
基于Dynaform的不銹鋼水槽拉深優(yōu)化研究*
2023-01-30 02:11:26劉存平劉光虎吳福洲
機(jī)械研究與應(yīng)用 2022年6期
關(guān)鍵詞:不銹鋼
劉存平,郭 晟,劉 勇,劉光虎,吳福洲
(宜賓職業(yè)技術(shù)學(xué)院,四川 宜賓 644003)
0 引 言
不銹鋼水槽是當(dāng)前最常見(jiàn)的廚房用水槽,該水槽質(zhì)量輕、耐腐蝕、外觀精美,深受消費(fèi)者喜愛(ài)。盒型不銹鋼水槽成型具有一定難度,隨著板料成型技術(shù)的發(fā)展,不銹鋼水槽成型方式逐漸形成了以整體一次拉深為主。盒型不銹鋼水槽拉深過(guò)程伴隨著大的塑性變形過(guò)程,涉及到板料成型的應(yīng)力應(yīng)變及塑性強(qiáng)化和流動(dòng)等非常復(fù)雜的多體接觸力學(xué)問(wèn)題。傳統(tǒng)的模具工序計(jì)算和經(jīng)驗(yàn)估值對(duì)產(chǎn)品的成型存在較大的誤差,甚至?xí)霈F(xiàn)錯(cuò)誤的判斷,因此會(huì)產(chǎn)生大量的試制費(fèi)用并造成時(shí)間浪費(fèi)[1-6]。
筆者應(yīng)用數(shù)值模擬軟件Dynaform對(duì)盒型不銹鋼水槽拉深過(guò)程進(jìn)行模擬分析,從而為生產(chǎn)時(shí)間中選擇合適的成型工藝參數(shù)提供參考。
1 不銹鋼水槽拉深過(guò)程仿真
1.1 模型建立
根據(jù)不銹鋼水槽零件圖尺寸和水槽的修邊余量,利用UGNX軟件建立不銹鋼水槽零件實(shí)體3D模型,如圖1所示分別為3D模型和實(shí)物零件圖。將建立好的3D模型導(dǎo)出并保存為IGS格式,以便進(jìn)行下一步的仿真分析。材料厚度設(shè)置為1.0 mm,材料為SS304。
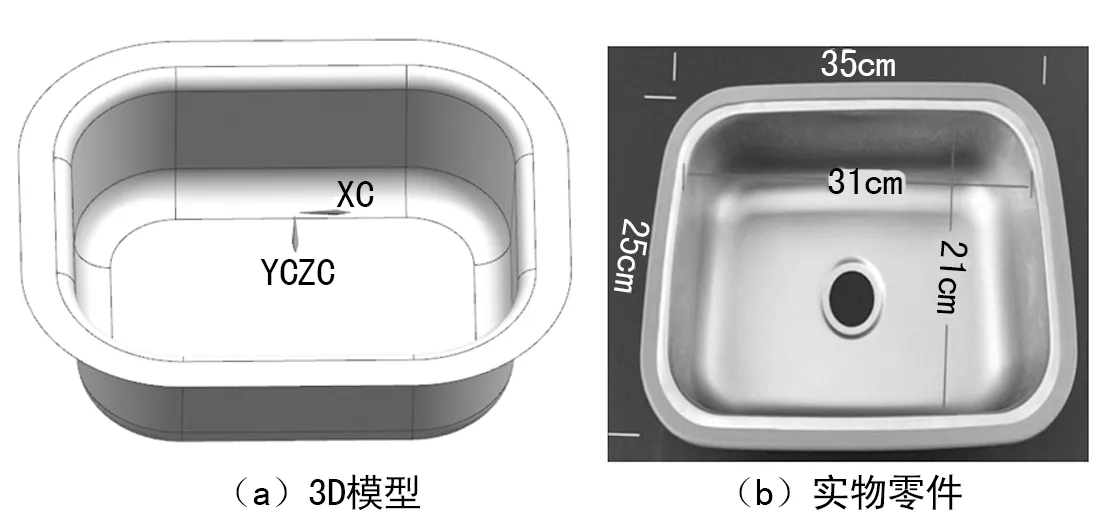
圖1 水槽拉深零件實(shí)體與3D模型(模型凸緣已增加修邊余量)
1.2 不銹鋼材料性能
材料選用不銹鋼水槽常用材料SS304,其力學(xué)和物理性能如表1所列。

表1 Ss304不銹鋼力學(xué)及物理性能
1.3 模具參數(shù)設(shè)置
不銹鋼水槽拉深的凹模圓角半徑的大小設(shè)置為10 mm,拉深凸模圓角半徑設(shè)置為25 mm,按照一次拉深進(jìn)行設(shè)計(jì),凹模圓角半徑與凸緣圓角半徑相等,凸模圓角半徑和零件底部圓角半徑相等,凸模和凹模間隙為1.1 mm,拉深模采用壓邊圈設(shè)置,初始?jí)哼吜?00 kN。
1.4 毛坯尺寸確定
毛坯形狀和尺寸是影響水槽件質(zhì)量的重要因素,確定拉深毛坯形狀的方法也比較多,現(xiàn)在比較常用的有映射法、神經(jīng)網(wǎng)絡(luò)法、計(jì)算機(jī)數(shù)值模擬法等,其中有限元法較為全面地考慮了板料成型中金屬的塑性流動(dòng)等因素影響,具有較好的使用效果。本研究利用建好的3D零件模型,導(dǎo)入Dynaform軟件中,通過(guò)求解得到零件毛坯輪廓線,并制作成毛坯。
1.5 不銹鋼水槽仿真分析過(guò)程
(1) 實(shí)體建模:利用建模軟件UGNX建立不銹鋼水槽拉深模具,保存為IGS文件,并導(dǎo)入Dynaform軟件中進(jìn)行處理。
(2) 建立分析模型:將IGS模型導(dǎo)入Dynaform,進(jìn)行網(wǎng)格劃分,毛坯網(wǎng)格劃分并檢查。
(3) 仿真模型設(shè)置:利用Dynaform中的Autosetup功能進(jìn)行沖壓仿真初始設(shè)置,分別定義Blank、Die、Punch以及Binder,設(shè)置板料參數(shù),劃分板料網(wǎng)格,設(shè)置初始?jí)哼吜昂愣Σ料禂?shù),完成設(shè)置后提交到Job submitter處理器進(jìn)行運(yùn)算,圖2為不銹鋼水槽求解模型。
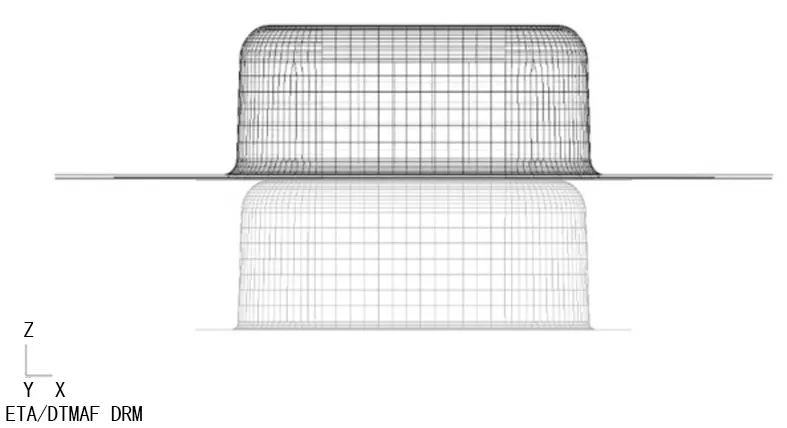
圖2 水槽仿真求解模型
(4) 后處理:求解完成后可以獲得不銹鋼水槽零件的成型極限圖(FLD圖)、厚度變化云圖等,用于判斷零件成型性能。
2 工藝參數(shù)對(duì)拉深性能的影響分析
2.1 壓邊力對(duì)成型的影響
通過(guò)對(duì)不銹鋼水槽拉深成型進(jìn)行數(shù)值模擬分析,發(fā)現(xiàn)成型過(guò)程中,部分區(qū)域會(huì)出現(xiàn)破裂和起皺問(wèn)題。當(dāng)壓邊力過(guò)大時(shí),易于導(dǎo)致水槽的破裂問(wèn)題,當(dāng)壓力不足時(shí),又易于導(dǎo)致水槽的起皺問(wèn)題,所以控制好壓邊力可以有效控制不銹鋼水槽的成型過(guò)程。根據(jù)壓邊力公式:
Fq=Ap
式中:A為板料投影面積;p為單位壓力。根據(jù)相關(guān)資料可知,不銹鋼單位壓力介于2.5~4.5 MPa,在摩擦系數(shù)0.125不變的情況下,設(shè)定了不同的壓邊力,用以觀察壓邊力對(duì)不銹鋼水槽成型性能的影響。圖3所示分別為不同壓邊力下不銹鋼水槽成型極限圖。

圖3 不同壓邊力條件下的成型極限圖
圖3中發(fā)現(xiàn),壓邊力為100 kN時(shí),不銹鋼水槽凸緣部分出現(xiàn)了較為嚴(yán)重的起皺問(wèn)題,水槽側(cè)壁也出現(xiàn)了一定的起皺問(wèn)題,水槽底部成型較好;壓邊力為700 kN,水槽凸緣起皺問(wèn)題依然存在,嚴(yán)重起皺問(wèn)題消失,側(cè)壁起皺問(wèn)題變小或者消失;當(dāng)壓邊力為1 300 kN,凸緣部分起皺趨勢(shì)變小,起皺問(wèn)題基本消失,底部和側(cè)壁成型效果較好;壓邊力為1 400 kN,由于壓邊力過(guò)大,材料流動(dòng)性變差,導(dǎo)致不銹鋼水槽圓角部分出現(xiàn)破裂。通過(guò)應(yīng)力和成型極限圖分析,材料厚度減薄情況最嚴(yán)重的地方出現(xiàn)在水槽內(nèi)側(cè)直壁與相鄰凹模圓角部分,材料厚度增厚最嚴(yán)重的地方出現(xiàn)在零件凸緣部分。圖4為不同壓邊力情況下的減薄率和增厚率趨勢(shì)圖。
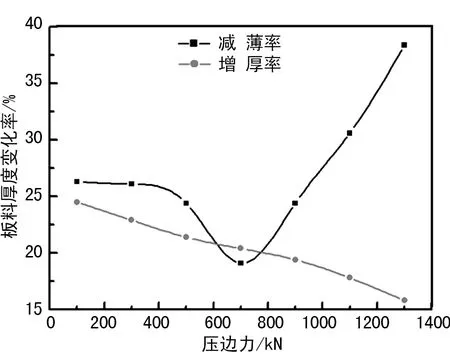
圖4 不同壓邊力情況下的減薄率和增厚率趨勢(shì)圖
從圖4可以看出隨著壓力增大,同一深度最大減薄率呈現(xiàn)先下降后上升的趨勢(shì),其中在700 kN時(shí)出現(xiàn)了最小減薄率。同時(shí),增厚率線圖基本呈穩(wěn)步下降的趨勢(shì)。從材料流動(dòng)角度分析,在其他條件不變的情況下,壓邊力越小,越有利于不銹鋼水槽直壁及其相鄰圓角部分材料的流入。
2.2 摩擦系數(shù)對(duì)拉深影響
在實(shí)際生產(chǎn)中通常通過(guò)涂抹潤(rùn)滑油等方式改變板料與模具之間的摩擦力,在進(jìn)行仿真時(shí)通過(guò)改變摩擦系數(shù)來(lái)達(dá)到改變板料與模具之間的相互摩擦作用。查閱相關(guān)文獻(xiàn)可知,板料與模具之間的摩擦系數(shù)范圍一般為0.05~0.15之間。在壓邊力為700 kN,模具間隙1.1 mm,沖壓速度5 000 mm·s-1的條件下,設(shè)置模具與板料之間的摩擦系數(shù),利用Dynaform進(jìn)行數(shù)值仿真模擬。圖5為不同磨擦系數(shù)條件下的成型極限圖,從圖中可以看出,隨著摩擦系數(shù)增大,盒型件側(cè)壁和凸緣起皺現(xiàn)象逐漸趨緩,同時(shí)側(cè)邊與圓角交界處部分拉裂風(fēng)險(xiǎn)逐漸加大,當(dāng)其他條件不變,摩擦系數(shù)為0.18時(shí),出現(xiàn)了拉裂問(wèn)題。
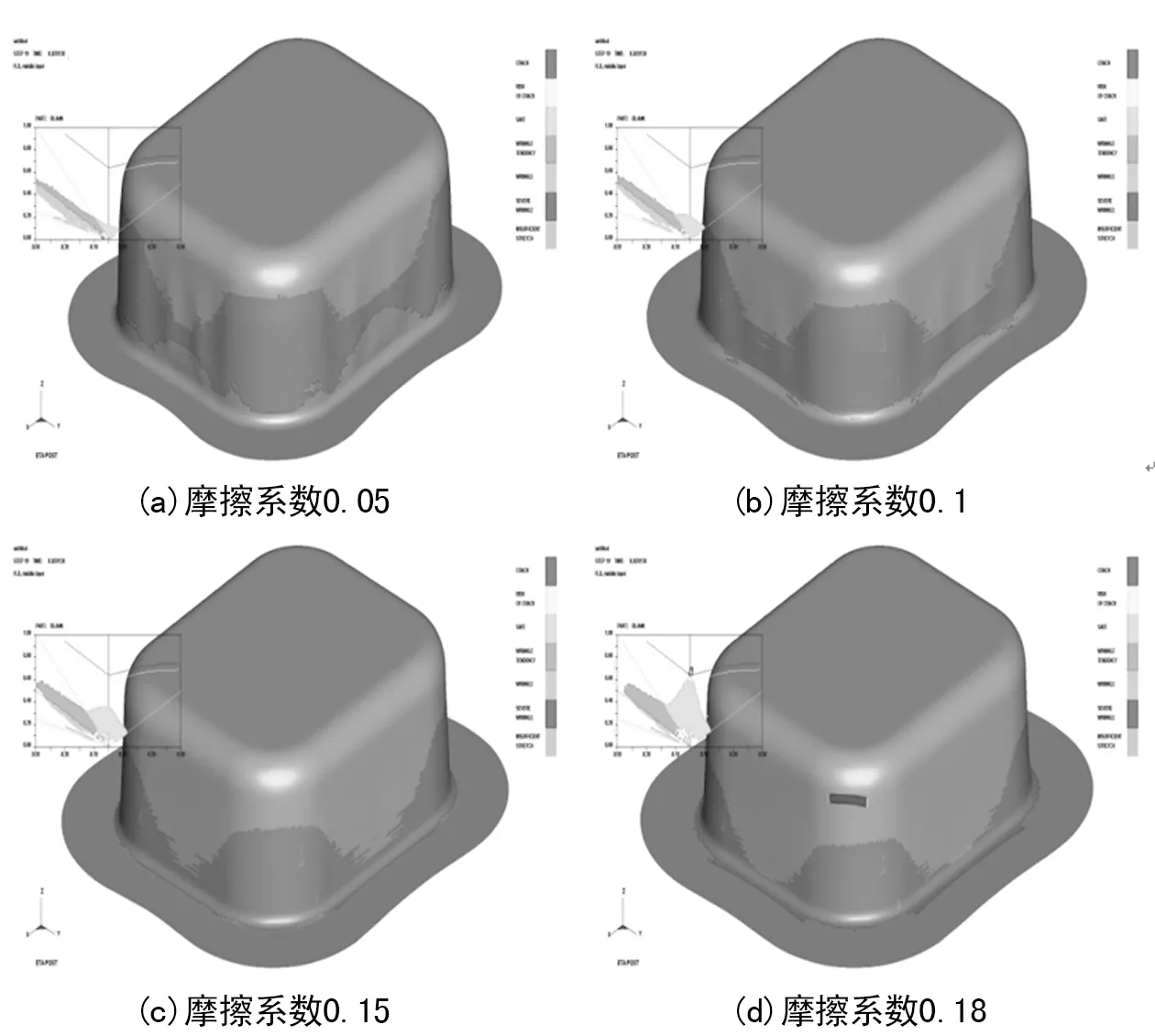
圖5 不同摩擦系數(shù)條件下的成型極限圖
圖6為不同摩擦系數(shù)情況下的減薄率和增厚率趨勢(shì)圖,從圖中可以看出板料的減薄率隨摩擦系數(shù)增大呈現(xiàn)逐漸增大的趨勢(shì),且隨著摩擦系數(shù)增大,減薄率增大的速度有增強(qiáng)的趨勢(shì);隨著摩擦系數(shù)增大,增厚率基本呈線性下降的趨勢(shì)。從材料流動(dòng)的角度分析,隨著摩擦系數(shù)的增大,材料流向內(nèi)側(cè)直面與相鄰凹模圓角部分難度加大。

圖6 不同摩擦系數(shù)情況下的減薄率和增厚率趨勢(shì)圖
3 結(jié) 語(yǔ)
文中針對(duì)不銹鋼水槽成型過(guò)程中產(chǎn)生的起皺、破裂問(wèn)題,利用Dynaform有限元軟件研究了影響水槽成型過(guò)程的壓邊力和摩擦系數(shù),研究結(jié)果表明,隨著壓邊力增大水槽成型質(zhì)量有逐漸變好的趨勢(shì),但是破裂的風(fēng)險(xiǎn)也會(huì)增大;摩擦系數(shù)增大,破裂風(fēng)險(xiǎn)的增大趨勢(shì)明顯,而起皺風(fēng)險(xiǎn)呈線性下降趨勢(shì)。借助于研究成果,選擇較為合理的工藝參數(shù)改進(jìn)模具,可以有效提高模具開(kāi)發(fā)效率,降低生產(chǎn)成本。
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國(guó)特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
