自動焊標牌系統在棒材生產線上的創新應用
2023-01-11 09:14:34胡寅峰
安徽冶金科技職業學院學報 2022年4期
胡寅峰,蘇 煒,張 晨,張 驍
(1.馬鋼股份公司特鋼公司 安徽馬鞍山 243000;2.愛智機器人(上海)有限公司 上海 200000)
棒材成品經過打捆和稱重后,需要在捆包端頭焊接上含有相關產品信息的標牌,以便后續進行產品識別和物料追蹤。長期以來,捆包標牌焊接作業由人工來完成,屬于典型的“3D”作業(Dangerous、Dirty、Difficult)。人工焊標牌作業不僅容易出現錯焊、漏焊、焊接不牢等問題,而且由于棒材捆包溫度高,還存在一定的安全隱患。
伴隨鋼鐵產業升級腳步不斷加快和智能制造的蓬勃興起,利用機器取代人工作業成為大勢所趨[1],不少鋼鐵企業就在自動焊標上進行了嘗試。目前國內的一些棒材廠所實施的自動焊牌系統基本只能通過機器人完成單一的焊牌作業流程[2],未實現捆包支數的自動檢測,仍需人工計數核對才能確保標牌上捆包支數的正確。
針對上述問題,設計并投用了一種全自動焊標牌系統。該系統以六軸工業機器人為核心,輔以視覺檢測技術和焊標牌相關裝置,自動識別出捆包中的棒材支數,通過與棒材生產線自動化、信息化系統進行數據交互,打通數據孤島,準確獲取捆包批號信息和重量信息并自動進行標牌打印,實現高效率、高質量自動焊接作業,消滅了焊標牌作業的“3D”屬性,提升了產線智慧制造水平。
1 系統結構
自動焊標牌系統主要由六軸工業機器人、整理平臺、視頻監控系統、電氣控制柜組成。
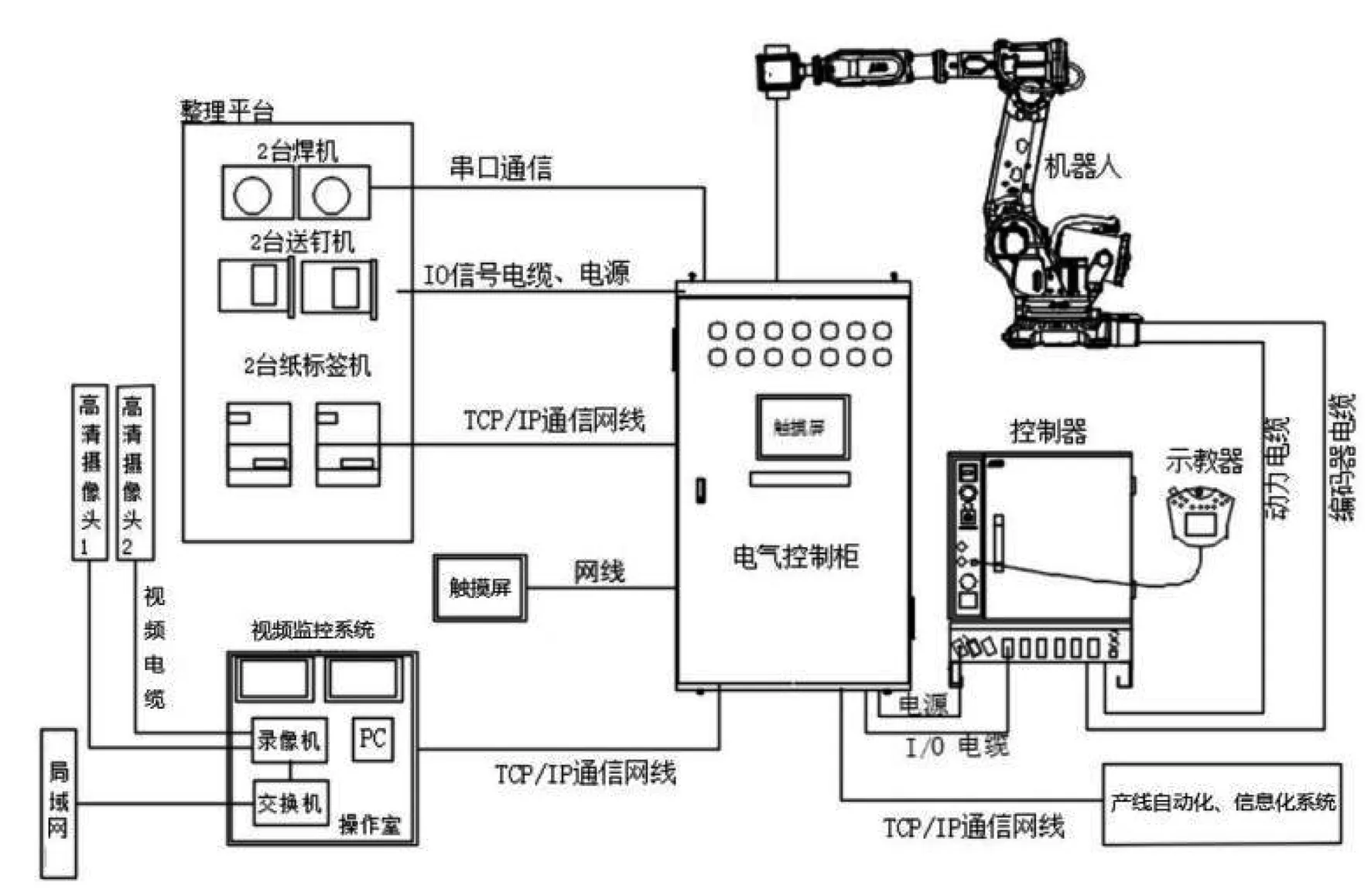
圖1 自動焊標牌系統結構圖
1.1 六軸工業機器人
六軸工業機器人是自動焊標牌系統的核心,包含了機器人本體和機器人控制柜兩大部分,其主要功能是通過安裝在機器人本體上的工具完成焊釘夾取、標牌拾取、焊接位置掃描、標牌焊接。
1.2 整理平臺
整理平臺位于六軸工業機器人旁,平臺配備有送釘機、標簽打印機和焊機各2臺,能夠實現一用一備。當其中一臺設備出現故障時,系統能夠自動切換使用備用設備,大大提高了系統的工作穩定性。
送釘機由焊釘振動盤、移載臺、直線導軌組成。通過振動控制器對振動盤和直線導軌進行控制,從而實現焊釘的位移。此外,在移載臺和直線導軌上,配備了用于焊釘檢測的光電開關,用于實現焊釘位置檢測,以便六軸機器人能夠獲取焊釘信息,及時進行焊釘夾取。標簽打印機在自動焊標牌系統獲取了棒材捆包相關信息后,進行標牌的打印,并實現標牌的裁切和定位調整。標牌焊接使用的焊機具備串口通訊功能,能夠與工控機直接進行串口通訊,將焊機故障信息,焊接參數調整等功能整合到主控界面里,便于操作。
1.3 視頻監控系統
視頻監控系統高清攝像頭、錄像機、交換機和安裝有監控軟件的計算機組成,主要的功能是供操作臺的操作人員能夠實時監控焊標牌作業是否正常,一旦出現問題能夠及時發現,及時處理。
1.4 電氣控制柜
電氣控制柜為自動焊標牌系統的控制大腦,柜內配備有西門子S7-1500系列PLC,用于焊標牌過程控制;此外,還配備有一臺工控機,用于視覺檢測、與棒材生產線自動化、信息化系統進行通信。
視覺檢測對于整個系統而言,此部分是非常關鍵的系統,對于能不能保證焊牌標準,有著極大的保證作用。首先,系統會采集到高清圖像,然后對圖像做預處理,包括校準和濾波以及二值化等,接著會用到圖像分割算法、特征提取算法、邊緣檢測算法、模式匹配圖像分析方法和顆粒分析方法,識別出鋼棒的具體位置信息及外形信息,針對采集到的輪廓圓度、亮度信息,進行綜合分析,計算出最佳的捆包焊標牌坐標[3]。
2 工作流程
棒材捆包被輸送到稱重位置后,由對射式光電開關檢測捆包是否到位。當捆包稱重數據穩定后,棒材生產線信息化系統會將該捆包的重量數據、批號數據發送給自動焊標牌系統,自動焊標牌系統將該條記錄加入焊接數據列表中。此時自動焊標牌系統就會向棒材生產線自動化系統發送“請求禁止鏈條、臺架運動”信號,棒材生產線自動化系統接收到該信號后,停止相關鏈條、臺架動作,并反饋給自動焊標牌系統“已鎖停鏈條、臺架”信號。當自動焊標牌系統收到該反饋,就會觸發自動焊標牌流程。具體流程見圖2。
3 創新應用
馬鋼股份公司特鋼公司優質合金棒材生產線,生產規格?16 mm-90 mm 熱軋圓鋼,品種有合金結構鋼、軸承鋼、彈簧鋼、齒輪鋼等,定尺長度 4 m-12 m[4]。該棒材生產線自2020年投用了自動焊標牌系統,該系統最大的創新點就在于通過視覺檢測技術,實現了捆包支數的自動識別,真正實現了全流程自動化和無人化。
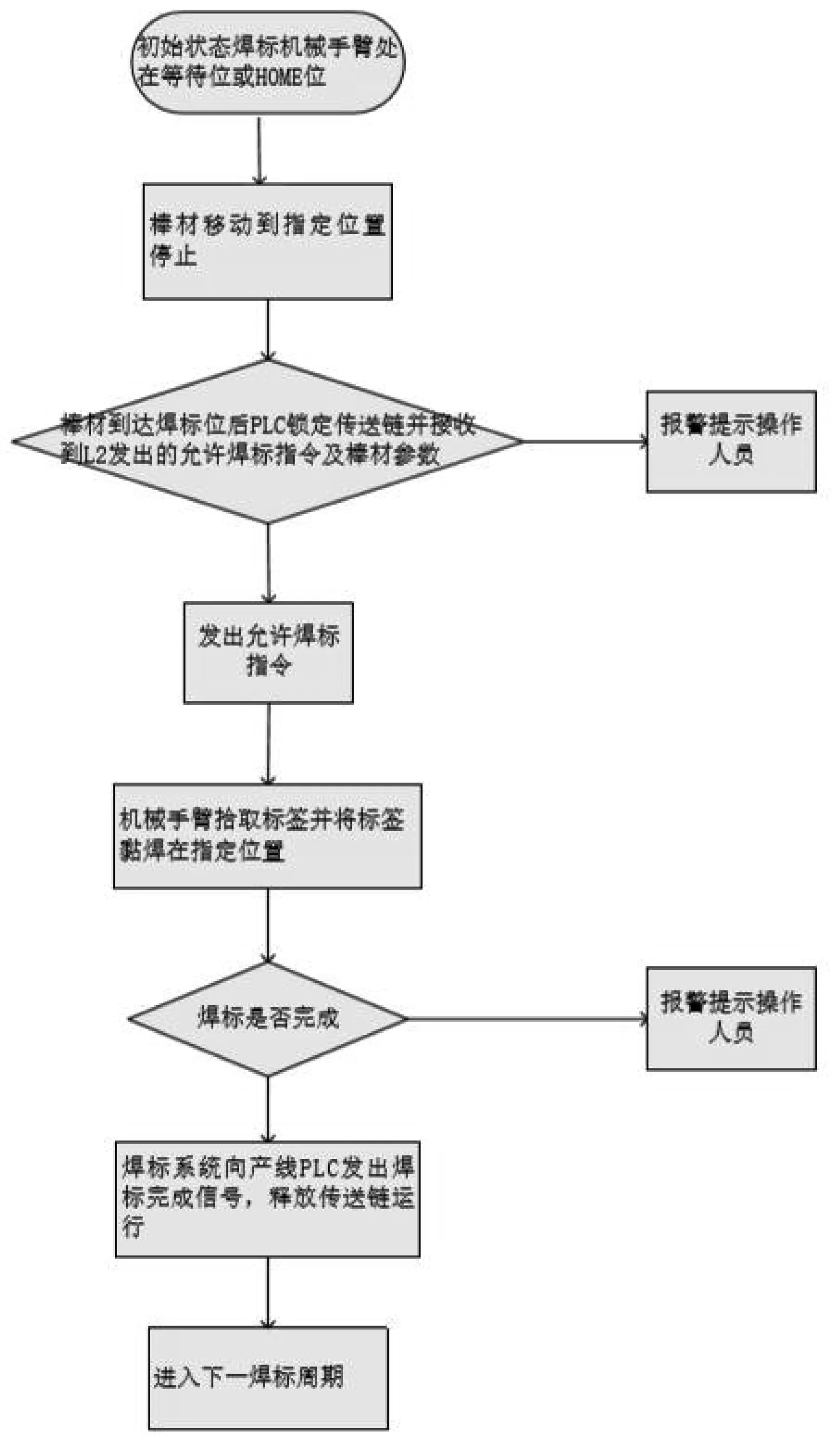
圖2 自動焊標牌流程圖
3.1 基于視覺檢測的棒材支數識別
當捆包停止在秤重位時,機器人啟動3D相機對捆包端面進行掃描,通過多次曝光方式區分棒材端面及棒材間隙陰影,將采集到的圖像數據發送給上位機,上位機再通過相關視覺檢測算法提取棒材端面特征,從而實現自動識別支數。圖像在生成、傳輸和保存過程中往往會收到多方面的噪聲和干擾,比如傳感器的噪聲、相機的顆粒噪聲、信號頻道的誤差等[5],一般可通過采用中值濾波器除去大部分噪聲。此外,還需要選取合適的閾值對去噪后的圖像進行二值化處理,這樣就可以將棒材端面從背景中提取出來。
若要保證識別支數的準確性,需采集大量不同直徑,不同姿態的棒材端面圖像作為素材,通過深度學習讓系統具備自學習、自優化功能。
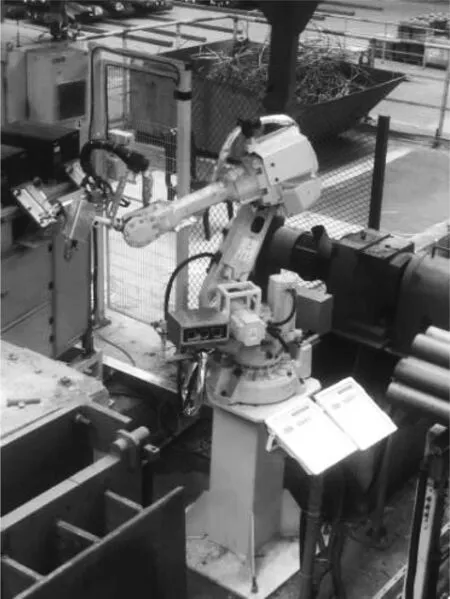
圖3 自動焊標牌系統

圖4 捆包支數視覺識別
3.2 運行效果
經過不斷的完善和優化,目前該自動焊標牌系統的支數識別準確率、焊標牌成功率均達到99%以上,單捆焊標牌時間不超過30秒,滿足了產線的生產需求。
4 結論
具備捆包支數自動識功能的焊標牌系統通過與棒材生產線自動化、信息化系統進行數據交互,能夠準確打印標牌信息,焊接效率高,焊接質量好,完全可以取代傳統的人工焊標牌作業,有助于提升產線的智慧制造水平。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
家庭影院技術(2017年9期)2017-09-26 03:41:45
故事大王(2016年7期)2016-09-22 17:30:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
