熱合工藝對熱合布材料性能的影響*
2022-12-27 02:47:52朱李芳王顯達劉平平
合成材料老化與應用 2022年6期
朱李芳,王顯達,喬 陟,劉平平
(中國特種飛行器研究所,湖北荊門 448035)
浮空器是一種輕于空氣的浮空飛行器,在運輸、旅游、反恐、偵查、通信、預警、臨近空間等方面有著廣闊的應用前景,隨著科技的發展,浮空器因其獨特的優勢越來越受到各國青睞[1-9]。氣囊是組成浮空器的核心部件,通過熱合布將經裁剪加工后的蒙皮材料熱合拼接而成。熱合布主要結構包括熱封層、織物層和膠膜層,其中熱封層和膠膜層一般選用具有良好的熱合工藝性能聚氨酯材料等。熱合布與蒙皮材料之間一般采用熱合的方式進行連接。熱合工藝屬于高溫高壓的特殊工藝,加工過程可能對材料產生影響導致其性能發生改變,以往的文章主要研究蒙皮材料的變化,對熱合布的研究較少[10-12]。本文以H6300熱合布材料為研究對象,分別測試材料在不同熱合時間后的性能變化,揭示熱合工藝對熱合布性能的影響。
1 實驗部分
1.1 主要原料
H6300,長春應用化學研究所,材料結構示意圖如圖1所示。
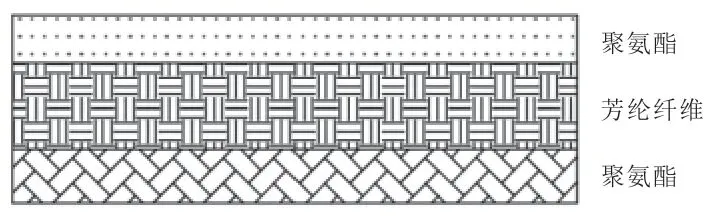
圖1 H6300結構示意圖Fig.1 Schematic diagram of 6300 structure
1.2 主要儀器設備
熔接熱合機:JL-5010T,上海九羅機電設備有限公司;掃描電子顯微鏡(SEM):Sigma300,德國蔡司公司;拉力試驗機:QJ211S,上海傾技儀器儀表科技有限公司;測厚儀:CHY-CA,濟南蘭光機電技術有限公司。
1.3 樣品制備
制作H6300熱合工藝樣件,樣件尺寸為400mm×500mm,共10件(樣件取自同一卷材料)。使用熔接熱合機對樣件進行熱合,熱合參數為:上溫160℃;下溫165℃;熱合時間x;冷卻時間20s;氣壓0.7MPa。各樣件具體熱合時間要求見表1,樣件完成熱合后進行裁剪取樣,制作相應試件。

表1 樣件熱合時間表Tab 1 Sample heat sealing time
1.4 性能測試與結構表征
SEM:將材料制成直徑約為10mm的試樣,熱合面朝外,用導電膠固定在試樣臺上,經噴金處理后拍照。
本體拉伸強度:按照GJB 8177-2015測試,試樣沿纖維經向裁剪,試驗結果取5組測試結果的算術平均值。
撕破強度:按照AC-21-AA200909R1測試,試樣沿纖維經向裁剪,試驗結果取5組測試結果的算術平均值。
厚度:按照GB/T 6672測試,試驗結果取5組測試結果的算術平均值。
2 結果與討論
2.1 外觀變化
將完成熱合后的H6300進行SEM測試,結果如圖2所示。相對于未進行熱合加工的(a)樣件,其余樣件表面均有不同程度的變化,產生了一定的聚氨酯膠瘤。由圖2可知,H6300材料表面的聚氨酯涂層受高溫的影響逐漸變成了熔融狀態,隨著熱合時間的增加,材料表面的膠瘤呈現逐漸聚集并擴大的趨勢,中間的芳綸纖維因為高溫高壓的影響顯現出輪廓。
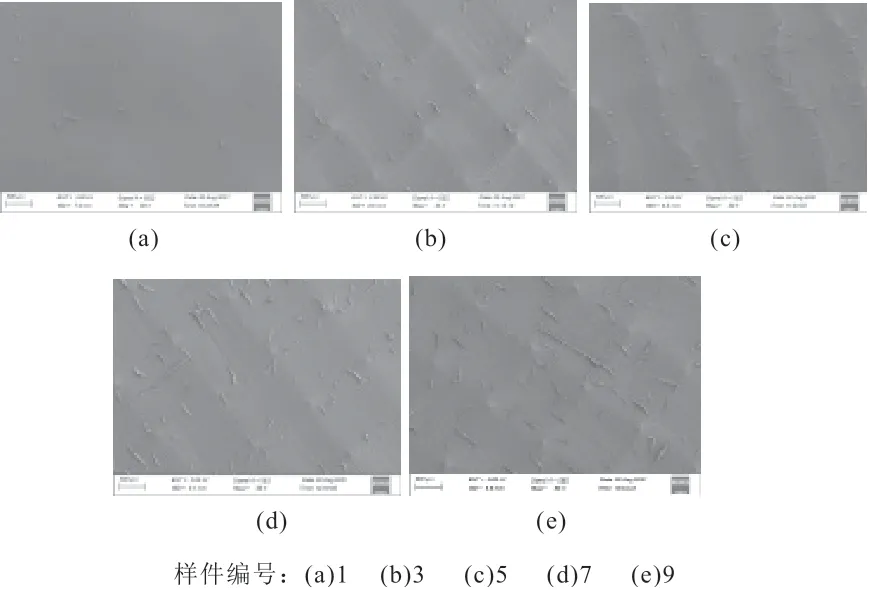
圖2 不同熱合時間材料表面狀態Fig.2 Surface state of materials at different heat sealing time
2.2 拉伸強度
將熱合后的樣件裁剪后制作本體拉伸試件,圖3為不同熱合時間試件本體拉伸強度。由圖3可知,隨著熱合時間的增加,H6300材料的本體拉伸強度在2400N呈現無規律上下浮動的變化。織物層是蒙皮材料的主要承力結構,直接決定著材料拉伸強度性能的高低,作為織物層的芳綸纖維具有較高的耐溫性,本試驗中的加工溫度和時間對芳綸的性能影響有限,因此材料拉伸強度保持較好[13-15]
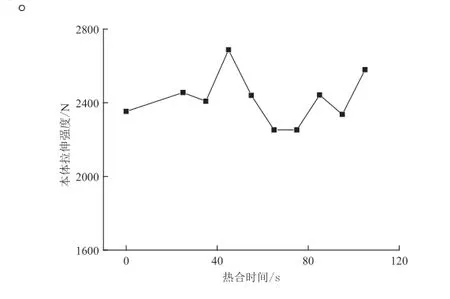
圖3 不同熱合時間材料拉伸強度變化Fig.3 Material tensile strength change at different heat sealing time
2.3 撕裂強度
將熱合后的樣件裁剪后制作本體撕裂試件,圖4為不同熱合時間試件撕裂強度。由圖4可知,隨著熱合時間的增加,H6300材料的撕裂強度呈現明顯下降趨勢,撕裂強度從475.65N逐漸下降至347.60N,強度降低26.92%。蒙皮材料的撕裂強度與纖維本身強度和涂層劑對織物纖維的束縛能力有關[16-18]。由2.2可知,熱合過程對纖維本身的強度變化較小,故導致H6300材料撕裂強度下降的可能原因是聚氨酯等對纖維的束縛能力增加。對撕裂強度變化曲線進行擬合,可得R2值為0.98747的高匹配度擬合曲線。由擬合曲線可以看出,隨著熱合時間的逐漸增加,材料撕裂強度下降趨勢逐漸變緩并趨于穩定。
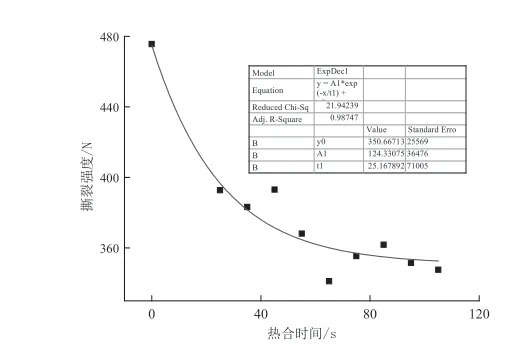
圖4 不同熱合時間材料撕裂強度變化Fig.4 Material tear strength change at different heat sealing time
2.4 厚度
將熱合后的樣件進行厚度測試,圖5為不同熱合時間試件厚度值。由圖5可知,隨著熱合時間的增加,H6300材料的厚度呈現明顯下降趨勢,材料厚度從從323.44μm下降至267.86μm,厚度降低18.11%。對厚度變化曲線進行擬合,可得到R2值為0.90184的高擬合曲線,其下降趨勢與材料的撕裂強度擬合曲線趨勢基本一致,這表明二者之間有較強的關聯性。由2.1可知,熱合過程中,在熱合機高溫環境下材料表面的聚氨酯涂層出現了熔融的狀態,PU膜具有了一定的流動性;在熱合機高壓外力作用下聚氨酯層膠膜將出現向織物層浸潤的趨勢。隨著熱合時間的增加,芳綸纖維中浸潤的膠膜增多,導致材料的厚度下降;芳綸纖維間隙逐漸被填充,降低了芳綸纖維運動及形變的能力,撕裂強度隨之降低。因此,導致H6300材料撕裂強度下降的主要原因是熱合過程加速了聚氨酯PU膜向芳綸纖維浸潤,降低了芳綸纖維間相對運動的能力。
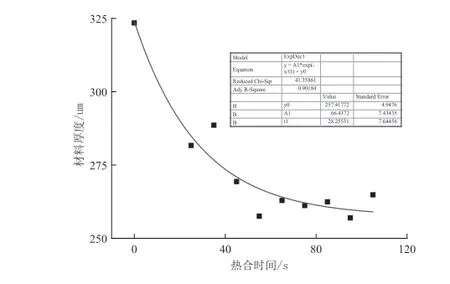
圖5 不同熱合時間材料厚度變化Fig.5 Material thickness change at different heat sealing time
3 結論
(1)隨著熱合時間的增加,H6300材料的厚度、撕裂強度均呈現下降趨勢,且趨勢逐步放緩,并趨于穩定,因此需慎重選擇材料合適的加工參數。
(2)熱合布作為浮空器生產過程的主要熱合材料,設計人員考慮材料技術指標時,還需兼顧加工過程的影響。