車刀銑削中心發散圓環端面銳根齒技術
2023-02-04 03:34:42張志奇柴曉榮樊文淵張慧杰胡海燕趙星星申浩唐天鵬
金屬加工(冷加工) 2023年1期
張志奇,柴曉榮,樊文淵,張慧杰,胡海燕,趙星星,申浩,唐天鵬
山西航天清華裝備有限責任公司 山西長治 046012
1 序言
端面齒常見于對接、傳動機構和減速機構中,為了連接牢固,要求該零件齒根圓角半徑<0.2mm,在傳統加工中,采用滾齒無法滿足設計要求,改用線切割無法保證表面粗糙度要求,磨制成形刀銑削加工由于刀心線速度為0,刀具一接觸零件就會崩刃,因此成為加工中的棘手問題。典型中心發散圓環端面銳根齒三維模型及示意如圖1、圖2所示。

圖2 典型中心發散圓環端面銳根齒零件
2 加工分析
國內外對中心發散圓環端面齒加工方法的研究很少,對于車刀銑削中心發散圓環端面銳根齒的研究更是沒有提及。由于中心發散圓環端面銳根齒結構,采用傳統加工方法加工端面齒,完成后都有缺陷。
2.1 端面銳根齒參數
典型中心發散圓環端面銳根齒參數見表1。

表1 典型中心發散圓環端面銳根齒參數
根據以上參數,分析該結構的加工難點主要有以下兩處:一是端面齒的銳根難以清角加工;二是端面齒中心發散角度與齒形高精度尺寸復合的情況下,難以保證齒形位置及尺寸的準確性[1]。
2.2 傳統加工方法分析
(1)線切割加工缺點 具體如下。
1)齒面有刀紋,表面粗糙度值Ra≥6.3μm。
2)齒面有電腐蝕層。
3)加工效率低。
(2)滾齒加工缺點 具體如下。
1)需采用滾齒機,定制專用77.3°滾刀進行加工,但無法加工R<1mm的齒根部圓角。
2)對于中小批量的生產,生產成本高。
(3)銑削加工缺點 具體如下。
1)采用銑齒專用刀具加工(見圖3)。

圖3 銑齒專用刀具
2)刀具中心線速度為0,因而在進行加工時刀尖很容易崩刃。如果齒根部圓角R≥1mm尚可加工,但齒根部圓角R<1mm則無法加工。
3 技術方案
針對背景技術的缺陷,采取內孔車刀銑削端面齒、端面齒根部銳角銑削和多角度任意形狀端面銳根齒通用加工的復合措施,達到對中心發散圓環端面銳根齒有效加工的目的。
3.1 方案內容
基于以上技術分析及思路,設計技術方案的工藝流程如圖4所示。
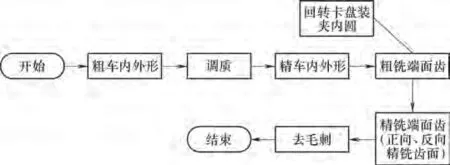
圖4 中心發散圓環端面銳根齒加工流程
3.2 主要工序具體內容
(1)粗銑端面齒 具體如下。
1)回轉卡盤裝夾圓環內圓。
2)在銑鏜加工中心上編制數控程序[2],采用35°內孔切槽車刀(刀尖圓角R0.4~R0.8m m)裝夾在主軸上,主軸與端面齒中心線擺正切削角度,主軸回轉,35°內孔切槽車刀做回轉運動,在圓環表面斷續切削,完成一個端面齒粗加工。轉速(2200±200)r/min,進給速度(500±100)mm/min。端面齒粗加工后,齒側面留余量0.1~0.2mm,齒根部留余量R0.4~R0.8mm。
3)回轉卡盤旋轉一個端面齒分度值,按照上述2)中切削方法及參數完成又一個端面齒粗加工。依此方法,順序完成所有端面齒粗加工。
(2)精銑端面齒 具體如下。
1)編制數控程序,采用35°內孔切槽車刀(刀尖圓角0~R0.2mm)裝夾在主軸上,主軸與端面齒左側面擺正切削角度,主軸回轉,35°內孔切槽車刀做回轉運動,在圓環表面斷續切削,轉速為(4000±200)r/min,進給速度為(1000±200)mm/min。
2)回轉卡盤旋轉一個端面齒分度值,按上述1)中切削方法及參數完成又一個端面齒左側面精加工。依此方法,順序完成所有端面齒左側面精加工。
3)主軸與端面齒右側面擺正切削角度[3],主軸回轉,35°內孔切槽車刀做回轉運動,在圓環表面斷續切削。轉速為(4000±200)r/min,進給速度為(1000±200)mm/min。
4)回轉卡盤旋轉一個端面齒分度值,按上述3)中切削方法及參數完成又一個端面齒右側面精加工。依此方法,順序完成所有端面齒右側面精加工。
3.3 加工步驟
1)粗銑端面齒,加工刀具——35°內孔車刀如圖5所示,加工過程如圖6所示。

圖5 35°內孔車刀

圖6 35°內孔車刀粗銑端面齒
2)精銑端面齒,加工過程如圖7所示,車刀銑削后成品如圖8所示。

圖7 35°內孔車刀精銑端面齒示意

圖8 35°內孔車刀精銑端面齒
4 加工效果
由于本方法可使中心發散圓環端面銳根齒的加工由難變易,因而可使本技術在端面銳根齒機械構件的加工中大范圍應用。本發明適用于35°及以上角度、任意形狀的端面銳根齒機械構件加工。典型中心發散圓環端面銳根齒加工效果如圖9所示,參數見表2。

圖9 典型中心發散圓環端面銳根齒加工效果

表2 典型中心發散圓環端面銳根齒加工效果參數
由以上圖表可知,典型中心發散圓環端面銳根齒按照車刀銑削中心發散圓環端面銳根齒加工流程加工后,達到了技術要求。
5 創新點
(1)內孔切槽車刀銑削端面齒技術 采取銑鏜加工中心裝夾35°內孔切槽車刀、車刀斷續切削端面齒等綜合工藝措施,實現了中心發散圓環端面銳根齒的有效加工,保證了端面銳根齒的尺寸公差、幾何公差及表面粗糙度。
(2)端面齒根部銳角銑削技術 采取35°內孔切槽車刀的大刀尖圓角刀片、小刀尖圓角刀片復合銑削工藝,實現了端面齒根部銳角的有效銑削清角,保證了端面齒根部銳角的準確成形。
(3)多角度任意形狀端面銳根齒通用加工技術 采取銑鏜加工中心驅動小角度(35°及以上角度)內孔切槽車刀復合銑削工藝,實現了使用一種兩把35°內孔切槽車刀即可完成35°及以上角度、任意形狀端面銳根齒的有效加工,保證了35°及以上角度的多角度、任意形狀端面銳根齒的通用加工。
(4)中心發散圓環端面銳根齒加工方法改進后可實現多種加工 ①35°及以上角度、任意形狀端面銳根齒的一次切削成形,無需再對齒形進行后加工。②端面銳根齒面的表面粗糙度值Ra可達1.6~3.2μm。③端面銳根齒部圓角≥0mm的有效加工。④加工效率可達線切割的20倍。⑤加工成本低廉,適合于各種生產當量。
6 結束語
在端面齒加工中,通過分析線切割、滾齒、銑削等背景技術的不足,選擇五軸加工中心裝夾35°內孔車刀的辦法,解決了端面齒的有效加工,并且保證了中心發散圓環端面銳根齒的精確加工。在生產中,該方法已在同類型零件的加工中得到應用,取得了良好的經濟效益。