硼鑄鐵汽車引擎汽缸套切削加工用PCBN刀具材料的制備與切削性能研究①
2023-01-12 02:16:30崔志華
礦冶工程 2022年6期
關鍵詞:復合材料
李 妍,崔志華,王 強
(1.天津中德應用技術大學 中西機床技術培訓中心,天津 300350;2.河南工學院 車輛與交通工程學院,河南 新鄉 453000)
氣缸套是發動機的重要零部件,同時也是易損件,對發動機使用壽命和性能有較大影響。發動機正常運轉時,活塞組件在高溫、高壓燃氣的作用下往復運動,氣缸套內壁需要承受熱負荷以及交變機械載荷的雙重作用,損傷較大。隨著發動機性能標準不斷提升,與之配套的汽缸套材料的性能也必須不斷改進。為了不影響發動機的正常工作,汽缸套材料就必須滿足高強度、耐磨損、耐高溫及耐腐蝕等性能要求[1-4]。目前,國內普遍采用硼鑄鐵作氣缸套材質,其中含硼復合物或游離塊狀含硼碳化物作為硬質相的存在,對提高材質耐磨性能有一定幫助。硼鑄鐵強度與硬度高,導致其切削加工比一般材料困難。目前,鑄鐵切削加工主要以硬質合金或陶瓷刀具為主,但這些刀具在切削硼鑄鐵時加工效率較低,且破損、磨損、崩刃比較嚴重,因此需要選取其他刀具材料來對硼鑄鐵進行加工,從而提高硼鑄鐵的加工效率、降低生產成本。
聚晶立方氮化硼(PCBN)刀具比陶瓷和硬質合金刀具具有更高硬度和耐磨性,且熱穩定性、導熱性、化學穩定性優異,同時有較低的摩擦系數,在現代切削加工中發揮著關鍵作用,成為不可缺少的工具[5-8],尤其適合汽車工業和航空航天等領域的自動加工。專家學者對PCBN刀具的切削過程進行了大量研究[9-14],結果都表明PCBN刀具具有優異的切削性能。因此,選擇合適的PCBN刀具材料、刀具型號等,再配合合理的切削參數,可以很好地解決硼鑄鐵的加工難題[1]。本文介紹了一種硼鑄鐵汽車引擎汽缸套切削加工用PCBN刀具材料的制備方法,并對刀具材料制備過程中的組分配比、合成塊組裝以及燒結工藝參數進行了探討,還對其切削硼鑄鐵汽缸套進行了試驗研究。
1 PCBN刀具材料的制備
1.1 刀具原材料配比
PCBN刀具分為高含量和低含量PCBN刀具兩種類型。低含量PCBN刀具中立方氮化硼(CBN)含量通常在60%以下,高含量PCBN刀具中CBN含量通常在90%以上。所用CBN微粉的粒度最細能達到納米級,最粗大于10μm,因此,需要根據被加工工件的性質以及加工要求,選擇合適的CBN粒度。用粗顆粒CBN合成的PCBN刀具抗機械磨損能力強,適合工件大切深的粗加工;用細顆粒CBN合成的PCBN刀具抗壓強度高、耐磨性好、被加工件表面粗糙度好,適合精加工。通過大量試驗和對參考文獻中CBN含量、粒度、結合劑種類的研究分析與參考[15-21],最終確定硼鑄鐵汽車引擎汽缸套切削加工用PCBN刀具材料的配方見表1。
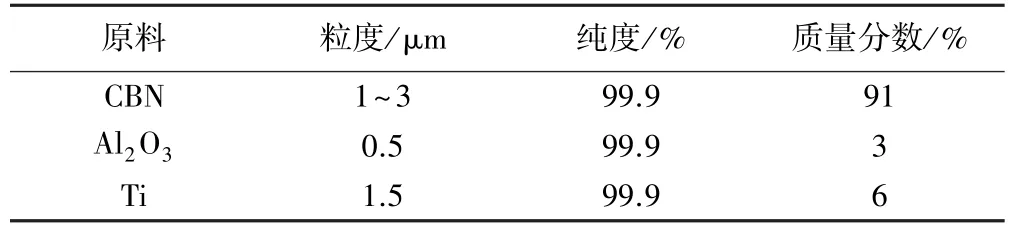
表1 刀具原材料組分配比
1.2 PCBN組裝結構
按表1所示配比進行稱料后,將粉料裝入硬質合金球磨罐中,以工業酒精為介質,球料比5∶1,研磨混料2.5 h;混料結束后將球磨罐放入150℃烘箱中干燥3 h,然后將粉料過篩取出;最后將混合粉料裝入Φ22.3 mm×4.5 mm鉬杯中,再在冷壓機上預壓成塊,經高溫還原和高溫真空處理后,按照圖1所示的組裝方式進行組裝。在國產鉸鏈六面頂壓機(CS-VII(HD))中高溫超高壓燒結。
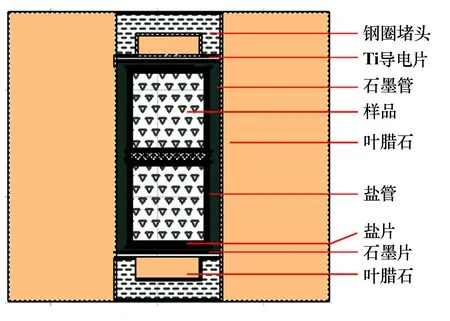
圖1 樣品組裝方式
圖1所示燒結塊是由原料杯體(樣品)、鹽管、鹽片、石墨片、石墨管、鈦片、鋼圈堵頭和葉臘石塊一起組成的實心塊體。葉臘石是層狀結構,在高壓下有良好的傳壓效果;鹽管與鹽片可以對高溫下熔融鹽起到均衡壓力的作用,使原料粉體盡量接近等靜壓的狀態。同時利用鈦片、碳片、石墨管以及導電鋼圈的導電性能對組裝塊進行加熱燒結,最終合成PCBN復合材料。
1.3 PCBN燒結工藝參數
除配方體系外,合成工藝也是影響PCBN性能的主要因素。其中合成工藝主要指合成時間、溫度、壓力。合成溫度與合成壓力分別可以通過壓機中的合成功率和油壓間接地反映。本實驗的制備合成工藝曲線如圖2所示,反映了合成功率、合成壓力與合成時間的關系。合成塊內部壓力最高為5.5 GPa。先升溫至1 100℃保溫240 s,然后再升至1 500℃保溫600 s;總合成時間為1 050 s。
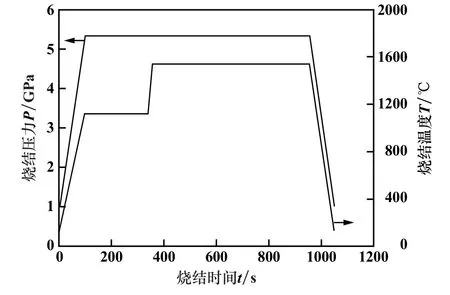
圖2 PCBN合成工藝曲線
2 PCBN刀具材料的表征與性能研究
2.1 PCBN刀具材料的表征方法
采用日本X′pert PRO型粉末衍射儀對樣品進行物相分析。按照GB/T 16534—2009《精細陶瓷室溫硬度試驗方法》,采用上海恒一VH-5硬度計測定PCBN的硬度。用微機控制電子萬能試驗機(型號CMT—4304)測定樣品強度,跨距10 mm,加載速度0.5 mm/min。通過場發射掃描電子顯微鏡(S-4800)分析PCBN材料的表面形貌。參照JB/T 3235—2013聚晶金剛石磨耗比測定方法,測定PCBN樣品的磨耗比,磨耗比定義為SiC砂輪的磨損質量損失與PBCN刀具樣品的磨損質量損失之比。利用落球式抗沖擊試驗儀測定樣品抗沖擊性。采用北京時代公司的SR6表面粗糙度儀測量工件表面粗糙度。
2.2 PCBN刀具材料的表征與性能研究
先將燒結后的PCBN樣品進行平磨和拋光處理,然后研究PCBN刀具材料內部物相和力學性能,以判斷燒結工藝和配方組成是否合理,為PCBN刀具材料的性能提升提供重要的指導依據。
圖3為燒結合成后的PCBN復合材料XRD圖譜。從圖3可知,PCBN復合材料主要由BN,TiN,TiB2以及Al2O3等物相組成。原始粉末中的鈦粉經過高溫高壓反應后,全部變成了TiN和TiB2。TiN熔點高、耐磨損性強和化學穩定性高;TiB2抗磨損性能和熱傳導性強,力學性能優異;氧化鋁(α-Al2O3)化學穩定性好,與鐵系金屬親和力小,不易黏結和擴散磨損,抗氧化和耐高溫能力強。綜上所述,TiN,TiB2以及Al2O3的結合相作為最終結合劑黏接CBN,能夠制備出兼具韌性好、熱穩定性高、硬度高、導電性好的PCBN復合材料,非常適用于鑄鐵類零件的加工。
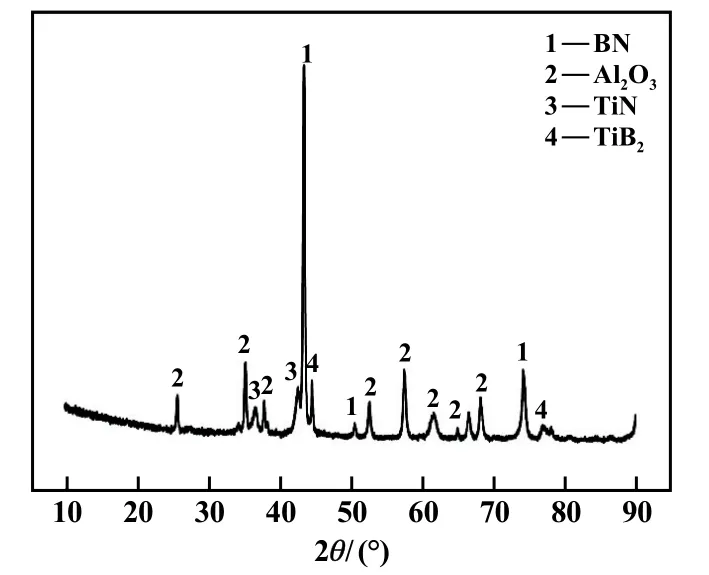
圖3 PCBN復合材料的XRD圖譜
圖4為PCBN復合材料的SEM圖。圖中均勻分布著黑色、白色和灰色3種顏色區域,且黑色區域占比最高,灰色與白色有規律地排布在黑色區域周圍,通過XRD分析結果可以推斷出這是主相CBN與TiB2、Al2O3、TiN構成的結合相,說明混料工藝合理。CBN顆粒通過結合劑黏結在一起,提高了復合材料結合強度,結合劑和CBN顆粒的高結合強度可以有效減少PCBN刀具在高速切削過程中的顆粒脫落和刀片崩刃現象。
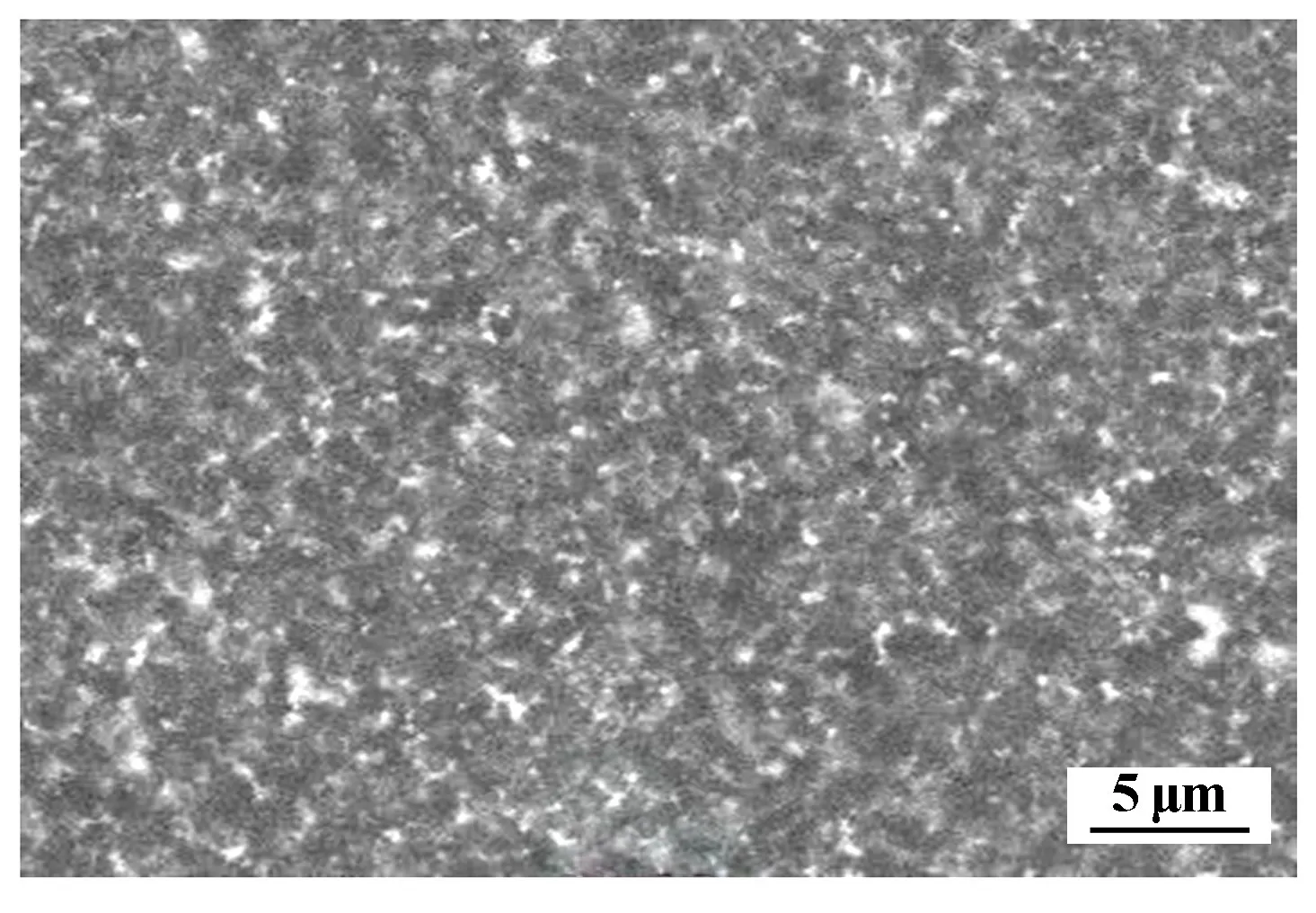
圖4 PCBN復合材料的SEM圖
PCBN復合材料力學性能測試結果如表2所示。PCBN復合材料的顯微硬度為3 669HV,抗沖擊次數63次,抗彎強度為906 MPa,磨耗比為8 858,表明PCBN復合材料具有良好的力學性能,在鑄鐵類零件加工中有很好的應用前景。PCBN材料內部各顆粒之間連接緊密,未發現有明顯的氣孔存在,表面顯微結構致密,具有較好的抗彎強度和顯微硬度值。PCBN復合材料具有較高的磨耗比,說明復合材料耐磨性較好,CBN顆粒在磨削過程中不易脫落,結合劑對CBN顆粒具有較強把持力,能顯著提升切削效果。PCBN超硬刀具在切削加工工件的過程中刀尖部分需要承受較大的切削力,很容易出現脆性斷裂甚至崩刃的現象,因此,PCBN刀具材料必須具備很好的抗沖擊韌性。本實驗合成所使用的原始結合劑在體系內部與CBN原位反應所生成的TiN/TiB2有利于提高復合材料韌性,TiN/TiB2與CBN之間界面干凈、黏結性好,當材料受到外力作用時,良好的界面結合能夠承載更大的載荷,有很好的抗沖擊性。
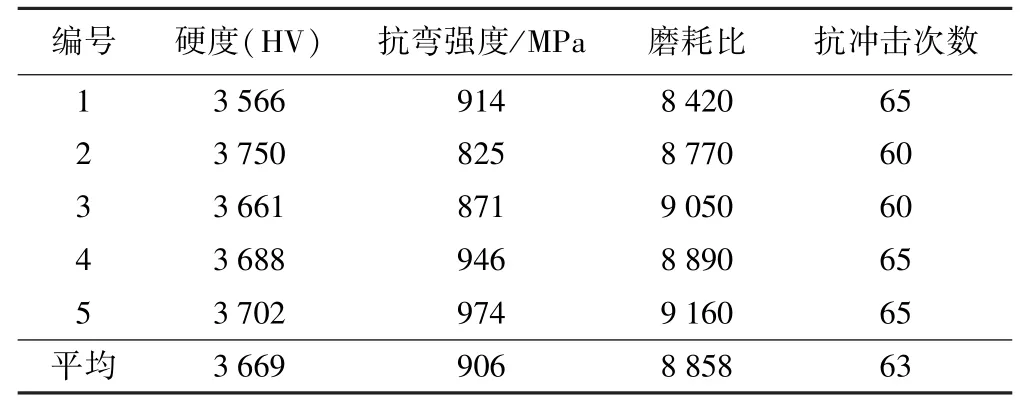
表2 PCBN復合材料力學性能檢測結果
3 PCBN刀具切削實驗
切削參數是影響切削加工效率和加工工件表面質量的重要因素。表面光潔度是評價工件表面質量的重要指標,它與切削參數、車床的振動、機械零件的耐磨性以及疲勞強度等諸多因素有關,對機械產品的使用壽命和可靠性有重要影響。本實驗采用單因素實驗法研究了切削三因素(進給量f、切削速度v、切削深度u)對工件表面粗糙度的影響規律。
采用整體PCBN材料制成的SNGN120408刀具作為實驗刀具,加工氣缸套。氣缸套材質為硼鑄鐵,硬度190~230HB。連續精車氣缸套表面,采用手持式粗糙度儀測量工件表面粗糙度,分辨率0.001μm。切削實驗參數和結果如表3所示。
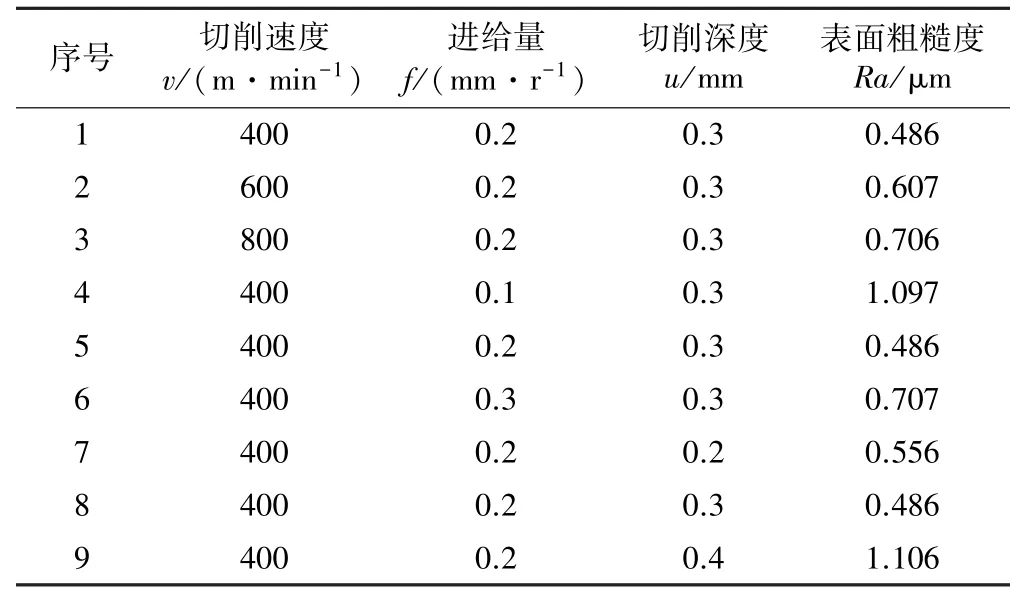
表3 切削實驗參數及切削實驗結果
由表3可知,本實驗合成的PCBN刀具材料具有良好的耐磨性,用其加工氣缸套的表面粗糙度能夠滿足生產要求,表面粗糙度Ra均小于1.6μm,而且通過調整切削參數,加工工件表面粗糙度可以達到0.486μm。圖5為加工后的氣缸套零件圖。

圖5 加工后的氣缸套零件圖
為進一步表征PCBN刀具的切削性能,對比分析了PCBN刀具與傳統陶瓷刀具的性能,結果如表4所示。結果表明,PCBN刀具與傳統陶瓷刀具加工氣缸套相比,切削效率提升了12.5%,切削壽命提升了300%,表明PCBN刀具在鑄鐵類零件加工中有很好的應用前景。
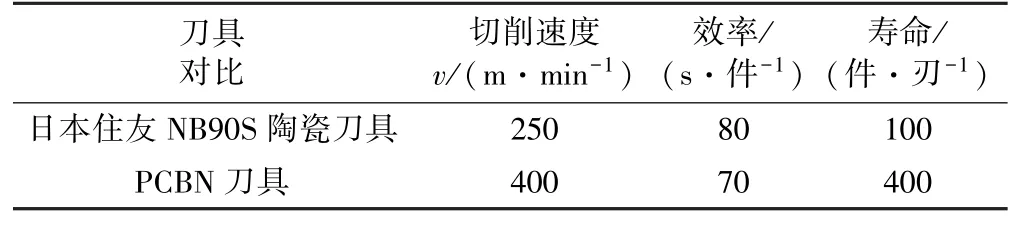
表4 PCBN刀具與陶瓷刀具加工氣缸套性能對比
4 結 論
1)采用細顆粒CBN,并以Al2O3/Ti為原始結合劑,制備了一種硼鑄鐵汽車引擎汽缸套切削加工用的PCBN刀具材料,采用該刀具加工汽缸套,工件表面粗糙度可達0.486μm。
2)PCBN刀具材料具有很好的力學性能,微觀組織結構均勻、致密,顯微硬度為3 669HV,抗沖擊次數63次,抗彎強度為906 MPa,磨耗比為8 858,表明PCBN刀具材料具有良好的力學性能,在鑄鐵類零件加工中有很好的應用前景。
3)PCBN刀具與傳統陶瓷刀具加工氣缸套相比,切削效率提升了12.5%,切削壽命提升了300%。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
