半鋼子午線輪胎內襯層壓延冷卻系統的優化
2022-12-31 13:07:46嚴豪冠鄭求義
輪胎工業 2022年12期
雷 輝,李 浩,嚴豪冠,鄭求義,陳 俊,陳 超
(杭州海潮橡膠有限公司,浙江 杭州 310018)
內襯層是輪胎的主要部件之一,內襯層壓延是輪胎生產的關鍵工序之一[1-3],內襯層質量關系著成品輪胎的氣密性。在內襯層壓延過程中,由于壓延設備陳舊、卷取溫度偏高以及在現場的停放時間不足等[4],導致內襯層在使用時出現尺寸變化。為此,我公司將此問題列為年度改善課題之一,對內襯層壓延設備各個模塊進行剖析,通過對擠出機至壓延輥[5]、壓延輥至復合輥、復合輥至冷卻輥筒、冷卻線、冷卻至卷取等階段進行分析,采取措施對半鋼子午線輪胎內襯層壓延冷卻系統進行優化改造[6],有效提高了內襯層質量。
1 現有內襯層壓延設備冷卻線結構
現有9個冷卻輥筒(見圖1)由單電動機進行控制,冷卻輥筒間由鏈條帶動,結構比較單一,無法進行單獨的速度調節,經常出現鏈條松動引起內襯層收縮不均勻的情況。其缺點是無法單獨控制各輥筒之間的速度比[7],應力無法釋放,內襯層過度拉伸造成尺寸不穩定情況比較突出。

圖1 現有設備冷卻輥筒排布
內襯層材料行走路線如圖2所示。從圖2可以看出,內襯層材料與輥筒的接觸面積約為50%,通過冷卻輥筒與內襯層材料的熱交換來降低材料的卷取溫度。
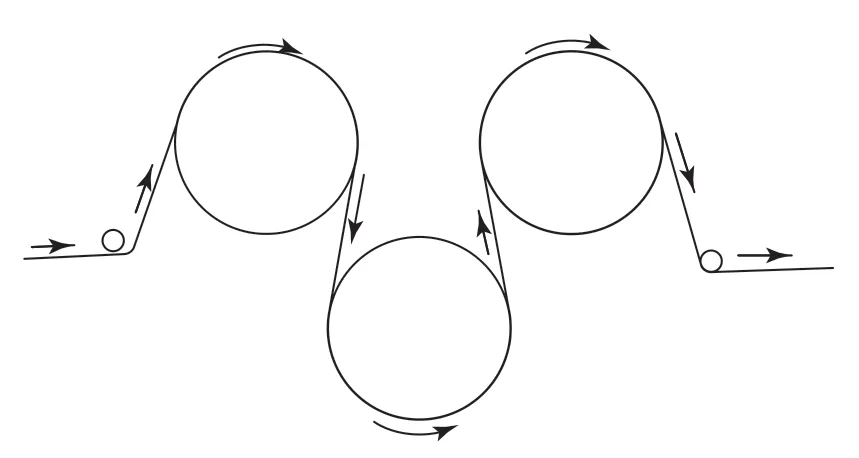
圖2 內襯層材料行走路線
改造前,統計12月份內襯層材料平均卷取溫度為37.0 ℃左右,最低溫度為31.6 ℃,最高溫度為40.8 ℃。
內襯層材料在經過冷卻線前后有一定程度的拉伸,寬度變化如表1所示。
從表1可以看出,4個規格內襯層材料冷卻后,寬度平均減小5.5 mm,拉伸率為1.21%。因設備自身缺陷,內襯層在復合前拉伸嚴重,需要在設備上進行收縮,以減小材料使用時的變化量,因此在冷卻線上繼續拉伸不能達到滿意效果[8-10]。
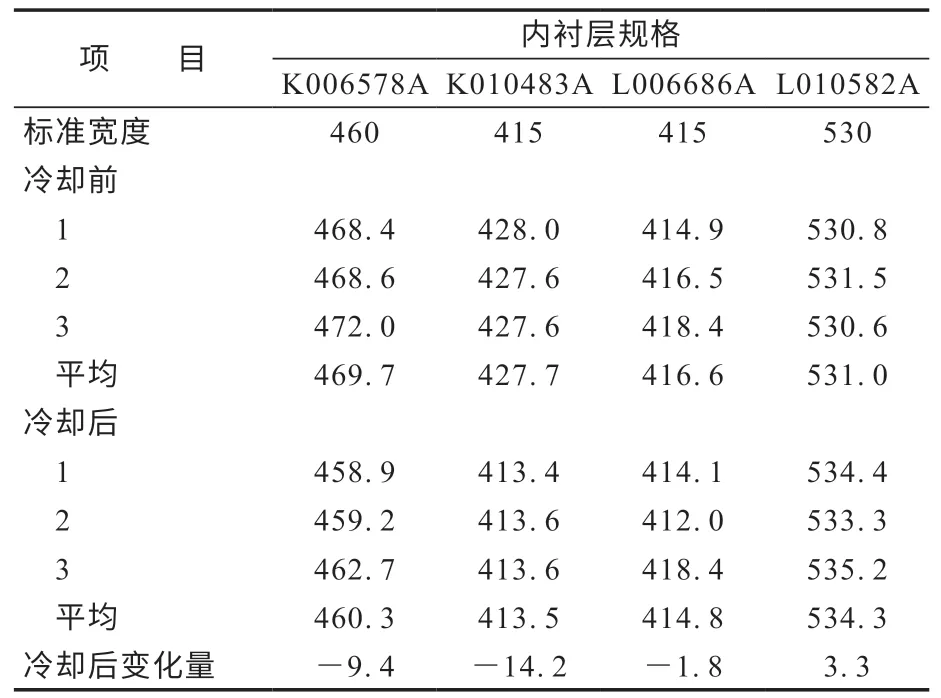
表1 經過冷卻線前后內襯層材料寬度變化量 mm
內襯層在卷曲導開后的尺寸(長度方向和寬度方向)變化量是判定內襯層材料是否收縮完全的一個重要指標,日常制定的要求是各種材料進行一定時間(4 h)的停放,以確保半成品材料在使用時完全收縮。對部分規格內襯層材料在卷曲停放40 min后200 mm定長變化率進行檢測,結果如表2所示。
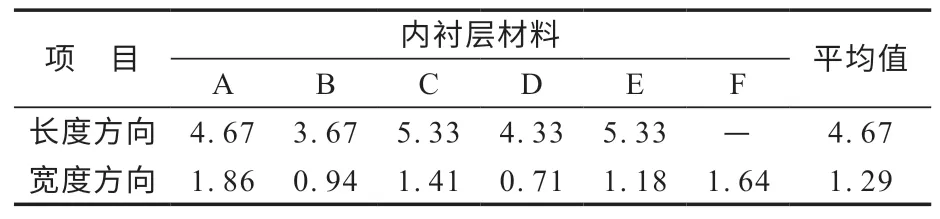
表2 部分規格內襯層材料在卷曲停放40 min后200 mm定長變化率 %
從表2可以看出,內襯層材料長度方向的變化化率遠大于寬度方向的變化率。因此,為了驗證內襯層隨著停放時間延長的收縮情況,隨機抽取5個標準長度為300 mm的內襯層進行長度測量,結果如表3所示。
從表3可以看出:隨著停放時間的延長,內襯層長度減小,停放40~50 min期間,內襯層長度變化不大,停放50 min后內襯層尺寸基本穩定,長度平均值為285.8 mm,平均收縮率為4.7%。

表3 內襯層長度隨著停放時間的變化情況
2 冷卻系統改造
改造后冷卻系統有4組共8個冷卻輥筒,如圖3所示。4組冷卻輥筒間通過浮動輥調節速度,各組之間通過低摩擦阻尼氣缸控制浮動輥,匹配冷卻輥筒組與組之間的速差,從而達到單獨控制內襯層經過冷卻輥筒之間拉伸量的目的。

圖3 改造后冷卻輥筒排布
同時在設計時可按照實際需求增加或減少冷卻輥筒組的數量,來達到降低溫度、減小拉伸量的目的,在相關技術和設備的配合下,通過在工藝方面對浮動輥的位置和質量進行調整,并對數據進行標準化,使改造后冷卻系統達到滿意的效果。
改造后內襯層材料的行走路線如圖4所示。內襯層材料與輥筒的接觸面增大至輥筒表面的67%左右,提高了冷卻線的換熱能力。
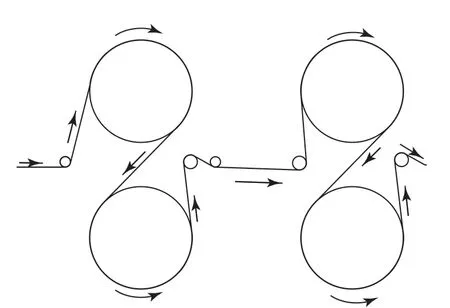
圖4 改造后內襯層材料的行走路線
改造后內襯層材料的平均卷取溫度為28.5℃,較改造前降低了8.5 ℃,最低溫度為23.2 ℃,最高溫度為32.8 ℃。
改造后內襯層材料在經過冷卻線前后寬度變化如表4所示。
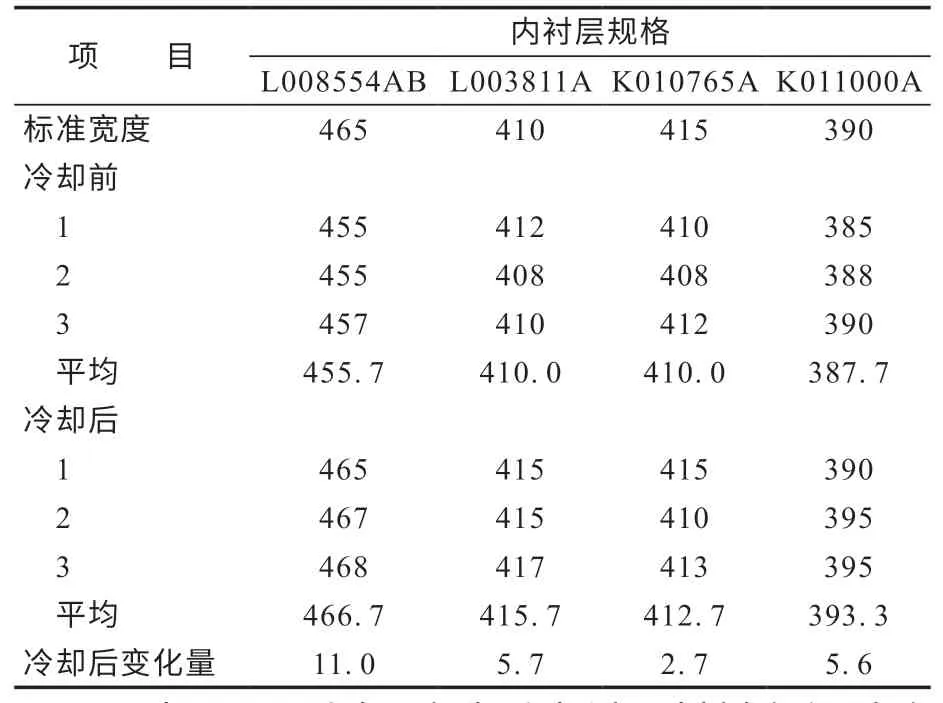
表4 改造后內襯層材料在經過冷卻線前后寬度變化量 mm
從表4可以看出,改造后內襯層材料在經過冷卻線后寬度平均增大了6.3 mm,與改造前相比,有近11.8 mm差異。
對改造后部分規格內襯層材料在卷曲停放40 min后200 mm定長變化率進行檢測,結果如表5所示。

表5 改造后部分規格內襯層材料在卷曲停放40 min后200 mm定長變化率 %
從表5可以看出,改造后內襯層材料在卷曲停放后長度方向和寬度方向變化量較改造前均有所減小。
改造后,隨機抽取5個標準長度為200 mm的內襯層進行長度測量,結果如表6所示。
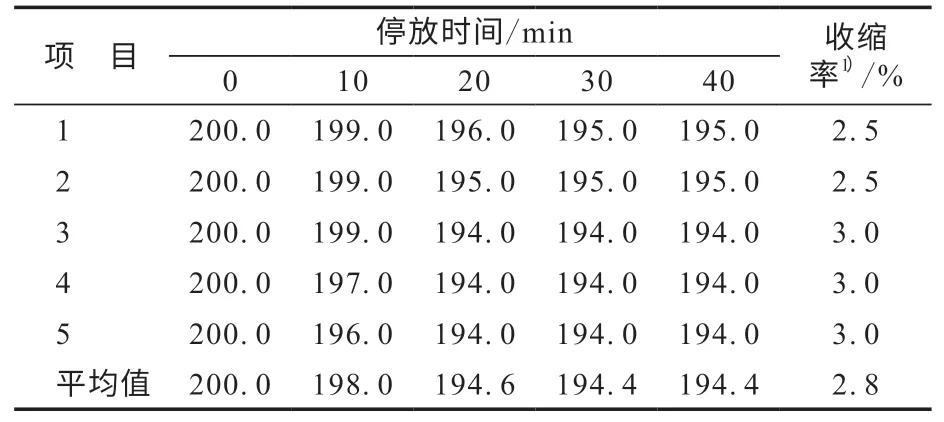
表6 改造后內襯層長度隨著停放時間的變化情況
從表6可以看出:隨著停放時間的延長,內襯層長度減小;停放30 min到40 min期間,內襯層長度沒有變化,表明停放30 min后內襯層尺寸基本穩定,長度平均值為194.4 mm,平均變化率為2.8%。
改造后,內襯層長度變化率比改造前減小,穩定時間從改造前的50 min縮短至改造后的30 min,降低了內襯層后續工序使用時的變量。
3 效果評價
對改造前后內襯層卷取溫度、冷卻前后寬度變化量、停放后長度變化率、停放后寬度變化率和制品尺寸穩定時間等項目進行評價,結果如表7所示。

表7 改造效果評價
從表7可以看出,改造后內襯層的卷取溫度降低,停放后長度和寬度變化率減小,制品尺寸穩定時間縮短,改善效果明顯。
為確定設備改造后對輪胎動態均勻性的影響[11-13],選擇合格率較低的輪胎規格(235/60R18PR SU318 103V)進行成品輪胎動態均勻性測試,結果如表8所示。
從表8可以看出:改造后輪胎的徑向力和橫向力平均值變化不大,但徑向力標準差和橫向力標準差降低,說明數據穩定性更好;動平衡值從26.67 g降至22.83 g,動平衡性能有一定提高;同時徑向力、橫向力和動平衡合格率均有提高,表明輪胎的動態均勻性得到改善。

表8 235/60R18PR SU318 103V輪胎動態均勻性測試結果
4 結語
在當前以消費為導向的市場中,消費者對于輪胎質量的要求越來越高,輪胎的外觀質量和動態均勻性要求也越來越嚴格。通過改造內襯層壓延線的冷卻系統,半成品拉伸得到有效控制,輪胎質量提高,該經驗已經在公司內部推廣。由于各公司之間的內襯層生產線存在差異,因此需要根據實際情況制定相應的改造方案。