鋼絲簾布小角度裁斷常見缺陷的原因分析及改善措施
2023-01-03 02:36:38侯禮華史利娜丁小朋
橡膠科技 2022年12期
王 歡,侯禮華,史利娜,丁小朋,楊 燕
(風神輪胎股份有限公司,河南 焦作 454003)
鋼絲簾布是用于子午線輪胎胎體、帶束層、胎圈包布等處的骨架材料,對輪胎性能有重要影響[1-3]。鋼絲簾布裁斷質量直接影響輪胎的質量[4-5],但在鋼絲簾布裁斷過程中可能出現各種缺陷,其中鋼絲簾布小角度裁斷的常見缺陷主要有大頭小尾、接頭錯接、接頭壓鋼絲和卷取打褶。
本工作對鋼絲簾布小角度裁斷常見缺陷的原因及改善措施進行分析。
1 設備
以德國Fischer公司生產的鋼絲簾布小角度裁斷設備(見圖1)為例,該設備具有定向移動裝置和磁性夾持器自動送料裝置,裁斷機采用臥式裁刀進行自動裁斷,同時配備膠片敷貼等裝置,并設有扇形臺,裁斷角度范圍寬,裁斷精度和裁斷效率高,勞動強度低,操作人員少,從供料、裁斷到拼接均可自動運行[6]。鋼絲簾布小角度裁斷設備主要技術參數如表1所示。

表1 鋼絲簾布小角度裁斷設備主要技術參數
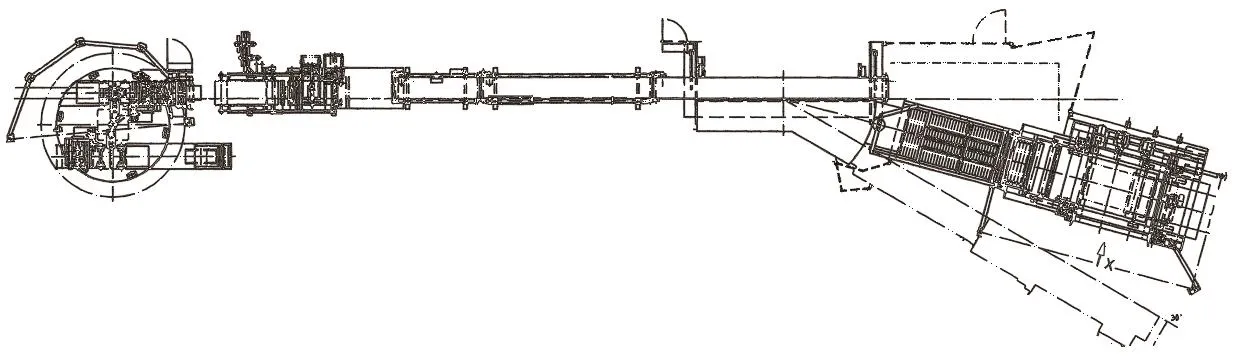
圖1 鋼絲簾布小角度裁斷設備
2 常見缺陷類型
2.1 大頭小尾
小角度裁斷的兩塊同一規格鋼絲簾布在對接過程中,頭部和尾部的斜邊長度差大于4 mm,即可定義為大頭小尾,如圖2所示。其中,A為同一規格兩塊鋼絲簾布在對接過程中的寬度差,B為鋼絲簾布頭部和尾部斜邊長度差。
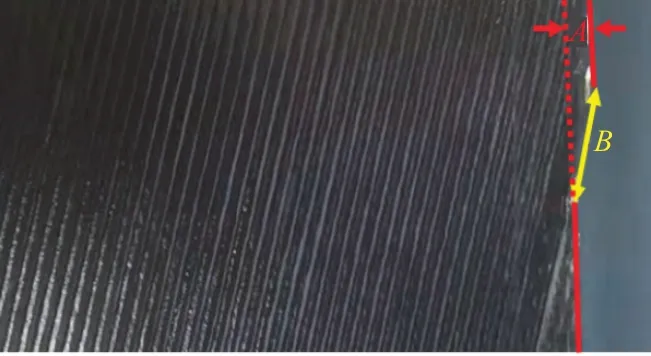
圖2 小角度裁斷鋼絲簾布大頭小尾
2.2 接頭錯接
接頭錯接指小角度裁斷的同一規格鋼絲簾布在拼接過程中,由于送料位置前后不一致或鋼絲簾布頭部角度(α)和鋼絲簾布尾部角度(β)存在差異,導致的前后兩塊簾布在經過接頭縫合后邊部不齊的情況,如圖3所示。其中,Y為鋼絲簾布寬度。

圖3 小角度裁斷鋼絲簾布接頭錯接示意
2.3 接頭壓鋼絲
接頭壓鋼絲指小角度裁斷的同一規格鋼絲簾布在拼接過程中,兩端鋼絲出現交叉的情況,如圖4所示。
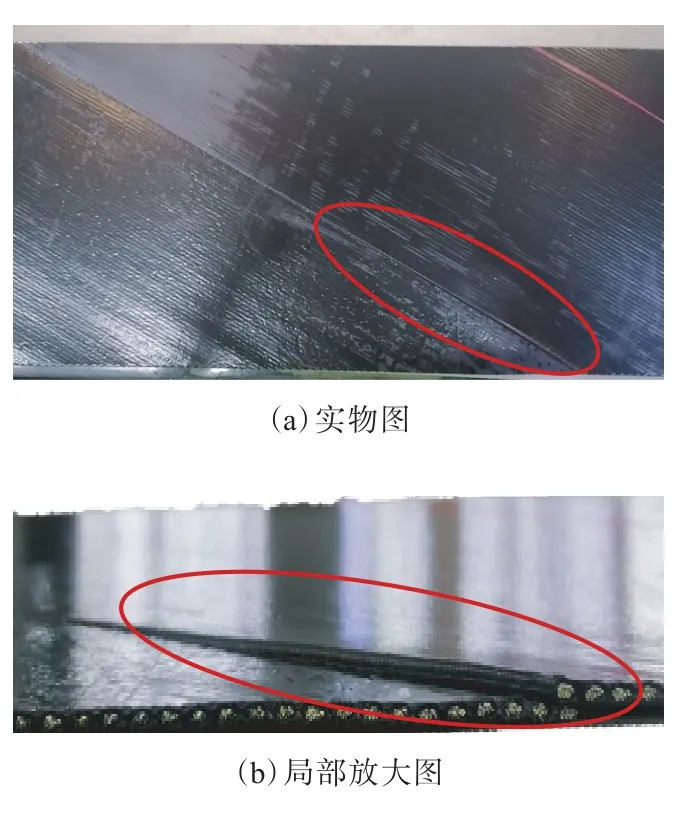
圖4 小角度裁斷鋼絲簾布接頭壓鋼絲
2.4 卷取打褶
卷取打褶指小角度裁斷鋼絲簾布在卷取過程中出現的打褶情況,如圖5所示。
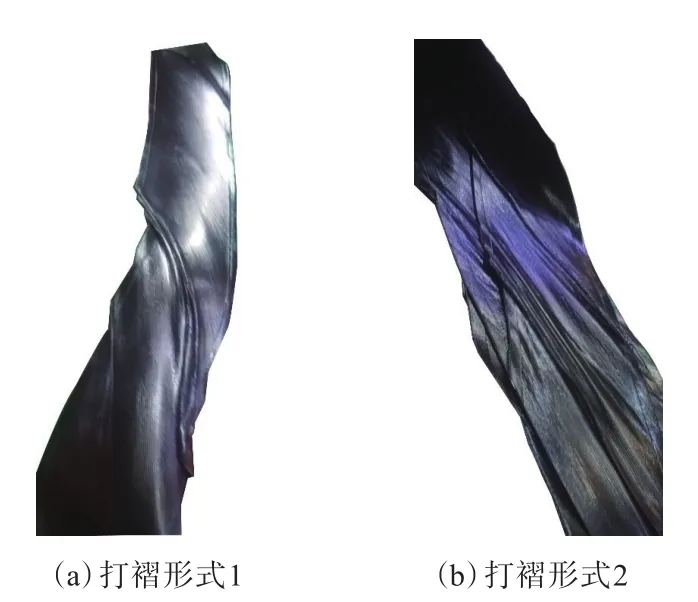
圖5 小角度裁斷鋼絲簾布卷取打褶示意
3 缺陷影響因素分析及改善措施
3.1 大頭小尾
3.1.1 鋼絲簾布壓延質量的影響
鋼絲簾布在壓延過程中由于錠子架放線張力、左右卷取張力等不匹配或整經輥和四輥壓延機的固定輥不平行,鋼絲簾線的張力和殘余扭轉應力分布不均勻,導致鋼絲簾布卷取后各種力得不到均勻釋放[7-8],該類型鋼絲簾布在裁斷過程中出現嚴重的大頭小尾問題。
改善措施:定期標定壓延機的放線張力、卷取張力、整經輥、壓力輥與壓延機固定輥的水平度及平行度;鋼絲簾線供應商以最小包裝單位將鋼絲簾線錠子的殘余扭轉應力進行配比包裝,保證每個包裝單位鋼絲簾線的殘余扭轉應力控制在較低水平。
3.1.2 小角度裁斷設備的影響
小角度裁斷設備對鋼絲簾布大頭小尾的影響因素如圖6所示。

圖6 小角度裁斷設備對鋼絲簾布大頭小尾的影響因素
改善措施如下。
(1)導開裝置需要通過調整料架糾偏鏡頭以保證料架糾偏鏡頭檢測位置有效,在導開浮動輥位置增加機械定位,使鋼絲簾布處于導開輥床的中間位置;定期校準導開車水平度,確保導開鋼絲簾布與輥床平行、無軸交叉,保證導開鋼絲簾布的張力均勻。
(2)調整儲布裝置浮動輥配重和上下限位,確保鋼絲簾布處于恒定張力狀態且不落地。
(3)修復遞布裝置的萬向珠和萬向珠底板,確保萬向珠的靈活性;標定并調整磁梁精度和磁梁磁鐵吸力裝置的有效性,保證遞布過程精度。
(4)定期標定并校準裁斷角度編碼器,并增加調整裁斷角度時的參照燈標,確保裁斷角度的準確性。
(5)根據裁切鋼絲簾布的界面情況更換裁刀或調整裁刀間隙,保證鋼絲簾布的裁切精度。
3.2 接頭錯接和接頭壓鋼絲
3.2.1 鋼絲簾布壓延質量的影響
鋼絲簾布壓延質量對鋼絲簾布接頭錯接和接頭壓鋼絲的影響主要與鋼絲簾布翹頭(見圖7)有關。鋼絲簾布翹頭導致鋼絲簾布在拼接過程中兩條斜邊不能共線,從而出現接頭錯接和接頭壓鋼絲。

圖7 鋼絲簾布翹頭示意
改善措施與鋼絲簾布大頭小尾的處理相同。
3.2.2 小角度裁斷設備的影響
小角度裁斷設備對接頭壓鋼絲的主要影響因素有裁刀裝置、供料皮帶速度比、鋼絲簾布定位擋板位置或光電檢測位置設置不合理等。
改善措施:根據裁切鋼絲簾布的界面情況更換裁刀或調整裁刀間隙,保證鋼絲簾布的裁切精度;調節優化供料皮帶速度比;調整優化鋼絲簾布定位擋板位置或者光電檢測位置。
3.3 卷取打褶
卷取打褶對接頭壓鋼絲的影響因素主要為卷取裝置晃動、剎車異常和卷取張力設置不合理等。
改善措施:檢修卷取裝置,降低其晃動量并提高剎車裝置有效性;調整優化卷取張力,定期標定張力控制器;將線性張力控制調整為非線性控制,避免鋼絲簾布隨張力變化出現堆積料和拉伸的情況。
4 結語
鋼絲簾布小角度裁斷常見缺陷主要集中在鋼絲簾布接頭處,其缺陷類型有單一性、重發性,且不易從根本上解決。本工作通過提高鋼絲簾布壓延質量和裁斷設備精度,有效降低鋼絲簾布小角度裁斷缺陷的發生率,在一定程度上提升了輪胎半成品質量,降低了企業的經濟損失。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
工業設計(2016年12期)2016-04-16 02:52:00
通信電源技術(2016年3期)2016-03-26 07:13:38
設備管理與維修(2015年12期)2015-04-09 06:57:00
