機器人視覺伺服控制柔性上料工作站設計
2023-01-04 08:15:54宋科,王媛
西安航空學院學報 2022年5期
關鍵詞:設計
宋 科,王 媛
(西安航空學院 電子工程學院,西安 710077)
0 引言
隨著我國制造業產業升級和自動化的高速發展,在越來越多的行業,工業機器人逐步替代人的工作[1-7]。隨著現代智能化技術與電子技術的快速發展,機器人代替人工完成工件或物料的上下料作業,在機床上下料、白車身焊接、家電組裝等應用領域得到日益廣泛的應用[8-19]。以某大型通訊企業射頻模塊(RRU)包裝生產線為例,傳統人工包裝,從上料、掃描、封膜、入箱、封箱及秤重、碼垛、纏繞、稱重、下線全工序,需要用工數為34 人/班,單班包裝產量約600至700件。隨著用工成本及企業產量的增長,傳統人工上料已經難以滿足企業生產需求。在RRU的自動化包裝生產線中,迫切需要利用機器人提高包裝的上下料安全與效率。采用機器人實現工件的抓取和搬運,關鍵技術包括工件的定位及如何兼容不同規格抓取夾具的設計。為此,視覺定位采用圖像分析獲取工件的三維坐標,與機械定位裝置相比,不需要人工干預,由于取消專用定位工裝,作業場地布局更加緊湊。采用柔性機器人夾具,在不增加夾具數量和規格的前提下,兼容不同規格產品的抓取作業,降低工作站總成本,進一步提高上料作業工序的效率。
1 生產線上料機器人單元工藝流程及特點
機器人自動上料工藝工序流程如圖1所示。
(1)工件按擺放要求擺放在托盤上,每層最多6個, 最多3層,最上面一層可以不排滿,下面的層數必須排滿;
(2)操作工按開門請求按鈕,機器人回到非干涉區;
(3)操作工將托盤傳送至拆垛位置,拆垛位置需要固定,底部托盤需要有定位銷定位,并安裝有到位傳感器,托盤到位后由整線傳送到位信號和該托盤的料片型號傳送給機器人,并由機器人傳送給視覺系統開始視覺處理;
(4)由拆垛側面相機檢測到工件的高度,從而確定出工件的z方向信息;由托盤頂部相機檢測到相應工件水平位置,從而確定出工件的x、y方向和旋轉角度信息,并將該位置信息通過串口傳送給機器人控制器;
(5)當所有的安全信號滿足時,機器人根據視覺控制系統傳送的工件位置信息對工件進行抓取并放置到放料工位;
(6)機器人放置完畢并退出干涉區后,通知PLC,開始物料輸送。
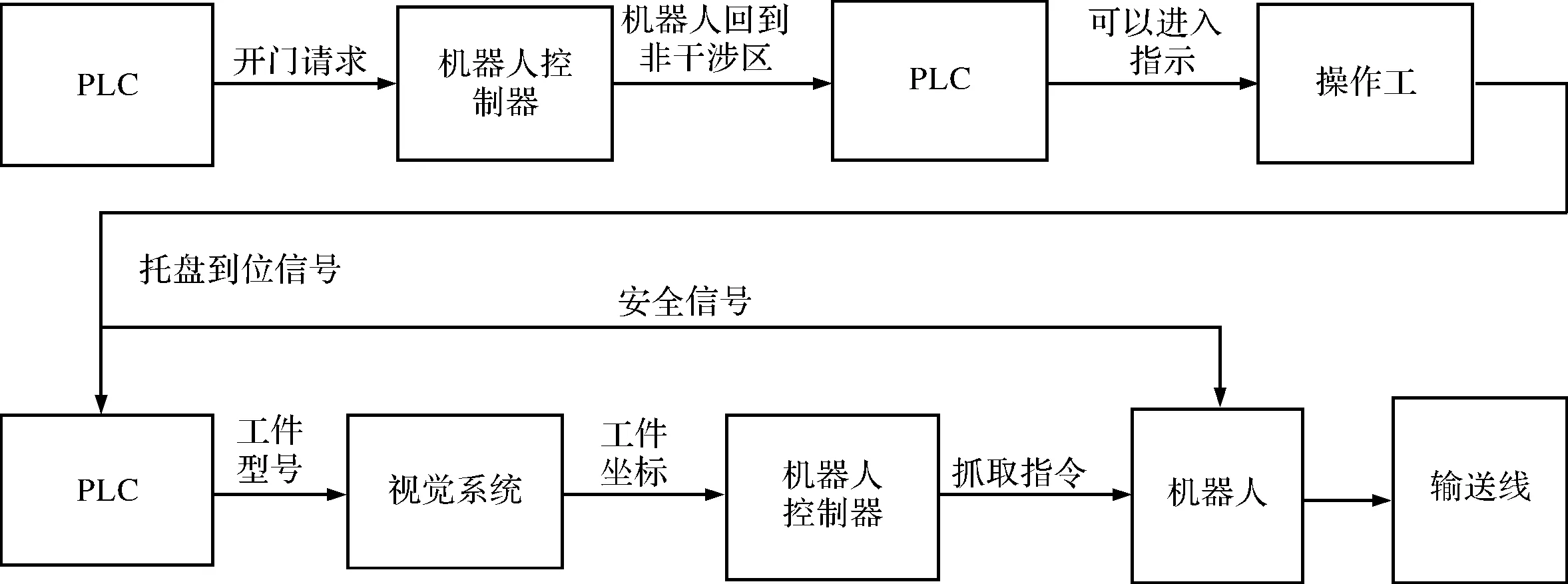
圖1 機器人自動上料工藝流程
2 生產線上料機器人工作站總體方案設計
工位由一臺機器人對應兩臺拆垛小車,上料機器人單元布局如圖2所示。當機器人將一臺拆垛小車上工件全部放到傳送帶后,拆垛小車退出重新上料,機器人開始另一臺小車的抓取。
上料機器人單元結構設計:
(1)設計專用轉運車,要求每車能運載18個模塊;設計專用托板放置,每車放置3層,每層6個;根據不同工件尺寸定制化設計托盤,起到固定放置位置的作用,方便機器人定點抓取;
(2)采用柯馬機器人搬運上線;設計專用夾具,夾具采用伺服電機(帶剎車)+齒輪、齒條驅動,2根導軌導向定位;帶2個微動開關檢測夾具夾緊到位,帶一個接近開關檢測伺服零點;帶4個吸盤用于吸取托盤,吸盤采用4個氣缸驅動;帶一套氣動二聯件,用于氣壓調壓和油水分離;
(3)上線暫存線,暫存線長2 m,高0.7 m,有效寬度760 mm;使用防靜電橡膠輥子傳動;驅動系統采用SEW電機+變頻器控制;輥子線驅動分為2段;使用2組光電開關判斷位置;
(4)掃描儀上設計多個掃描頭,以適應不同產品需要;掃描數據須上傳控制系統;
(5)每段設置暫停按鈕,按暫停按鈕黃色聲光報警并暫停該段;設置急停按鈕,按急停按鈕紅色聲光報警并急停整個生產線;
(6)設置光幕報警系統;
(7)設置手動自動模式轉換。

圖2 上料機器人單元布局
3 機器人選型及電動柔性夾具設計
3.1 機器人選用
機器人型號為SMART NJ110-3.0,最大有效負載110 kg(端拾器+工件),SMART5 NJ110-3.0參數及性能如表1所示。柯馬NM-45-2.0系列機器人采用高可靠性技術。為了滿足特殊應用,機器人應具備不同的加速度、負載能力和工作區域等特性,同時也應滿足一些常規應用的要求,諸如縮短操作周期、提高生產率和穩定的生產質量。
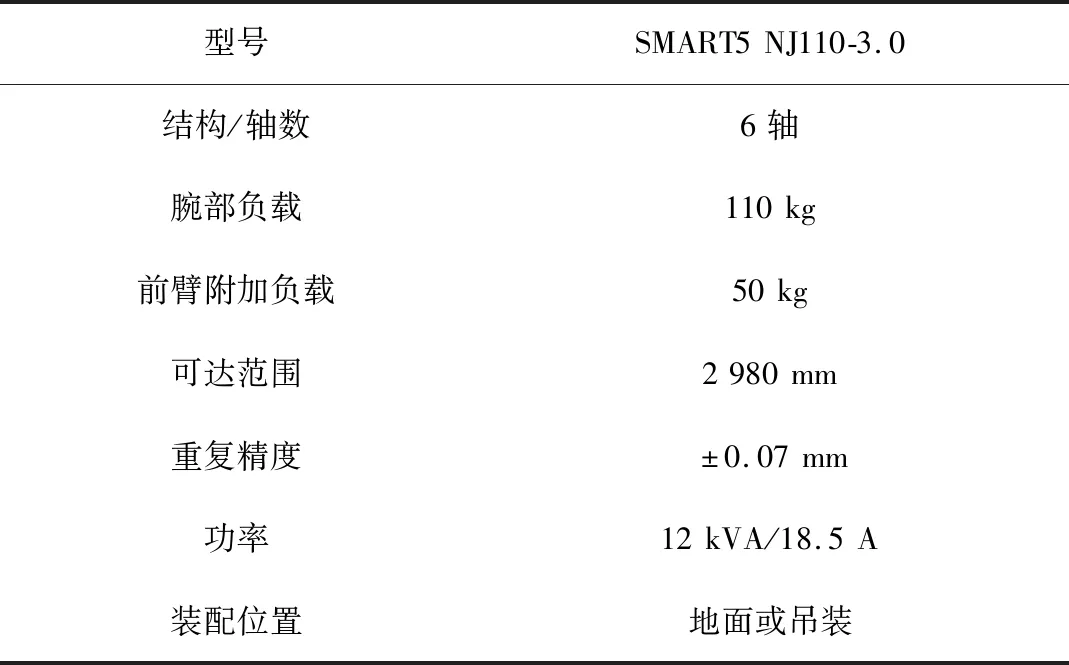
表1 SMART5 NJ110-3.0參數及性能
3.2 電動夾具設計
對于機器人上下料應用場合,常用的機器人夾具設計采用吸取、抱夾、抱托或者幾種方式的組合。本例應用中,綜合分析工件重量(約40 kg)、工件幾何形狀以及工件表面結構等多種因素,為滿足不同規格產品采用一套柔性夾具,機器人的末端工具采用雙邊同步抱夾方式,機器人夾具示意圖如圖3所示,夾具結構設計如圖4所示。上線夾具外型尺寸580 mm×450 mm×360 mm;上線夾具重量40 kg;選用富士伺服電機驅動,配兩個限位開關。對電機的控制要有力矩控制模式,能夠限制夾具的夾緊力,防止夾傷工件,同時預留氣路控制,只需要控制一個電磁閥的通斷,以檢測真空發生器是否吸取成功。
圖3 機器人夾具示意圖
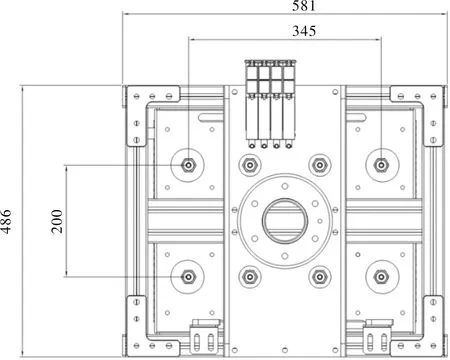
圖4 夾具結構設計
4 機器人用視覺定位系統設計
4.1 視覺定位系統技術指標
(1)機械手承重60 kg,可達性>3.0 m,視覺定位<0.5 mm;
(2)視覺定位時間100 ms;識別精度±0.5 mm。
4.2 視覺定位系統組成
工位共兩套視覺系統,每個托盤小車上配置一套,工作站視覺系統組成如圖5所示。
步驟1:視覺硬件部分包含2部工業照相機及照明光源,分別固定安裝于小車上方和側面,并通過以太網與視覺處理器相連;
步驟2:視覺子系統拍照,視覺處理器根據零件號調出板料尺寸,識別并計算工件相對于支撐木板的x、y位置以及偏移角度,并利用側面相機測量z方向的高度,將測量結果通知機器人;
步驟3:機器人根據工件平面位置和當前的高度z進行準確的抓取,并放置于生產線上;
步驟4:機器人返回待機位置,并通知視覺子系統進行下一工件位置測量操作;
步驟5:重復步驟(1)至步驟(4),直至小車上工件被抓取完畢。
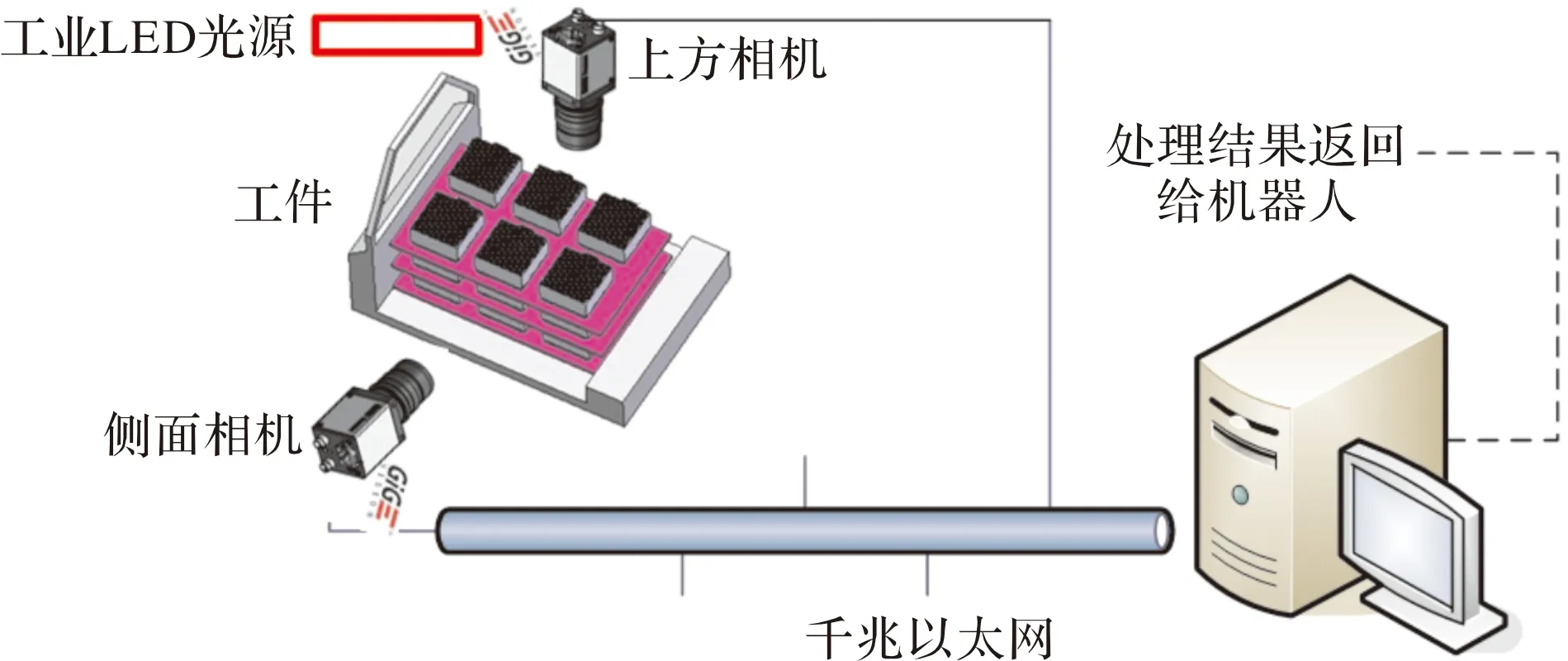
圖5 工作站視覺系統組成
4.3 圖像處理工作原理
相機A拍攝到的圖像A為托板上全體零部件的側面,側面拍照處理及高度計算原理如圖6所示,側面相機距料跺側面的距離L為定值,這樣就可以根據圖像在z方向的比例關系計算出H值,結合零部件的類型和尺寸,即可計算出yz平面上的零部件的擺放個數和分布情況。
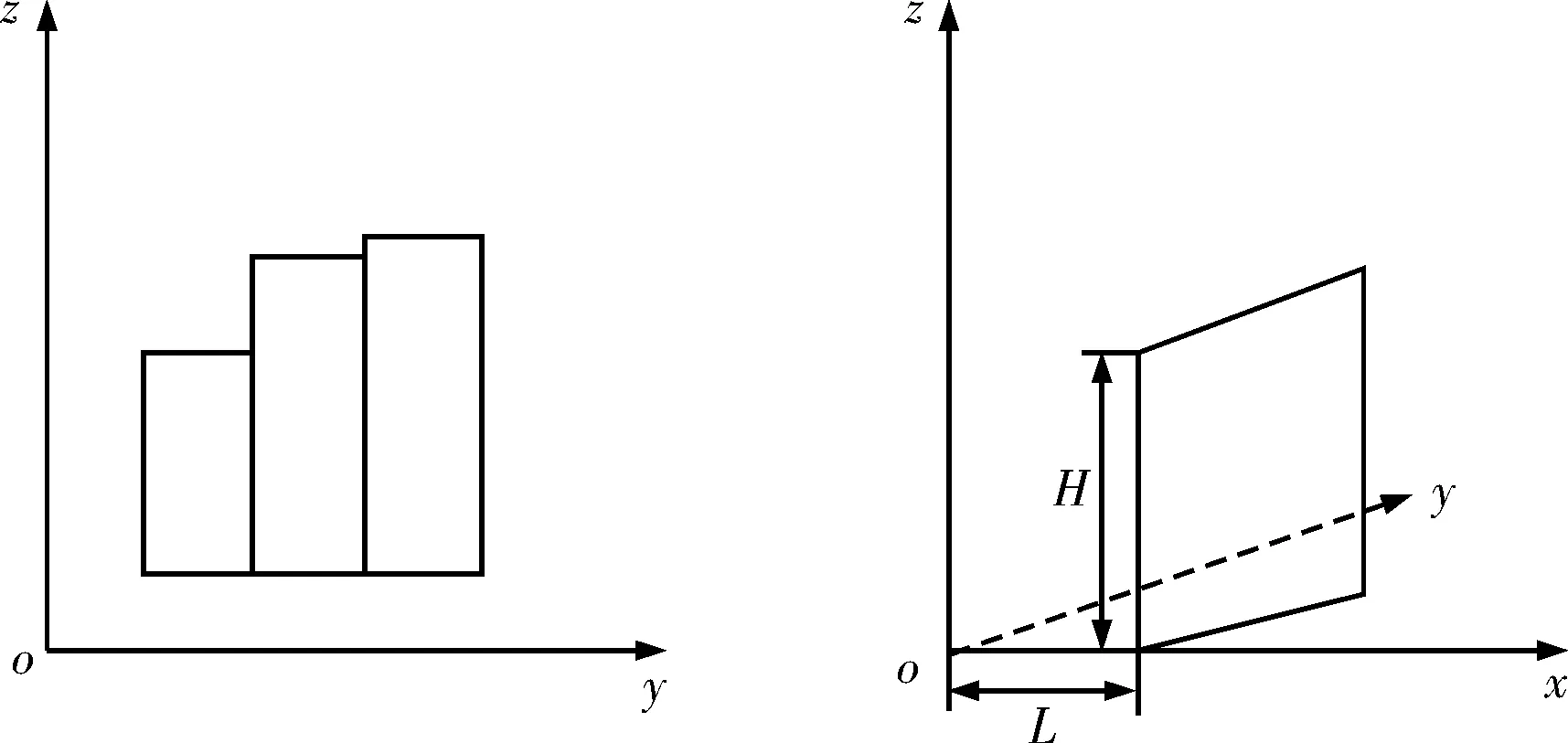
圖6 側面拍照處理及高度計算原理
相機B由零件頂部向下拍攝,為xy平面上的投影,平面拍照計算原理如圖7所示。根據圖像的邊界處理可以得到平面料片的個數及圖片位置;結合圖像A的處理結果,即已經獲取z的信息,結合x,y的圖像坐標,即可以得出P1,P2,P3,P4的空間坐標P1(x,y,z),P2(x,y,z),P3(x,y,z),P4(x,y,z)。取平均值即可以進一步計算出待抓取零件的幾何中心坐標。再根據P1(x,y),P4(x,y)可以計算出零件的旋轉角度θ,從而將該料片的中心位置及旋轉角度發送給機器人進行抓取。
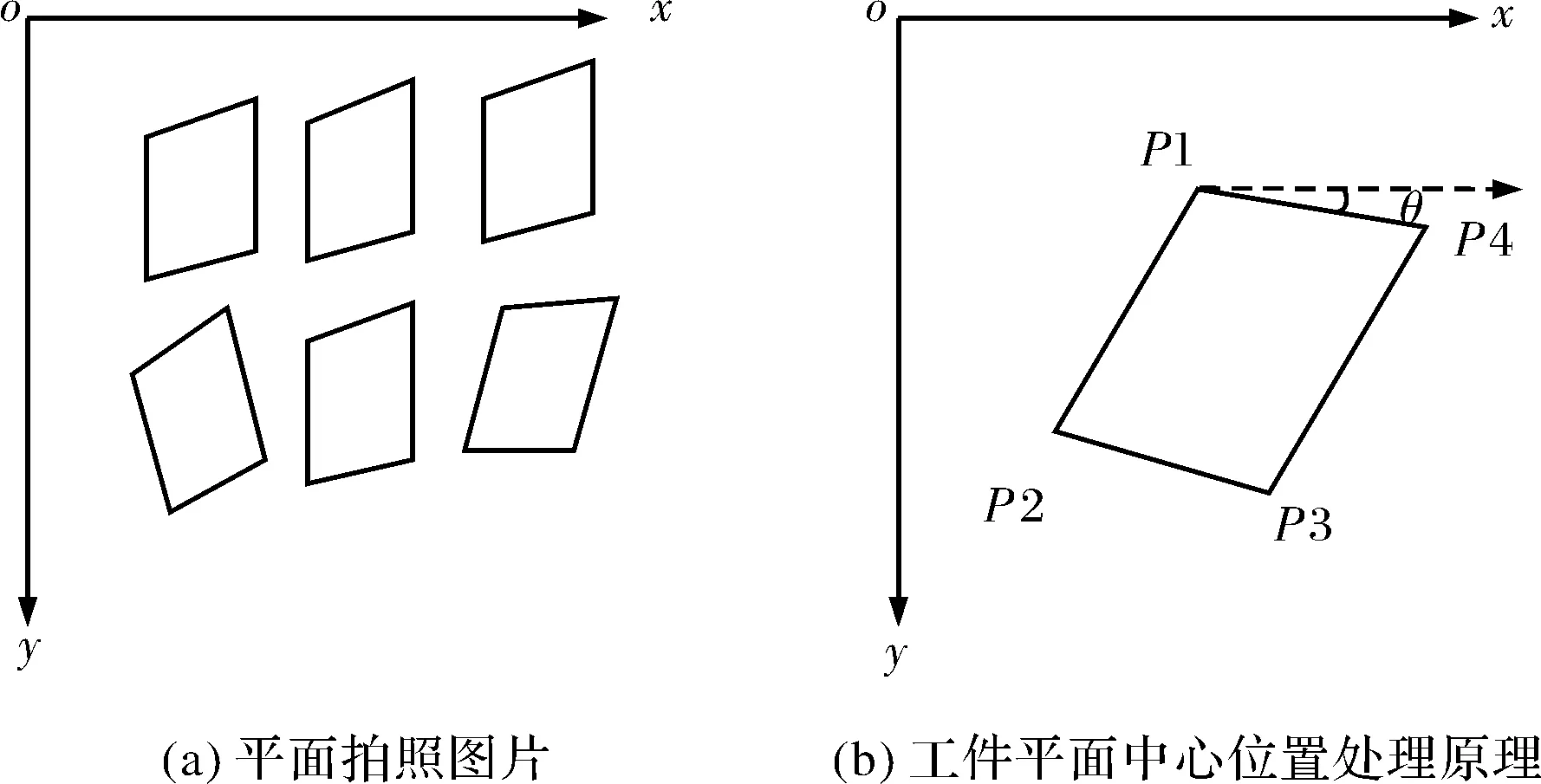
圖7 平面拍照計算原理
4.4 通訊接口
COMAU機器人C5G控制柜帶有Profibus卡,卡上帶有標準的通訊接口。機器人控制柜與主PLC之間采用RPOFIBUS總線通訊。
5 機器人上料工作站控制系統設計
5.1 電氣控制系統
機器人上料工作站電氣控制系統如圖8所示。X10/60是一個多極連接器,可收集所有機器人位置控制信號(帶EnDat 2.2接口的編碼器),用于多達6個軸的配置。X10/60安裝在連接器接口面板上,并連接到X1,通過C5G和機器人之間的連接電纜連接機器人基座。X30是一個多極連接器,用于收集與C5G控制單元之間的所有安全信號。X20接口上的數字和模擬輸入/輸出模塊,可選數字或模擬輸入/輸出。C5G-PFM-PDPM(ProFibus模塊-ProFibus DP主控)選項可用控制單元內的ProFibus DP主接口模塊。該模塊將安裝在C5G-PFG-BCO總線耦合器模塊中。相應的連接器是C5G-PFP。C5G-ETHK選項提供以太網,網絡連接器在操作面板設備上,遠程連接AMS-APC820的ETH2端口模塊,允許連接個人電腦進行維護編程和診斷。
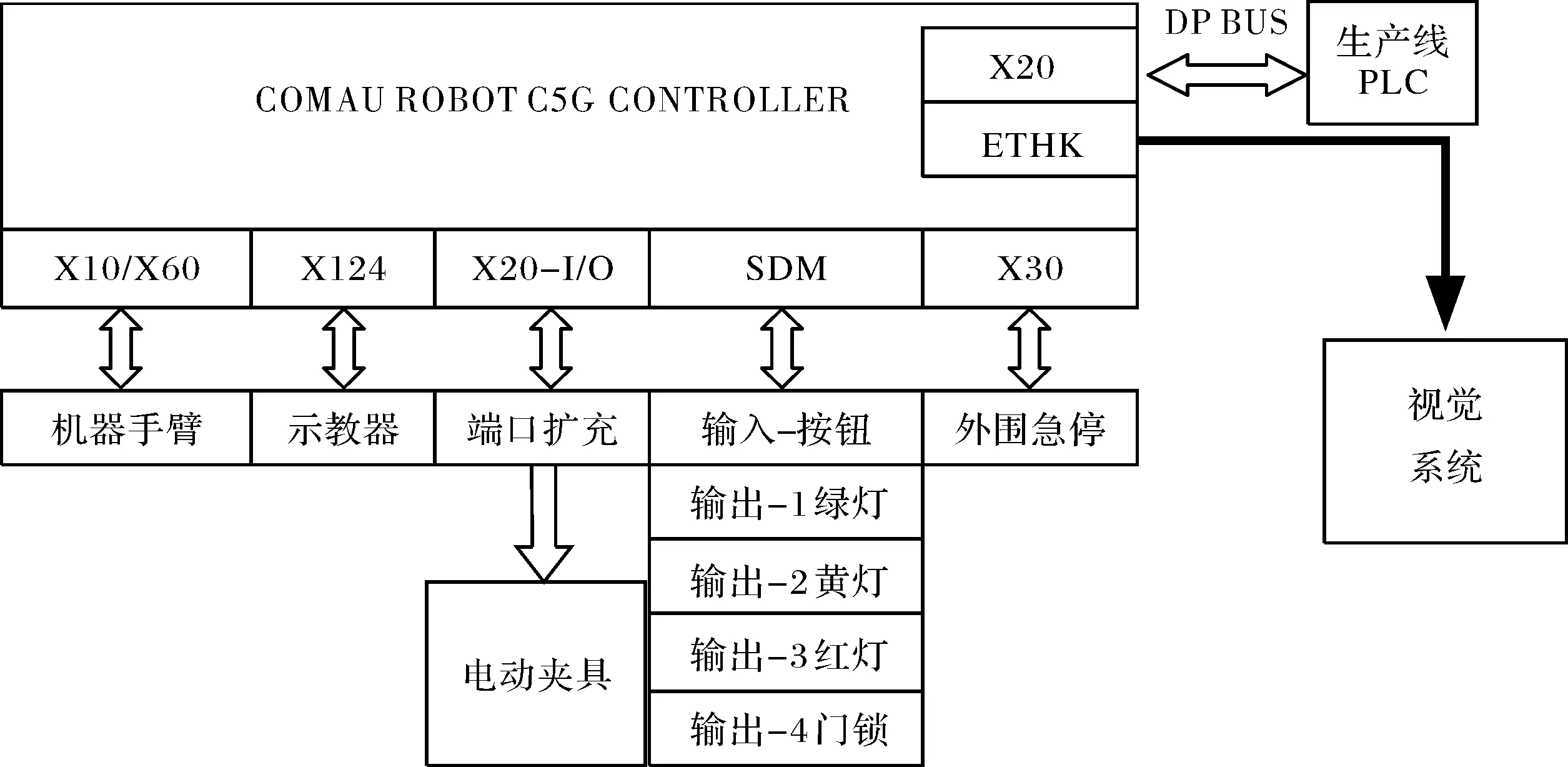
圖8 機器人上料工作站電氣控制系統
5.2 控制軟件設計
機器人上料動作流程如圖9所示。機器人開機啟動后處于等待上料的位置,該位置被定義為“工作原點”。機器人首先完成機器人自檢,并通過通訊接口,確認生產線工作狀態以及產品型號、代號、批次以及數量等信息。當物料轉運到上料工位后,由視覺系統處理,獲取待抓取工件位置數據,引導機器人抓取工件上線,再回到工作原點,依次循環。
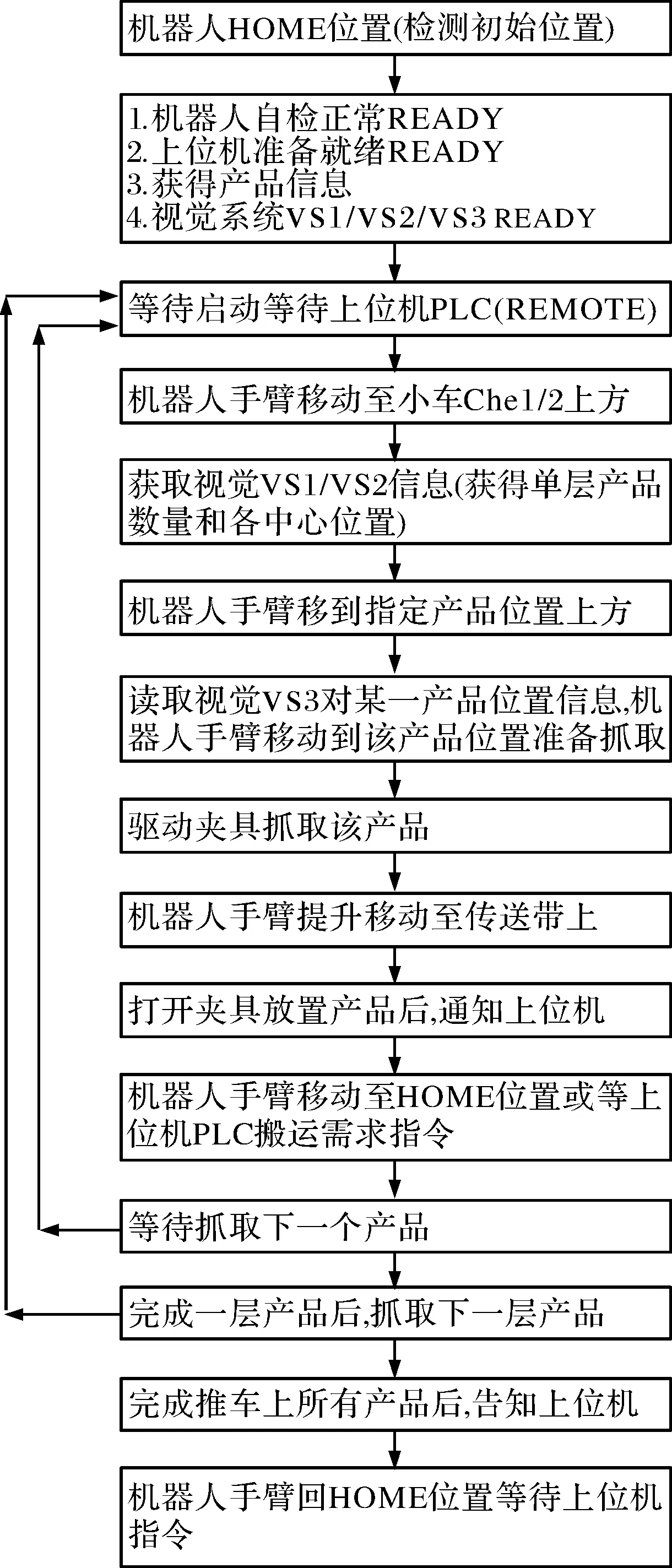
圖9 機器人上料動作流程
6 現場調試及應用
RRU系列產品自動化包裝生產線為某大型通訊企業定制開發,作為其RRU模塊生產、檢測、物流自動化改造系統中的關鍵環節。機器人應用現場如圖10所示,機器人及搬運夾具如圖10(a)所示,工作站上位機操作界面如圖10(b)所示。現場操作人員可以遠程監視機器人工作站運行狀態、工件數量及規格型號,并遠程進行機器人的啟停、暫停以及急停等故障處理。
運行結果表明:與傳統人工流水線包裝相比,上料機器人工作站能夠兼容7種規格工件的自動上料,定位精度<0.5 mm,上料節拍>18 件/分鐘,單班產量提高到1 300 件。同時,機器人上料工位用工數為1人,生產線整線用工數減少至6 人。機器人的應用極大降低了用工數量與工作強度,設備運行穩定、可靠。

圖10 機器人應用現場
7 結論
本文生產線為某大型通訊企業中RRU生產、檢測、物流自動化改造系統中的關鍵環節,系統的設計在滿足場地、工藝流程及功能要求的同時,考慮了通訊產品的特點、品牌定位,在安全性、系統功能、可靠性、可操作性、生產保障等環節提出了有效實施方案。同時,本文所提出的方法對工件在垂直方向的擺放精度有一定的要求,目前通過定制托盤的方式得到處理。后期圍繞工件擺放角度過大,甚至發生工件之間干涉情況下,工件的視覺定位問題可進一步的開展研究。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04