淺談自沖鉚技術應用
2023-01-04 13:23:10仝輝邵金金張逸王知劉治偉
汽車工藝師 2022年12期
仝輝,邵金金,張逸,王知,劉治偉
奇瑞汽車股份有限公司 安徽蕪湖 241006
SPR是一種機械連接工藝,能將兩層或更多層、相同或不同材質和牌號的金屬及非金屬板進行機械連接。SPR鉚釘在外力的作用下穿透第一層材料和中間層材料,并在底層材料中進行流動延展,形成相互鑲嵌的永久塑性形變,這樣的鉚釘連接技術稱為自沖鉚,英文簡稱SPR(Self-Piercing Rivet)。
SPR的工藝過程包括六個階段:定位→預壓→進給→沖裁→擴張→成型,具體鉚接過程如圖1所示。
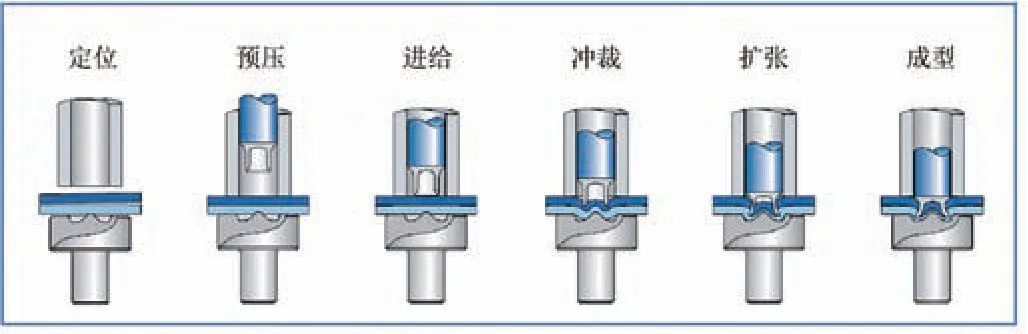
圖1 鉚接工藝過程
(1)定位階段 被鉚接零件處于固定狀態,鉚槍固定。
(2)預壓階段 沖頭向下移動,壓邊圈向下壓緊待鉚接板料。
(3)進給階段 鉚釘在沖頭的驅動下垂直向下對板料進行預壓緊。
(4)沖裁階段 沖頭向下運動,推動鉚釘迫使其穿透上層板料,同時鉚釘也驅使下層板料向凹模內發生塑性變形。
(6)擴張階段 鉚釘腿部逐漸張開,下層板料發生塑性變形逐漸填充入凹模,在沖頭和凹模凸臺的共同作用下,鉚釘腿部向周圍擴張,嵌入下層板料從而形成鉚釘與板料間的機械互鎖結構。
(7)成型階段 當沖頭將鉚釘下壓至鉚釘頭與上層板料的上表面緊密接觸且平齊時可以認為鉚接完成,此時壓邊圈釋放壓邊力,沖頭將返回初始工位,沖鉚結束。
SPR在鉚接時,不同品牌設備需設置的關鍵參數不同,具體參數見表1。
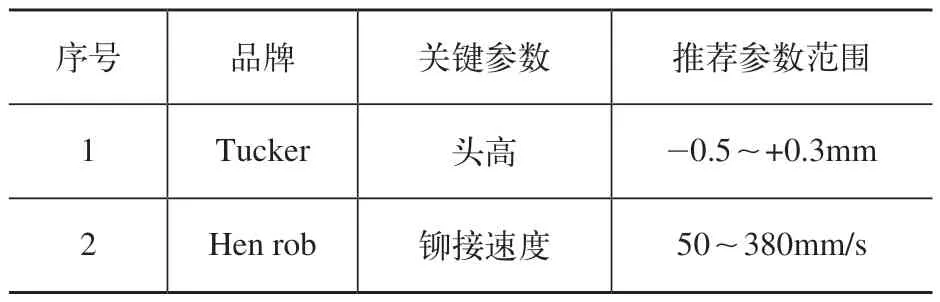
表1 SPR關鍵參數
常用術語解釋
(1)頭高(H)鉚釘頭部上端面與頂層板料平面之間的高度差。
(2)互鎖值(IL、IR)及互鎖系數((IL+IR)/2)鉚釘尾部左/右側尖端與鉚釘切入底層板材的切入點之間的水平距離成為互鎖值(IL為左側互鎖值,IR為右側互鎖值);兩側互鎖值的平均值定義為互鎖系數。
(3)剩余材料最小板厚(tmin)在鉚模邊緣發生塑性變形后,板材剩余最薄的部分。
產品結構需求
通常情況下,推薦板材抗拉強度UTS≤600 MPa,高強度的熱成型鋼,高強鋼和特高強度鋼(UTS>600 MPa)理論上也可以使用,但會使用特殊類型鉚釘,鉚接難度較大。滿足SPR工藝的材料設計基本要求如下:
1)底層板厚至少為總厚度的1/3。
2)強度高、硬度高、延展性差的材料放在上層,強度低、硬度低的、延展性好的材料放在底層。
3)厚度薄的材料放在上層,厚度大的材料放在底層。
4)上層材料允許的最高強度1500MPa,上層材料強度越高,則底層材料需盡量選用強度低、硬度低的、延展性好的材料,且底層材料需盡量厚。
5)底層材料允許的最高強度不高于600MPa,延展性不小于12%。
鉚接對板材重合面長度、板材邊緣到鉚釘距離、翻邊到底模距離見圖2。為了保證鉚接效果,鉚接位置的尺寸要求滿足表2。
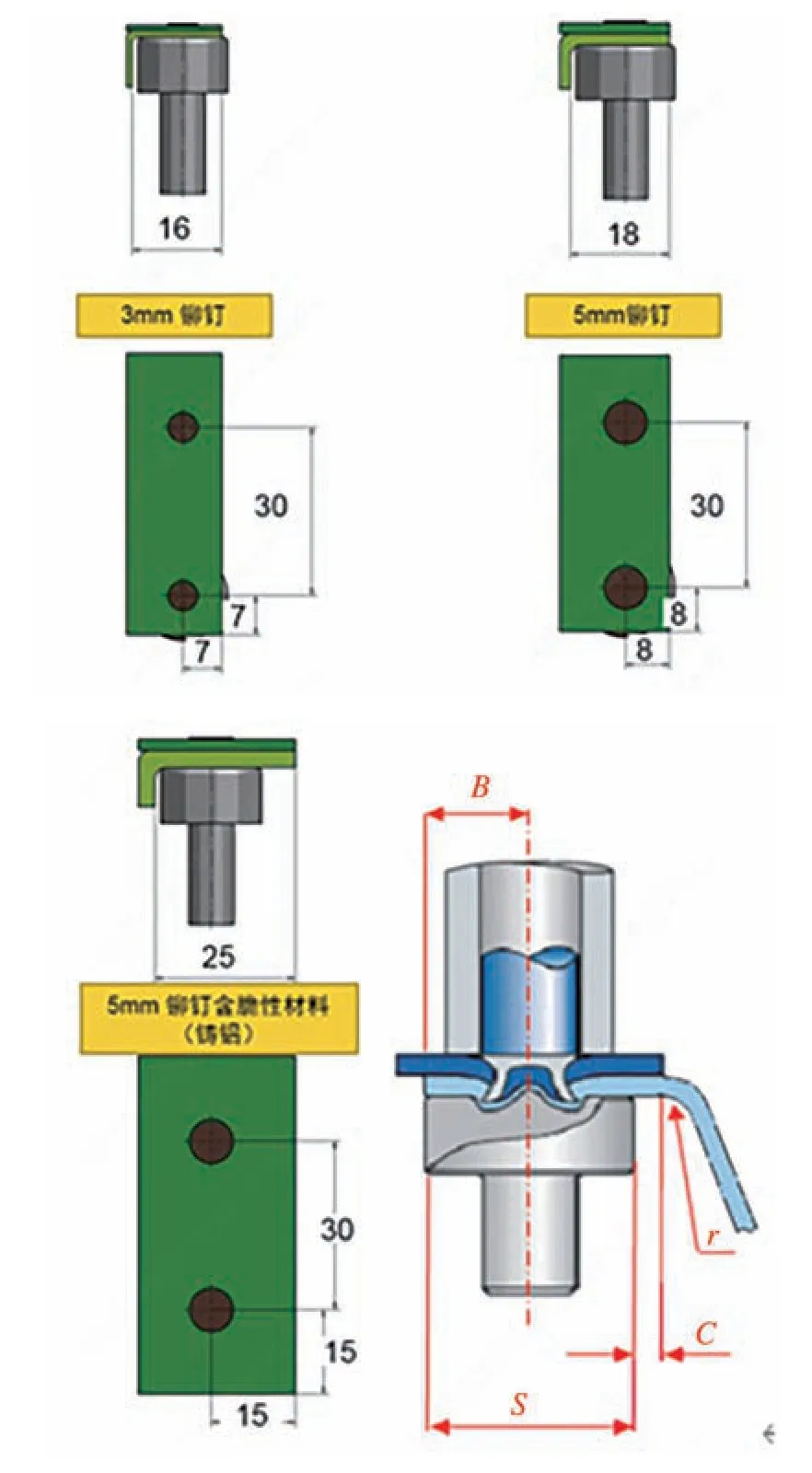
圖2 鉚接有效邊示意
表2 鉚接有效邊尺寸 (單位:mm)
連接質量及檢驗要求
SPR的質量判定分為非破壞性檢驗和破壞性檢驗兩種方式。
非破壞性檢驗主要有外觀目視檢查和頭高測量兩種方式。外觀目視檢查是通過直接目視對空鉚、鉚點位置偏移、鉚扣不完整、鉚扣有裂紋、板材邊緣出現裂紋等外觀缺陷進行識別及判定。
鉚釘頭高測量,根據鉚釘的功能不同,質量要求略有差異。當鉚釘用于外觀件時,其頭高要求H=-0.1~+0.1mm為合格;當鉚釘用于非外觀件時,其頭高要求H=-0.5~+0.3mm為合格,頭高測量方式如圖3。
圖3 頭高測量方式
測量時將高度儀的探頭頂部置于鉚釘的中心點,確保高度計底部的3 個支點和板材都貼合,可以適當得圍繞鉚釘的中心點小幅度得移動,以確保測得數值是最小值。
需要說明的是表面型鉚點對表面光潔度要求較高,因此,當此類鉚釘用于外觀件時,其頭高要求不超過±0.1mm。
破壞性檢查包金相檢查及力學拉伸試驗,生產階段以金相檢查為主。控制型、普通型、表面型鉚點與工藝型鉚點的質量要求不同,金相檢查要求也存在差異。
力學拉伸試驗包括剪切試驗、剝離試驗和十字拉伸試驗。
SPR 質量控制計劃
SPR的質量要求分為設計階段和產線階段。設計階段測試指前期方案階段和設計驗證階段的測試,測試主要在試驗室和樣車上進行,并且以手工鉚接為主。產線檢查指生產驗證階段的測試和檢查,產線每個鉚點有一項缺陷即視該鉚釘不合格。檢驗頻次可參考表3。
表3 質量檢驗頻次要求
返工要求
1.常見返修方法
鉚接常見缺陷及返修方法可參考表4所示。
表4 缺陷及返修方法
2.返修注意事項
1) 返修方式中優先考慮鉚槍補鉚,返修結束后測量頭高。
2) 在鉚槍補鉚返修不能實現、遮蔽區或不會導致客戶抱怨的非遮蔽區時,可以采用抽芯鉚釘、塞焊的形式進行返修。
3) 抽芯鉚釘常用6.4mm規格,鉆孔直徑6.60.40mm,具體抽芯鉚釘型號及開孔原則應參照研發發布的鉚釘圖紙。
4) 在鉚穿、翻釘、雙釘三類缺陷的情況下,是否需要取出鉚釘由工藝工程師確認,鉚釘取出方法:用砂輪磨去鉚釘底部,然后取出鉚釘。
3.塞焊返修的注意事項
1) 一般用于同種材料連接處返修如:鋁-鋁連接;異性材料修復不推薦焊接方案。
2) 焊料根據不同厚度選擇。
3) 將損壞鉚點清除后在薄板側開口,保證厚板留有最基本厚度可作為焊接鉚接面。
4) 焊接后如需打磨平整,有可能打磨后會降低焊接強度。
5) 如需修復3層板使用焊接,至少要保證焊接面厚度不低于2mm(經驗值)。
結語
汽車車身既要有足夠的焊接強度,又要有合格的外觀質量。自沖鉚技術具有適用范圍廣、強度高等優點,自沖鉚技術的今后發展趨勢主要是擴大應用范圍、提高自沖鉚效率和連接設備的更新換代。