全鋼載重子午線輪胎擠出胎面氣孔率影響因素分析
2022-12-31 13:07:48尚文躍
輪胎工業 2022年12期
尚文躍
(寧夏神州輪胎有限公司,寧夏 銀川 750011)
隨著汽車工業的快速發展,對輪胎的性能要求也逐漸提高。輪胎常在復雜和苛刻的條件下使用,承受著各種變形、負荷、力以及高低溫作用,因此必須具有優良的承載性能、牽引性能和緩沖性能。全鋼載重子午線輪胎胎面是其關鍵部件,它是輪胎的最表層,保護胎體緩沖層和簾布層免受刺傷割破和沖擊磨損,通過花紋傳遞牽引力、轉向力和制動力。因此要求胎面具有良好的耐磨性能,一定的抓著力、防側滑性能,同時具有耐日光和耐臭氧老化、抗刺扎等性能[1]。
胎面氣孔率是影響輪胎性能的重要因素。輪胎生產過程中的重要工序之一是胎面擠出,胎面擠出質量直接影響成品輪胎的質量[2-3]。胎面擠出過程中經常出現氣孔率較高的現象,部分擠出胎面氣孔率超過3.5%,有時甚至達到5%以上,造成擠出胎面尺寸與質量較差,甚至無法使用,影響生產的正常進行[4-5]。此外,擠出胎面氣孔率過大會影響成品輪胎的耐磨性能,胎面出現掉塊、花紋溝裂等現象[6-8]。因此,減小擠出胎面氣孔率尤為重要。
影響胎面氣孔率的因素很多,主要包括膠料配方、混煉工藝和擠出工藝等。本工作主要探討膠料配方、螺桿轉速、破膠方式、擠出主機、供膠溫度、喂料寬度和膠料門尼粘度對全鋼載重子午線輪胎胎面氣孔率的影響。
1 實驗
1.1 主要設備和儀器
H10/C8/C4.5型三復合擠出生產線,特樂斯特機械(上海)有限公司產品;H10/C8型兩復合擠出生產線,天津賽象科技股份有限公司產品;Φ250型擠出機,桂林橡膠設計院有限公司產品;XK-660型開煉機,益陽橡膠塑料機械集團有限公司產品;M200型門尼粘度儀,北京友深電子儀器有限公司產品。
1.2 胎面氣孔率影響因素試驗
(1)膠料配方。分別采用1號和2號擠出線擠出配方A和B兩種膠料,工藝參數見表1。

表1 不同膠料配方試驗工藝參數
(2)螺桿轉速。采用1號擠出線在不同螺桿轉速下擠出配方A膠料,工藝參數見表2。

表2 不同螺桿轉速試驗工藝參數
(3)破膠方式。采用1號擠出線以不同破膠方式擠出配方A膠料,工藝參數見表3。

表3 不同破膠方式試驗工藝參數
(4)擠出主機。分別采用1號和2號擠出線主機擠出配方A膠料,工藝參數見表4。

表4 不同擠出生產線主機試驗工藝參數
(5)供膠溫度。采用1號擠出線在不同供膠溫度下擠出配方A膠料,工藝參數見表5。

表5 不同供膠溫度試驗工藝參數
(6)喂料寬度。采用1號擠出線在不同喂料寬度下擠出配方A膠料,工藝參數見表6。

表6 不同喂料寬度試驗工藝參數
(7)膠料門尼粘度。采用1號擠出線擠出不同門尼粘度配方A膠料,工藝參數見表7。

表7 不同門尼粘度膠料試驗工藝參數
在驗證某一影響因素時,其他參數基本相同,參數測量波動值在正常范圍內;螺桿轉速試驗時溫度和壓力的差異均由螺桿轉速變化引起。
2 結果與討論
分別研究胎面膠生產過程中不同因素對擠出胎面氣孔率的影響。
2.1 膠料配方
膠料配方對擠出胎面氣孔率的影響測試結果見表8。
由表8可見:在螺桿轉速相同的情況下,1號線擠出的配方A和配方B膠料的胎面氣孔率分別為2.85%和1.38%,配方A膠料的擠出胎面氣孔率比配方B膠料大1.47%;2號線擠出的配方A和配方B膠料的胎面氣孔率分別為2.76%和0.51%,配方A膠料的胎面氣孔率比配方B膠料大2.25%。由此可見,配方A膠料擠出胎面氣孔率均明顯大于配方B膠料擠出胎面,說明膠料配方對擠出胎面氣孔率影響較大。
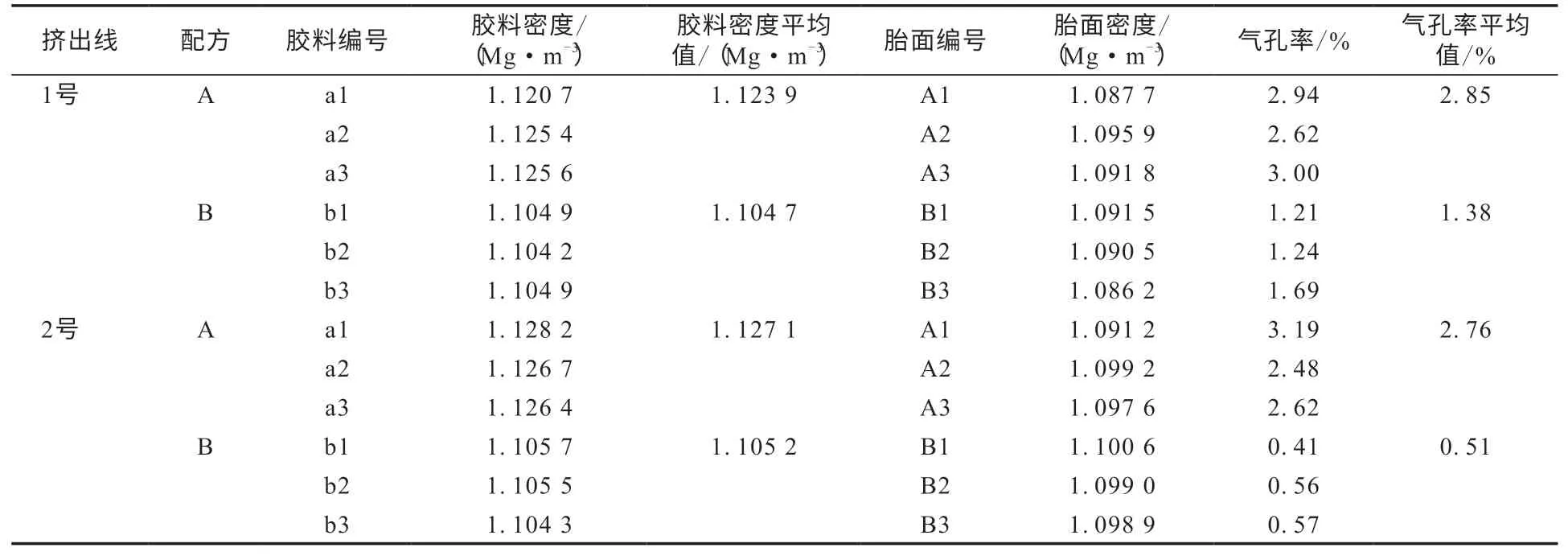
表8 膠料配方對胎面氣孔率的影響
2.2 螺桿轉速
螺桿轉速對擠出胎面氣孔率的影響測試結果見表9。
由表9可見,采用配方A膠料在1號擠出線進行生產,螺桿轉數分別為24.2和18.0 r·min-1時,擠出胎面氣孔率分別為3.66%和2.16%。這說明相同的膠料在相同擠出機的不同螺桿轉速下,擠出胎面氣孔率也不一樣,螺桿轉速越小,氣孔率越小。因此降低螺桿轉速可以有效減小擠出胎面氣孔率,但是螺桿轉速太低會影響生產效率,因此具體生產時要予以綜合考慮。
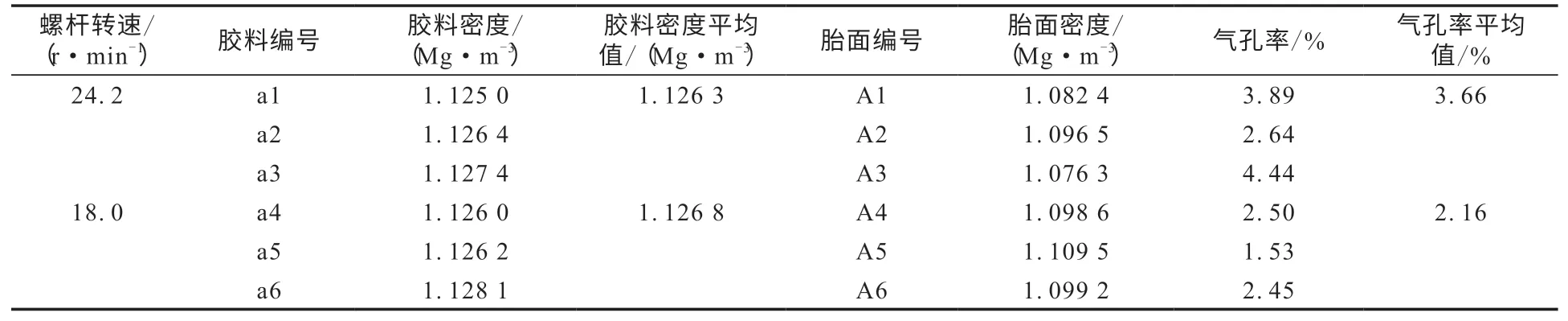
表9 螺桿轉速對胎面氣孔率的影響
2.3 破膠方式
破膠方式對擠出胎面氣孔率的影響測試結果見表10。
由表10可見,采用配方A膠料在1號擠出線進行生產,擠出機破膠后擠出的胎面氣孔率為3.11%,而開煉機破膠后擠出胎面氣孔率為2.12%,明顯小于使用擠出機破膠的胎面。由此可見,對于減小擠出胎面氣孔率來說,采用開煉機破膠具有優勢。
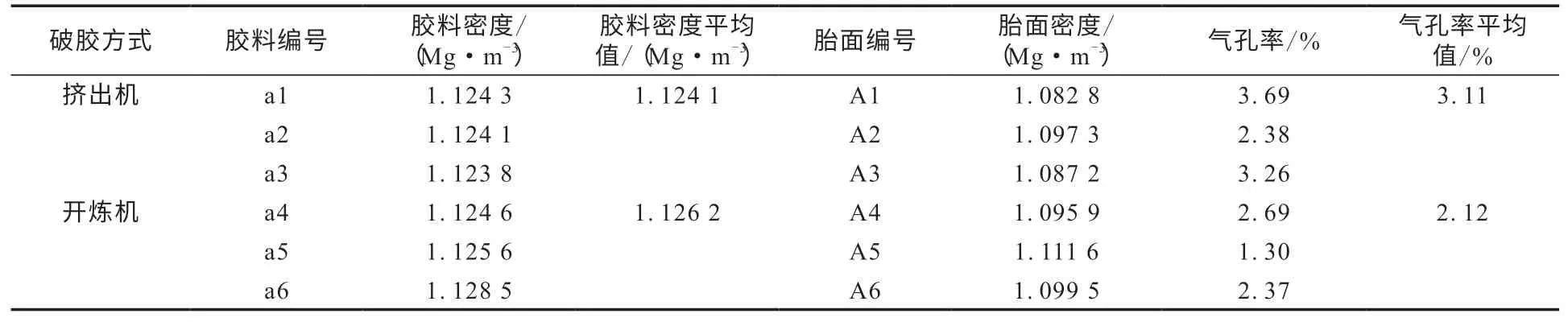
表10 破膠方式對胎面氣孔率的影響
2.4 擠出主機
擠出主機對擠出胎面氣孔率的影響測試結果見表11。
由表11可見,采用型號相同的兩臺主機(均采用Φ250熱喂料擠出機,開煉機破膠),在相同工藝條件下,1號線主機擠出胎面氣孔率為0.40%,2號線主機擠出胎面氣孔率為2.12%。分析其原因主要是擠出機的螺桿形式、螺桿壓縮比及螺桿磨損程度等因素都會不同程度地影響擠出胎面氣孔率,因此當不同主機擠出胎面氣孔率差異較大時,可從上述方面進行原因查找。
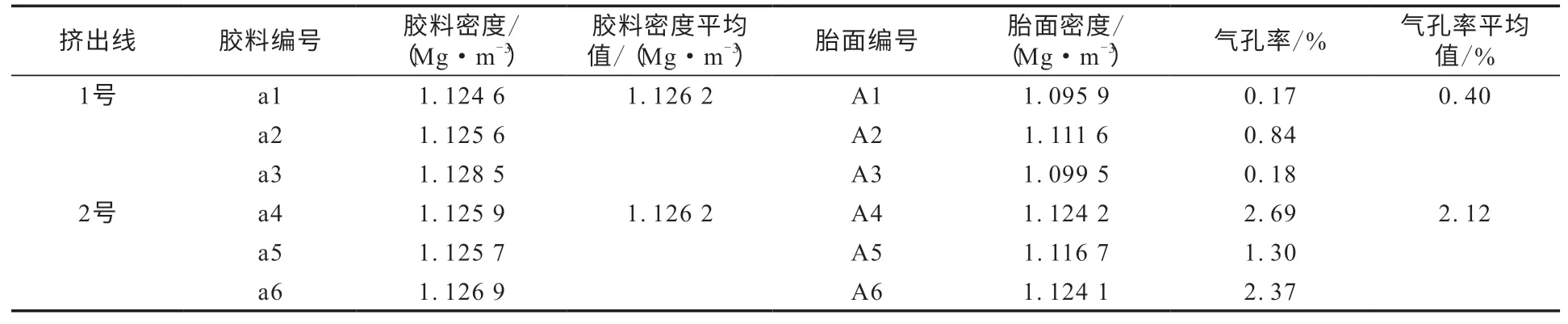
表11 擠出主機對胎面氣孔率的影響
2.5 供膠溫度
供膠溫度對擠出胎面氣孔率的影響測試結果見表12。

表12 供膠溫度對胎面氣孔率的影響
由表12可見,按正常供膠溫度進行熱喂料供膠,擠出胎面氣孔率為3.72%,采取措施降低供膠溫度后,擠出胎面氣孔率減小為2.50%。因此通過降低熱喂料供膠溫度可以有效減小擠出胎面氣孔率。
通常可以通過在供膠大車旁或供膠運輸帶上加裝風扇、延長供膠的有效距離、供膠大車使用變頻電動機以減小其轉速等途徑來降低熱喂料供膠溫度。
2.6 喂料寬度
喂料寬度對擠出胎面氣孔率的影響測試結果見表13。

表13 喂料寬度對胎面氣孔率的影響
由表13可見,在相同工藝條件下,減小熱喂料供膠寬度,擠出胎面的氣孔率先減小后增大。由此可見,供膠寬度過大或過小,胎面氣孔率均會有所增大。因此,選擇適宜的供膠寬度可減小擠出胎面氣孔率。
2.7 膠料門尼粘度
膠料門尼粘度對擠出胎面氣孔率的影響測試結果見表14。
由表14可見,在相同的工藝條件下,門尼粘度較大的膠料擠出胎面的氣孔率較大。因此可以通過適當控制膠料的門尼粘度來減小擠出胎面氣孔率。
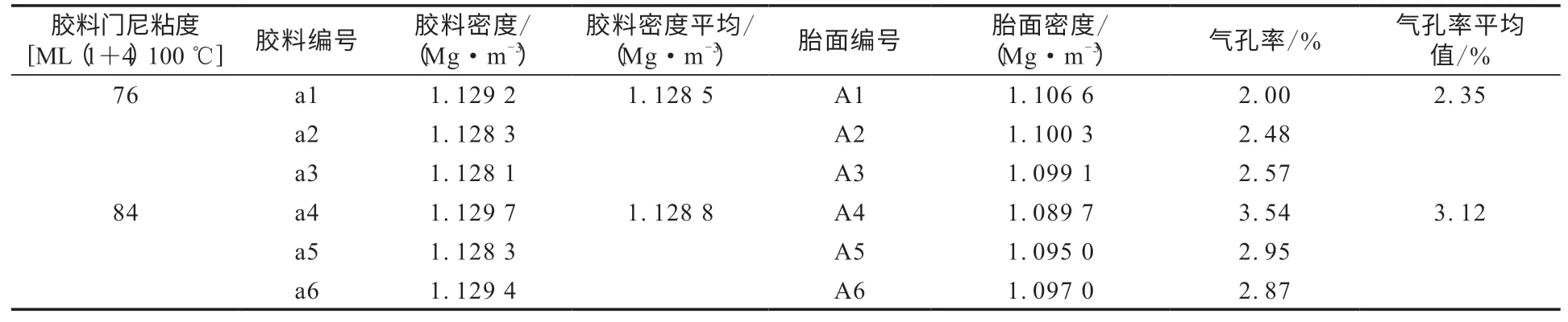
表14 膠料門尼粘度對胎面氣孔率的影響
3 結論
研究了膠料配方、螺桿轉速、破膠方式、擠出主機、供膠溫度、喂料寬度和膠料門尼粘度對擠出胎面氣孔率的影響,得到以下結論。
(1)膠料配方和擠出主機不同,擠出胎面氣孔率差異較大。膠料配方的調整要考慮輪胎的使用路況等條件。擠出主機可選擇壓縮比較高的螺桿,并維護好螺桿間隙,減少擠出時的膠料回流。
(2)減小螺桿轉速和膠料門尼粘度、降低供膠溫度可減小擠出胎面氣孔率。螺桿轉速對胎面氣孔率的影響較大,在實際生產中要協調其與生產效率的關系。
(3)相比于擠出機破膠方式,采用開煉機破膠擠出胎面的氣孔率相對較小。可根據工廠實際情況選擇開煉機或擠出機進行破膠。
(4)喂料寬度過大或過小,擠出胎面氣孔率均會有所增大,可通過多次試驗選擇合適的喂料寬度。
除了本工作研究的擠出胎面氣孔率影響因素外,在膠料配方中加入石墨烯材料、改進冷卻方式等方法也可以有效減小胎面氣孔率,在以后的實際生產中會不斷摸索新的改善方法。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03