要充分了解錫焊機器人的硬件架構,熟悉各個硬件的數據傳輸方式,并且采集錫焊機器人溫度數據的硬件需要達到工業級的要求;第二,需要充分構建采集與分析的軟件架構,在保證數據分析實時性的同時,確保系統高速且穩定運行。
3 硬件架構
錫焊機器人硬件架構如圖2所示,包括智能分析模組、顯示屏、烙鐵主機、機器人、可編程邏輯控制器(Programmable Logic Controller,PLC)、送錫模組、焊接模組、除渣模組。機器人負責整個錫焊作業流程,而智能分析模組負責采集并分析整個錫焊機器人硬件架構中的數據源。
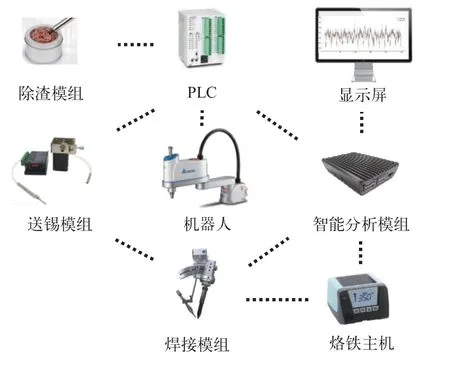
圖2 錫焊機器人硬件架構
3.1 機器人錫焊作業流程
機器人錫焊主要是模仿手工焊的作業流程[2]。機器人模仿人的手臂,末端安裝送錫模組和焊接模組,完成焊點位置定位、送錫和焊接整個作業流程。PLC負責控制送錫量與除渣,并采集機器人的運動到位信號,主要經過以下三個作業流程。
1)焊接模組固定安裝自動焊的電烙鐵及送錫模組的出錫導管,使烙鐵、出錫導管和臺達機器人成為一個運動整體,夾持機構具備調節烙鐵焊接角度的功能。
2)送錫機構是由錫卷支架、送錫器、步進電機、出錫軟管、出錫導管等組成,送錫過程是先將錫絲引入送錫器,控制步進電機來控制焊點的送錫量,然后經過出錫軟管抵達烙鐵頭,最后烙鐵頭高溫熔化至焊點上。
3)除渣模組是通過在焊接區域外的附近位置安裝一個吹氣軟管、電磁閥、收集盒,采用吹氣式除渣的方式,去除烙鐵頭因連續焊接產生的錫渣和氧化物。當烙鐵頭需要除渣時,機器人運動到除渣位置,通過PLC控制電磁閥將壓縮空氣從吹氣軟管中吹出,便于烙鐵頭部的氧化物和錫渣吹進收集盒。
3.2 智能分析模組
智能分析模組采用低功耗中央處理器、高速固態硬盤、高速運行內存和Linux操作系統,可保證系統的高速采集、長期穩定運行和節省能耗,并結合PLC采集的運動到位信號,精準完成烙鐵溫度數據的采集和分析任務,實現焊點數量的統計與焊點品質監測,最終通過直觀的曲線顯示呈現給用戶。
4 軟件架構
智能分析模組中安裝Linux的發行版Centos7操作系統,兼顧LabVIEW和Python兩種開發環境,分別用于數據的采集與分析。
4.1 數據采集環境
本文基于LabVIEW 2020的數據采集開發環境,利用LabVIEW獨特的多線程、生產者消費者設計模式,完成錫焊溫度數據的采集、PLC信號監控、數據存儲和界面UI的交互[3]。高速無遺漏的錫焊溫度數據采集采用生產者消費者(數據)結構,通過隊列的方式傳輸采集與分析線程間數據。如圖3所示,生產者完成數據采集任務,而消費者完成數據分析任務,具體過程由以下四個方面來執行。
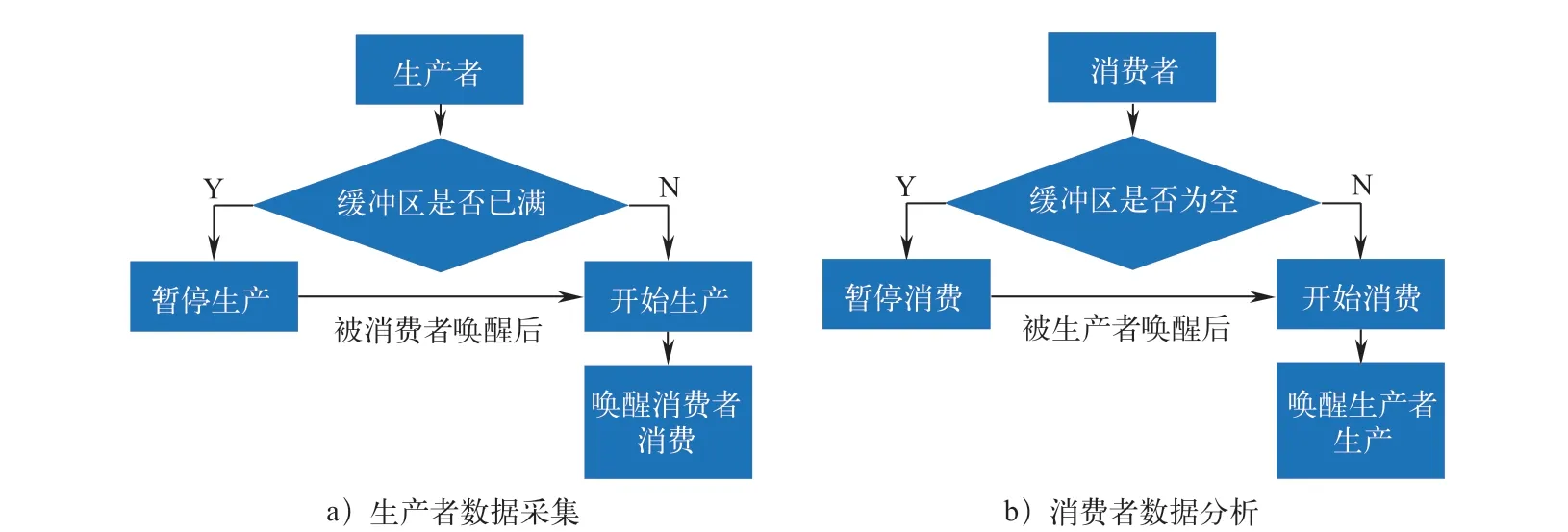
圖3 生產者與消費者流程示意圖
1)讀取烙鐵主機及PLC的通信參數,初始化智能分析模組的通信端口,通知生產者進行數據采集任務。
2)智能分析模組實時通訊烙鐵主機,讀取烙鐵頭的溫度數據,并合并當前采集時間數據和PLC監測信號數據傳入生產者隊列(緩沖區)。如果緩沖區溢出,即暫停數據采集(生產),否則持續采集溫度數據并喚醒消費者進行數據分析(消費)。
3)消費者接收到喚醒任務后,持續進行數據分析。如果緩沖區為空,說明數據采集(生產)任務停止,待生產者重新喚醒后,即緩沖區不為空,重新進行數據分析(消費)。
4)因為烙鐵休眠狀態下的溫度數據不是本文錫焊溫度數據分析的樣本,所以需要實時判斷輪詢烙鐵是否進入休眠狀態。當采集系統查詢到烙鐵休眠時就停止數據采集(生產)直至烙鐵再次被使用。
4.2 數據分析環境
本文基于Python的數據分析開發環境。Python具有豐富和強大的數據處理和分析任務的庫集,且開源、嚴謹、靈活和易于學習,是最適合做數據分析的。本文通過Python的開發環境,實現機器人錫焊溫度數據的預處理、建模與分析。
另外,LabVIEW從2018版后增加了Python節點,擴展了LabVIEW和Python的交互功能,便于LabVIEW調用Python的功能,有利于整套軟件環境的集成開發。
5 數據分析
5.1 數據集介紹
機器人錫焊中沿用了手工焊常見的五步法:準備施焊、加熱焊件、融化焊料、移開焊錫、移開烙鐵,而這些錫焊溫度變化的過程數據也體現在了原始數據中。如圖4所示,首先在準備施焊階段,烙鐵接通電源,烙鐵溫度會逐漸升溫至設定溫度后等待作業;其次在焊點作業過程中,加熱焊件與融化焊料都是傳導吸熱的過程,加上烙鐵自身加熱過程,兩者都會體現在烙鐵溫度變化中;最后作業結束后移開焊錫與烙鐵時,烙鐵會由于PID算法的緣故出現溫度小幅度波動的回溫現象。
本文重點研究圖4中作業溫度數據變化,而焊點溫度數據是以時間序列方式記錄變化的數據段。為了更好地研究每個焊點的錫焊品質,首先需要把焊點數據進行分段研究,即通過采集PLC記錄下來的機器人動作信號,對錫焊時序數據進行劃分,具體實現方法為以下三個方面。
1)記錄下機器人焊點移動點位信號,可以將實際錫焊作業時的溫度變化數據和其他過程數據分割開來,以此統計焊點數量。
2)根據上一步分割信號對錫焊溫度數據進行分組,每組中包含一個焊點作業溫度變化過程,以每0.5 s記錄時間及溫度,故每一焊點依其加工時間產生6~10筆溫度記錄。
3)分組后繼續篩選數據,剔除記錄為0異常溫度數據,最終篩選后的數據集記為一個樣本。
另外,目前實驗階段的錫焊機器人并不具備實時監測焊點品質的功能,需要人工記錄焊點的品質結果。由于人工記錄的時間的遲延問題,需要在焊點品質判定結論之后以標簽的形式合并記錄在每個焊點的樣本數據集中,加工檢測通過標記為0,不通過標記為1。錫焊采集數據說明如下三個方面。
1)時間戳:以實驗開始時間為0紀錄時間戳,如175 959.914;
2)溫度:依據加工時間,多筆溫度記錄對應一個預測目標,如[452.4,449.5,450.3,451.8,449.5,451.3, …];
3)加工檢測結果:為模型預測目標,正常焊點為0,異常焊點為1。
錫焊溫度原始數據存在少量異常值,需先進行數據清洗后才能用于數據分析與建模,如采集數據組內皆為0的溫度,將其以異常值方式剔除。數據集區分為訓練數據集、測試數據集、驗證數據集,分別有420,120,200筆數據,不通過率約為5%。
5.2 特征工程
錫焊溫度數據為時間序列數據類型,在建模前需進行特征工程,以增加特征多樣性,提升數據豐富度。根據每一組時間序列數據,增加多樣特征項后再進行關鍵因子特征提取,以提升后續模型整體穩健度。特征提取方法以時域,頻域和時序特征角度分析溫度變化過程。常見的時域波形特征包括均值、方差、峰值、偏度、峭度、波形因子、脈沖因子;頻域特征包括絕對傅里葉變換的譜統計量,原始序列曲線經過絕對傅里葉變換后轉到頻域,計算頻域的光譜質心、方差、峰度、偏度等值。反映時序變化的特征包括一階差分絕對和,近似熵。一階差分絕對和,返回時序數據的一階差分結果的絕對值之和,計算公式為近似熵用來量化時序數據的周期性、不可預測性和波動性,時間序列越復雜對應的近似熵越大。為了加快算法收斂速度,對提取完成后的特征進行特征歸一化。
5.3 分類模型方法
整個模型是在Python3.7環境下搭建的,本文對錫焊樣本數據的分布、特征和智能分析模組處理器性能有了充分理解之后,將著重從以下三個分類算法模型進行分析對比,以獲得更好更穩定的模型預測結果。
1)貝葉斯。貝葉斯法則[4]主要概念為,某屬性的事件發生次數越多,該屬性成立的可能性越大。A為概率模型的參數,B為給定的數據集。在給定模型的先驗分布p(A)和似然函數p(B|A)的情況下,模型的后驗分布由貝葉斯定理獲得公式

式中,p(A)是模型的邊緣似然函數。
貝葉斯方法可作為預測及模型選擇。在預測方面,給定訓練數據,通過貝葉斯方法得到對未來數據的預測;而在模型選擇方面,貝葉斯模型選擇通過比較不同模型的似然函數來選取最優的,可以避免過擬合現象。
2)支持向量機。支持向量機(Support Vector Machine,SVM)是用于分類和回歸的監督學習方法,這些分類器基于風險最小化原則和統計學習理論,最大化提升模型準確度。
針對線性問題,SVM 找到最優超平面,該超平面被定義為兩個類之間的最大分離邊際,代表兩個類之間最大間隔或邊距,每邊最近的數據點與超平面的距離最大化,這被稱為最大邊距超平面,也被定義為最大邊距分類器。SVM 分類器將函數定義為

式中,w是超平面的法向量,b是偏置權重,假設標簽在{+1,-1} 內。若為非線性的問題,解決方案是使用核函數。內核模擬初始數據在更高維度的特征空間中的投影,將非線性空間轉換為線性空間。內積 (xi,xj) 被核函數 K(x,xi)=(?(x),?(xi))替換。對數據進行分類的新計算公式為

3)隨機森林。隨機森林(Random Forest,RF),是一種集成學習方法,其基本思想是先打包幾棵不同參數的決策樹,并對每棵決策樹進行單獨預測,然后計算所有決策樹投票的最終結果。隨機森林創建多個分類和回歸樹,使用 Gini 雜質度量選擇每個節點的最低雜質,作為節點中的類標簽分布。Gini 雜質的值在 [0, 1] 中,當一個節點中的所有元素都屬于同一類時,得到0。變量x=x1,x2,…,xj在節點t的Gini雜質度量,其中j是節點t的子節點數,N是樣本數,nci是樣本數x1值屬于c類,ai是節點t處具有值xi的樣本數。Gini 雜質公式為

拆分的基尼指數是基尼度量對變量X的不同值的加權平均值,定義公式為

分裂標準的決定將基于m個變量中計算的最低基尼雜質值。在隨機森林中,每棵樹使用一組不同的m個變量來構造分裂規則。
相比于傳統的分類器,隨機森林對特征具有比較好的魯棒性。在處理較高維度(較多特征)數據時,不需要降維,也能實現較高的準確度和較快的訓練速度。另外,由于隨機性的引入,減少了數據過擬合的問題。
5.4 模型結果與評估
對于二元分類器,通常使用準確性來評估模型性能,但在處理不平衡的數據時,準確性無法反映實際值。實驗選擇接收者操作特征曲線(Receiver Operating Characteristic,ROC)作為模型評估方式,以真實陽性率繪制為不同截止點的假陽性率的函數,曲線下方面積(Area Under the Curve,AUC)量化ROC曲線性能,計算界于[0, 1]之間的數字,利于直觀的判別模型準確度。
另外,使用F1分數作為模型的評價指標,是測試精度和召回率的加權諧波平均值。Precision指被分類器判定為正例中的正樣本的比重,Recall指總的正樣本中被預測為正例的樣本比重,F1值越大,表示預測的結果越好。F1的計算公式為

經過實驗驗證隨機森林在焊點分類數據集上表現效果良好,準確率高,且F1也達到了80%以上,故此實驗選擇隨機森林模型作為預測模型。建模過程選取6個特征因子,重要度排序見表1,透過剪枝使用10顆樹,深度為5。
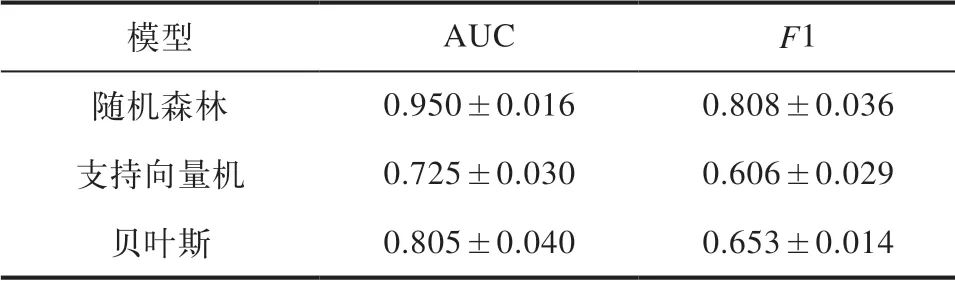
表1 錫焊數據模型分析準確率
隨機森林作為焊點溫度數據分類實驗的主要分類模型,因其在大量且高維數據中亦能保持良好的指令周期,同時模型訓練過程提供良好的隨機性,在生產中可提供關鍵參數監控,實時用于質量分析關注項目。
5.5 現場部署
本文將數據采集系統與數據分析模型融合成一套數據分析方法,嵌入到智能分析模組并導入錫焊機器人現場生產。通過現場一千多片PCB板的試驗驗證,最終攔截了80%以上的PCB板焊點不良。
6 結束語
綜上所述,促進機器人錫焊品質的提升,不僅需要深入了解整個錫焊機器人的作業流程,還需要充分保證錫焊溫度數據的來源,采用精確的錫焊溫度才能有利于保證后期數據分析效果。通過Python隨機森林分類算法得到最佳的數據分析模型,并融合數據采集系統形成一套完整的數據分析方法導入錫焊機器人現場,有利于降低PCB錫焊作業的不良率,提高生產系統的整體品質。但是,本次實驗由于人為因素(焊點品質人為判定)的介入,可能出現的人為誤判會直接影響數據分析模型的評估,后續可以加入視覺硬件及算法,增加焊點數據品質判定的可信度,以此進一步優化數據分析模型。另外,本次實驗數據模型是建立在同一批PCB相同大小焊點的數據,對于不同大小的焊點數據后續還需要去做進一步的實驗驗證。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
