擺動式轉向架修程修制改革適應性探討
2023-01-04 03:26:12劉鳳偉周增光肖光毅
鐵道車輛 2022年6期
汪 勇,劉鳳偉,周增光,徐 勇,肖光毅
(中車長江車輛有限公司,湖北 武漢 430212)
隨著我國鐵路貨車整體技術狀態和質量水平的大幅提高,對現行鐵路貨車修程修制進行改革的基本條件已經具備,中國國家鐵路集團有限公司正積極推進鐵路貨車修程修制改革的相關工作,其基本出發點是在保證車輛安全的前提條件下延長檢修周期,提高車輛運用效率。本文將對擺動式轉向架適應修程修制改革的情況進行探討。
1 國內外鐵路貨車修程修制概況
1.1 我國鐵路貨車修程修制
新中國成立以來,我國鐵路貨車的修程修制主要經歷了6個不同的階段[1-2]:
第1階段是1949—1951年,采取“修養并重、預防為主”的定期檢修制度,按時間分為36個月、18個月、6個月、60天四級定期檢修和列檢檢查,主要檢修軸箱油潤裝置。
第2階段是1952—1964年,借鑒前蘇聯的檢修制度,分為大修、中修、年修、制動檢查、軸箱檢查五級定期檢修和列檢檢查,最短的定期檢修間隔為3個月。
第3階段是1965—1992年,為適應鐵路運輸發展需要,將修程調整為廠修、段修、輔修和軸檢四級定期檢修和列檢檢查。其中,廠修周期為4~5年,段修周期為1年。
第4階段是1993—2005年,主要實行“日常檢查、定期檢修”相結合的預防性計劃修,修程主要包括廠修、段修和列車日常檢查及臨修。1993年頒布的鐵輛[1993]4號文,將60 t級通用貨車段修周期定為1年或1.5年、廠修周期定為5年或9年[3]。
第5階段是2006—2019年,陸續取消輔修,2006年1月1日起,60 t級貨車停產,新一代70 t級貨車采用各項新技術,段修周期延長至2年,廠修周期定為8年。
第6階段是2020年至今,推行修程修制改革,此次改革對各車種車型不同運用年限的車輛的檢修周期進行了細分,基本可以概括為80 t級專用敞車(配屬車除外)、70 t級通用敞車、棚車和集裝箱平車段修周期延長3個月,廠修周期順延。2000年后生產的60 t級通用敞車、棚車段修周期延長2個月,廠修周期順延。其他車型檢修周期不變。
從我國鐵路貨車自身修程修制發展來看,隨著鐵路技術的進步、制造水平的提升以及鐵路監控手段的發展,鐵路貨車檢修周期也在逐步延長。
1.2 國外鐵路貨車修程修制
1.2.1日常檢查、定期檢修
以俄羅斯鐵路貨車為代表的鐵路貨車檢修體制,采用“日常檢查、定期檢修”相結合的預防性計劃修[4]。一般對應大修、小修。大修是對鐵路貨車進行全面分解、檢查和徹底修理,恢復車輛的基本技術性能。小修是對鐵路貨車進行全面檢查,對重點部件進行分解、檢查和修理,保證車輛各零部件作用良好,維護鐵路貨車的使用性能,保證安全運行。其規劃的后續發展方向是以鐵路信息化為基礎,統計車輛實際使用情況,按車輛走行里程或者運行時間進行修理和技術維護,以此來逐步降低成本,提高效率。
1.2.2日常檢查、狀態修
以美國鐵路貨車為代表的鐵路貨車檢修體制,采用“日常檢查+狀態修”檢修制度,以狀態修為主,日常檢查中發現零部件出現磨耗到限、裂紋或破損時再進行維修。針對一些關鍵部位,也會采取定期檢修、定期更換的檢修方式。近年來,美國鐵路企業根據多年的車輛狀態修經驗,進一步優化了研究,在地面檢測技術和信息化技術的幫助下,用大數據進一步完善了狀態修,降低了車輛檢修成本,提高了效益。
1.3 國內外修程修制對比
從整體來看,鐵路貨車檢修大體分為2種:一種是定期檢查結合狀態修,再配合一些關鍵部件單獨檢修的制度;另一種是定期檢查結合定期檢修的檢修制度。無論采用哪種檢修方式,其主要目的都是處理車輛部件的磨耗、裂紋和破損問題,使車輛恢復性能。修程修制改革基本都是以鐵路技術進步為基礎,不斷優化檢修制度,降低檢修成本,提高運用效率。
1.4 國內外重大事故對比
據統計,美國2000—2017年,每年都發生因軸承故障造成的車軸熱切脫軌事故。其中,2004年事故數量最多(48起),2016年事故數量最少(6起);加拿大2008—2012年貨車年均脫軌事故次數為87.8起;俄羅斯2006—2010年發生因轉向架側架斷裂導致的脫軌事故70多起。截至2021年,我國鐵路貨車已連續10年未發生因熱切、枕架斷裂、脫軌等造成的重大事故。由此可見,我國鐵路貨車質量水平已高于國外貨運發達國家,特別是轉向架制造質量具有明顯優勢。
1.5 修程修制改革方向
從整體來看,通過提速改造、專項改造和集中整治等技術狀態提升以及新的制造技術、鑄造工藝的推廣,車輛轉向架、制動裝置、鉤緩裝置、輪軸等系統安全可靠性得到了大幅提升。同時TPDS、TADS、TFDS、THDS等安全監控系統的管理水平及準確性不斷提升,可以充分發揮動態監測、實時預警的安全防范作用,及時消除車輛安全隱患,確保行車安全。在上述安全保障措施下,逐步延長車輛檢修周期將是目前改革的大方向。
2 轉向架技術適應性
擺動式轉向架目前主要裝車型號為轉K4、轉K5型轉向架,主要包括輪軸組成、側架組成、搖枕組成、中央懸掛及減振裝置、制動裝置、擺動裝置和彈性旁承。經過多年的運用實踐證明,擺動式轉向架運用狀態穩定,故障率低,各部件的磨耗性能優越,可以適應修程修制改革。
2.1 軸承
60 t級提速鐵路貨車轉向架裝用26系列軸承。截至目前,26系列軸承已經裝車運用20年,運用安全性能穩定[5]。2018年12月20日,中國國家鐵路集團有限公司機輛部組織中國鐵道科學研究院集團有限公司金屬及化學研究所、各軸承制造檢修單位和部分鐵路局集團有限公司,在北京召開了26系列軸承適應貨車延長檢修周期可行性研討會,與會專家一致認為:26系列軸承造修技術成熟、運用穩定,5T安全監控系統能夠有效監測軸承運用狀態,在目前運用工況下,26系列軸承可適應60 t級提速鐵路貨車段修延長至2年的要求;70 t級貨車轉向架裝用的軸承雖然沒有延長檢修周期的參考目標,但是從既有產品的運用情況來看,其運用性能穩定,故障率低,配合5T安全監控系統可以保障運行安全。在此基礎上,是可以滿足修程修制改革需要的[3]。
2.2 車輪
60 t級提速鐵路貨車與70 t級貨車的車輪結構形式、幾何形狀及主要性能指標相當。2014年,中國鐵路總公司立項的課題《通用貨車轉向架服役性能演變規律研究》(2014J008-A),系統地對60 t級和70 t級貨車轉向架的車輪磨耗規律進行了研究。研究認為,車輪實際磨耗周期大于現行段修檢修周期。
2.3 車軸
按照目前檢修規則中對車軸使用壽命的要求,其使用壽命遠大于車輛檢修周期。同時,綜合分析近些年的安全數據以及檢修單位反饋情況,車軸裂紋故障極少并且可以在檢修過程中及時發現。因此,車軸可以滿足修程修制改革需求。
2.4 關鍵零部件
關鍵零部件中對修程修制改革影響較大的指標是轉向架各摩擦副的磨耗問題。從服役性能研究結果來看,擺動式轉向架的旁承磨耗板、主摩擦板、導框搖動座、搖動座、斜楔等主要摩擦副的磨耗均較小,其磨耗周期大于車輛現行檢修周期。
3 轉向架安全可行性
通過研究車輛轉向架在運用周期內的故障發生規律,推測檢修周期延長后其故障的發展趨勢,判定其是否可以適應修程修制改革延長檢修周期的需求。從近年來車輛臨修故障統計結果來看,轉向架運用故障主要是軸承故障和車輪踏面故障。
3.1 軸承故障
統計分析故障數據發現,60 t級貨車軸承在檢修周期內的總故障率約為2.27%,70 t級貨車軸承在檢修周期內的總故障率約為2.4%。整個檢修周期內軸承故障發生率穩定,月故障率隨運用時間整體呈現波動態勢,無明顯增加,如圖1所示。因此,適當延長檢修周期后,軸承故障發生率還將繼續保持在現有水平,不會出現爆發性增長,可以滿足修程修制改革延長檢修周期需要。
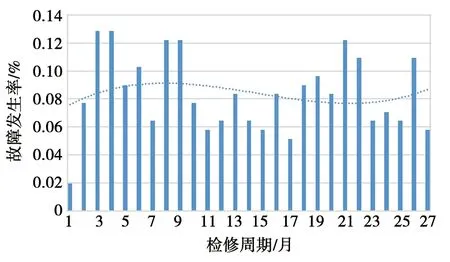
圖1 檢修周期內軸承故障發生率變化圖
3.2 車輪踏面故障
車輪踏面故障主要是踏面圓周磨耗過限和踏面擦傷,兩者占車輪踏面總故障的95%以上。從故障發生機制與故障數據來看,踏面擦傷故障與空氣制動故障關聯性較強,其整體發生率隨時間變化較為穩定,如圖2所示。踏面圓周磨耗故障隨時間呈加速增長態勢,前期較低,后續快速增加(圖3)。通過分析踏面圓周磨耗故障統計結果隨時間的變化趨勢,可以預測伴隨檢修周期的延長,踏面圓周磨耗故障將會大幅增加。這一點對修程修制改革的影響較大,從目前的故障數據來看,踏面圓周磨耗故障還處于較低水平。在不大幅延長檢修周期的情況下,其可以滿足修程修制改革延長檢修周期的需要。

圖2 檢修周期內踏面擦傷故障發生率變化圖
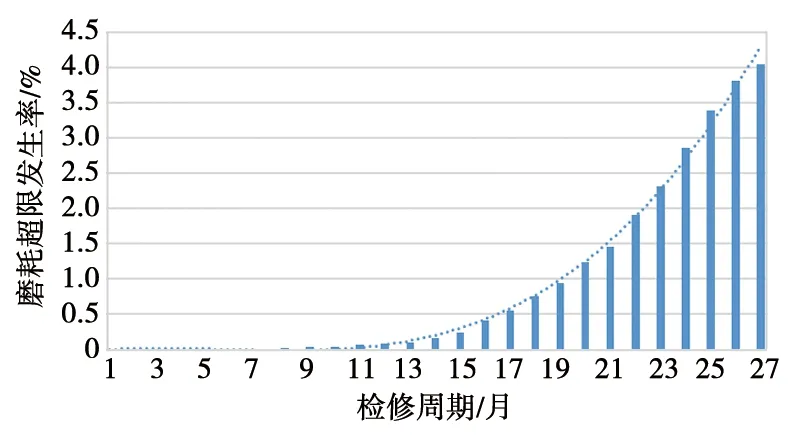
圖3 檢修周期內踏面圓周磨耗超限發生率變化圖
4 轉向架磨耗調研
4.1 車輪踏面磨耗
通過對轉K4、轉K5型轉向架踏面磨耗情況進行統計分析,可以計算出運用過程中車輪踏面的平均磨耗速率。按照目前車輪段修旋修作業要求,車輪磨耗不大于3 mm時,段修時不進行旋修。要保障車輪運用安全,車輪一個運用周期最多可以磨耗的厚度為5 mm。以此磨耗量為標準,可推算出車輪理論上的磨耗周期約為:60 t級貨車磨耗周期為29個月;70 t級貨車磨耗周期為35個月[6-7]。
4.2 擺動裝置磨耗
通過對擺動式轉向架擺動裝置相關部件的磨耗統計分析,可以發現:
(1) 轉K4、轉K5型轉向架側架導臺兩縱向頂面磨耗之和小于廠修限度(3 mm)的占比分別為95.2%和93.4%,橫向兩側面磨耗之和小于廠修限度(3 mm)的占比分別為92.4%和87.8%,服役期內導臺的縱向、橫向工作面總磨耗基本穩定在2 mm以內。
(2) 轉K4、轉K5型轉向架承載鞍導框兩縱向底面磨耗之和全部小于廠修限度(4 mm),導框兩橫向擋邊側面磨耗之和小于4 mm限度值的占比分別為99.8%和99.3%;服役期內導框的縱向、橫向工作面總磨耗基本穩定在2 mm以內。
(3) 各段修期內的轉K4、轉K5型轉向架,其承載鞍與導框搖動座、搖動座與搖動座支承組裝配合工作面的磨耗均遠小于段修限度;各配合工作面經第1或第2個段修期后,磨耗增加緩慢,在車輛整個廠修期內,磨耗最大值遠小于廠修限度值[8]。
4.3 磨耗件磨耗
經分析,斜楔主磨擦板、側架立柱磨耗板和旁承磨耗板均可滿足延長檢修周期的要求。
(1) 斜楔主摩擦板在6年壽命期內平均磨耗不足1 mm,所有摩擦板磨耗均未超過段修磨耗限度(3 mm),段修期內的磨耗限度裕量充分。
(2) 側架立柱磨耗板磨耗小于0.6 mm的磨耗板數量占比達95%以上,其平均磨耗量遠小于段修磨耗限度。
(3) 一個段修期內,旁承磨耗板磨耗小于2 mm的數量占比達95%以上,經歷初期的快速磨耗后,后續磨耗進展緩慢,總磨耗量遠小于段修限度標準。
5 結束語
從本文的分析和調查結果來看,擺動式轉向架各摩擦副磨耗部件的磨耗周期均比現行檢修周期要長。各部件磨耗到限后,其運行性能仍然能夠滿足安全運行要求。各關鍵零部件的故障發生率隨時間變化相對穩定,檢修周期延長后,故障會有所增加,但仍處于同一水平,風險可控。因此,擺動式轉向架的整體技術狀態和結構性能可以滿足延長檢修周期的修程修制改革需要。
另外,根據運用故障統計結果和車輪踏面磨耗調研情況得出,當車輪輪徑差較大時,踏面磨耗速率會急劇增加。因此建議在車輛運用限度要求中增加對輪徑差的控制要求,減少車輛運用后期踏面磨耗超限故障的發生率,降低其帶來的安全風險。
猜你喜歡
云南畫報(2021年12期)2021-03-08 00:50:54
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
汽車維修與保養(2019年7期)2020-01-06 03:30:42
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
鐵道通信信號(2018年7期)2018-08-29 01:17:04
汽車維護與修理(2016年10期)2016-07-10 08:17:41
通信電源技術(2016年4期)2016-04-04 02:58:04
工程建設與設計(2016年3期)2016-02-27 10:50:46
鐵道運營技術(2015年3期)2015-12-23 09:27:14