激光-電弧復合焊接接頭缺陷的研究現狀
2023-02-02 07:09:12張培磊劉慶永茆宏兆邱廣臨
金屬加工(熱加工) 2023年1期
關鍵詞:焊縫
張培磊,劉慶永,茆宏兆,邱廣臨
1.江蘇新揚子造船有限公司 江蘇靖江 214500
2.上海工程技術大學 上海 200240
1 序言
激光-電弧復合焊接涉及電磁場、溫度場、流場等多場共同耦合作用,且金屬材料固、液、氣三種狀態轉變的傳熱過程相當復雜[1]。由于焊接參數較多且難于調控,使得焊縫邊緣難免出現缺陷,如氣孔、駝峰、咬邊及飛濺等,從而會降低焊接接頭疲勞強度和承載能力,對其焊接結構接頭質量和工件服役的可靠性產生嚴重的影響,激光-電弧復合焊接缺陷如圖1所示[2]。
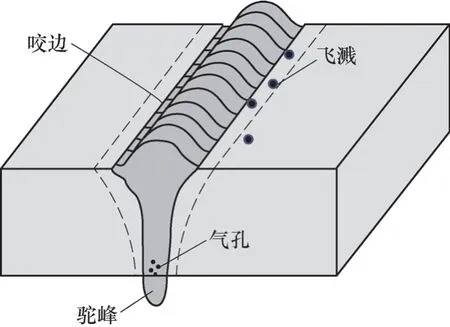
圖1 激光-電弧復合焊接缺陷示意
2 激光-電弧復合焊接原理
20世紀70年代末,英國教授W.Steen最先提出激光-電弧復合焊接的工藝方法[3]。激光-電弧復合焊接如圖2所示。激光釋放的光致等離子體對入射激光進行吸收和散射,使激光能量的利用率降低;電弧的加入,使激光等離子體被電弧等離子體所稀釋,從而激光能量傳輸效率提高。與此同時,在焊接過程中,電弧對工件表面的預熱,會使工件對激光的吸收率隨著工件溫度的升高而提高。在高溫電弧熱效應下,焊絲電阻尖端熔化形成熔滴,且在光致等離子體與“匙孔”效應的協同作用下,于工件上形成熔池,液態金屬沿著受力方向發生運動,并遠離熱源冷卻形成焊縫。
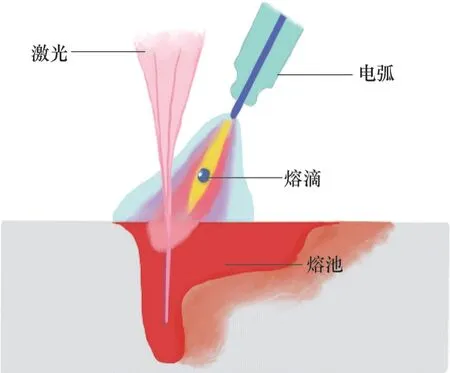
圖2 激光-電弧復合焊接示意
3 激光-電弧復合焊接缺陷
3.1 氣孔缺陷
激光-電弧復合焊接的氣孔缺陷主要包含3種:工藝氣孔、夾層氣孔和氫氣孔。工藝氣孔是因在焊接過程中的“匙孔”不穩定而產生的;夾層氣孔是由于待焊工件表面存在著包裹氣體的難熔氧化物,在焊接加熱過程中,隨熔池流動進入焊縫來不及逸出所引起的;氫氣孔是由于焊前工件表面因水分和油污等分解析出而導致的[4]。
氣孔缺陷會破壞焊縫金屬的致密性和有效截面積,導致焊縫強度降低,是焊接產品必須嚴格控制的缺陷[5]。在激光-MIG復合焊中,由于鋁合金具有高反射率和高熱導率的固有屬性,因此在焊接過程中產生氣孔是在所難免的[6]。王紅陽等[7]發現,隨著焊接速度的提高,熔池冷卻狀態的變化造成“匙孔”穩定性降低,從而易形成氣孔。
焊接參數的調控對于復合焊接氣孔的形成具有突出的作用。YAN等[8]在研究鋁合金復合焊接氣孔的試驗中,發現氣孔的形成與焊接參數的精準調控有密切的關系,合理的焊接參數可以改善氣孔的形成。減小激光功率和增大焊接電流,可以顯著降低焊接接頭氣孔率。隨著技術的不斷創新,復合焊接的焊接速度也不斷加快,會使氣孔不易逸出,因此可以通過坡口清潔、焊接工藝及保護氣體等多種措施來減小焊縫氣孔率[9]。
3.2 駝峰缺陷
駝峰缺陷是指在高速焊接過程中,焊縫金屬在焊接方向上會出現焊道表面形狀的周期性波動,駝峰缺陷會形成于焊縫的正面及背面,不但影響焊縫成形的美觀性,還會削弱焊接接頭的疲勞性能,對焊接十分不利。
表面駝峰是由于熔池內部存在快速流向熔池尾部的壁面流,并將電弧下方的液態金屬帶到熔池后方,從而在焊縫表面堆積形成局部隆起區。該壁面流的動量很大,能夠克服末端液態金屬的靜壓力和表面張力,在末端熔池表面不斷聚集,從而使隆起區不斷升高[1]。熔池壁面流形成原理如圖3所示。

圖3 熔池壁面流形成原理示意
近年來,隨著工業需求的增長,中厚板單面焊雙面成形底部駝峰缺陷問題越來越多。由于焊道底層所受表面張力和熔池對焊道底部的壓力失衡(見圖4),因此會導致熔融金屬向下流動,從而冷卻形成駝峰。FROSTEVARG[10]針對中厚板激光-電弧復合焊接中對底部駝峰形成的原因分析,認為焊縫底部駝峰是由于熔池所受重力和表面張力的不平衡所引發的,熔池重力與焊件厚度呈正比關系,可以發現焊道底部表面張力和深熔小孔寬度是底部駝峰形成的兩大因素。
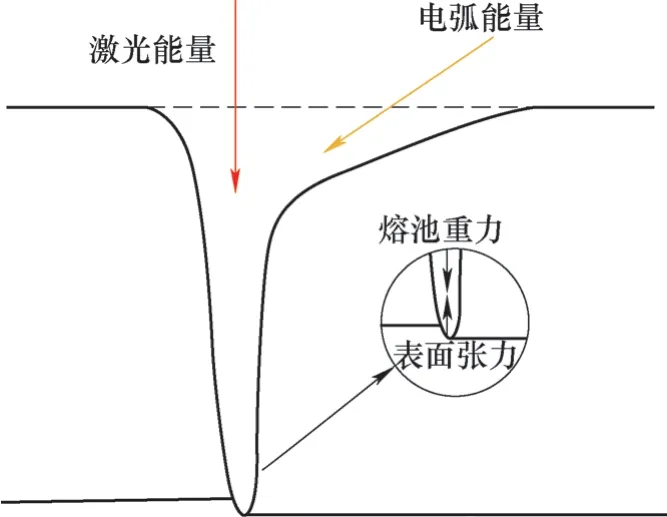
圖4 熔池底部受力分析
不同學者針對底部駝峰缺陷產生的原因也給出了不同解釋。PAN等[11]針對激光-電弧復合焊接中熔池流動行為,發現大部分熔融金屬從匙孔下端流出,且不能及時向上回流是造成底部駝峰缺陷的原因。針對駝峰缺陷的產生原因,其解決方式也不盡相同。例如,PAN等[12]采用不同保護氣體的激光-GMAW復合焊接,得出焊縫根部的駝峰缺陷會隨著CO2比例的增加而減少。
3.3 咬邊缺陷
咬邊缺陷是指沿焊趾的母材金屬部位產生凹槽的現象,對焊接部件具有嚴重的影響。咬邊缺陷會使母材金屬的有效截面積減小,削弱接頭的強度,容易造成應力集中,承載后會產生裂紋。
咬邊缺陷的成形機理與焊縫表面固、液、氣三相界面張力密切相關。在熔池邊緣的固、液、氣三相交界點處的表面張力合力為

式中Ssg、Ssl、Sgl——分別是固、液、氣界面之間的張力系數;
θ——接觸角(°)。
當S<0時,所受合力方向指向熔池內部,液態金屬向內部聚集并形成咬邊缺陷。通常情況下,穩定狀態下電弧平板焊接熔化金屬的形狀可由電弧焊接咬邊缺陷的二維模型來分析(見圖5)[1]。從圖5可得出,接觸角的大小對咬邊缺陷的控制具有一定的影響。

圖5 電弧焊接咬邊缺陷的二維模型
在激光-電弧復合焊接中,首先,熔池內兩種熱源的能量彼此疊加,能量急劇上升,促使熔池內表面張力梯度增加,焊縫金屬在高溫作用下由熔池中心流向焊縫邊緣的時間充足,焊縫液態金屬向焊縫邊緣不斷鋪展,從而減少咬邊。其次,激光與電弧之間彼此的作用比較強烈,這種作用會使電弧更加穩定并壓縮,對焊縫金屬的熔敷量不斷增加,改善焊縫的成形質量,極大程度地減小了咬邊的產生。
高明等[13]通過激光-電弧復合焊接與電弧焊接形貌對比,發現在電弧焊接中,由于液態金屬溫度低,在熔池內凝固速率較快,因此沒有足夠的時間流至焊趾處并填充熔缺部位,容易形成咬邊。
3.4 飛濺缺陷
飛濺缺陷是指焊接時焊絲與被焊工件熔合在一起,在電弧力的作用下,焊絲熔化金屬所形成的液滴向熔池周圍噴濺,飛到熔池以外的金屬稱為飛濺。飛濺缺陷不但嚴重影響焊件的表面成形質量,還會影響焊接構件的表面處理和后續的附件安裝。
激光-電弧復合焊接產生飛濺的原因主要有兩種:一種是因為熔滴過渡引起的飛濺,在熔滴過渡時,熔滴流經液體小橋使電路短路,短路小橋過熱而爆斷,會使液態金屬在電磁收縮力作用下急劇收縮,隨著電流的增加和縮頸的減小,對小橋持續加熱造成能量聚集,小橋發生氣化爆炸,從而形成飛濺;另一種是在焊接過程中,液態金屬隨著熔池溫度的變化而發生流動,激光“小孔”附近存在金屬蒸氣作用力,液態金屬隨著金屬蒸氣作用力往外噴出,從而形成飛濺。
飛濺的產生會降低焊縫質量,可能會引起焊縫表面塌陷等缺陷。張羽昊等[14]通過研究復合焊接穩定性的影響,發現隨著激光功率的增大,金屬蒸氣作用力對抑制熔滴過渡占支配作用,金屬蒸氣對“匙孔”壁的作用是復合焊接過程中“匙孔”壁上方飛濺產生的主要原因,激光功率越大,“匙孔”壁上方產生飛濺次數越多。匙孔后壁上方飛濺形成過程如圖6所示。
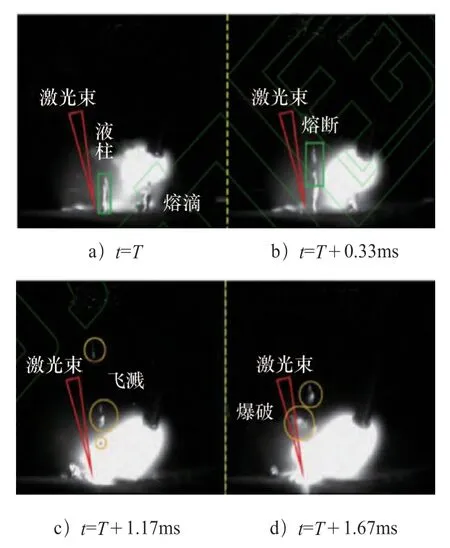
圖6 匙孔后壁上方飛濺形成過程
脈沖電弧與非脈沖電弧相比,產生飛濺較小。任聞杰等[15]通過對激光非脈沖電弧和激光脈沖電弧復合焊接中的飛濺進行了研究,在無脈沖工藝條件下,焊接飛濺較大,發現脈沖電弧對焊縫成形質量具有顯著的影響,從而使熔滴過渡導致的飛濺不斷減少。因此,與激光-非脈沖電弧復合焊相比,激光-脈沖電弧復合焊接的熔滴過渡更加穩定。
4 結論與展望
目前,對激光-電弧復合焊接缺陷的研究日益引發工業界和學者們的廣泛關注,激光-電弧復合焊接相關研究將集中于以下幾個方面。
1)運用數值模擬手段對激光-電弧復合焊接缺陷加以分析與研究,突破缺陷檢測方法的限制,為新工藝的開發提供堅實的理論依據。
2)激光-電弧復合熱源間等離子體的相互作用,需要在今后的試驗探索中不斷發掘,精確掌握激光-電弧復合焊接的優良性能,對于充分發揮復合焊接的技術優勢具有顯著影響。
3)隨著厚板焊接的不斷興起,焊接過程中缺陷問題不可避免,對焊接參數的不斷摸索對于復合焊接厚板領域的技術突破具有重要意義。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
