自動混砂系統的雙組份樹脂定量裝置的設計與應用
2023-02-06 02:41:00宋保華楊啟帆溫松明周存堂
中國鑄造裝備與技術 2023年1期
宋保華,劉 霞,楊啟帆,溫松明,周存堂
(1.第一拖拉機股份有限公司 制造工程中心,河南洛陽 471004;2.第一拖拉機股份有限公司 鑄鍛廠,河南洛陽 471004)
0 前言
雙組份樹脂砂自動混砂系統由砂加熱、砂定量、樹脂配送、樹脂定量、樹脂加熱、混砂機等部分組成,用于配套冷芯盒制芯機使用,實現現混現用。與傳統的離線混砂相比,自動混砂系統與冷芯盒制芯機聯鎖使用,對提高生產效率、穩定砂芯質量具有積極的促進作用。
用于冷芯盒的雙組份樹脂砂是經過混砂裝置把芯砂和兩種成分的樹脂按一定比例混合而成的一種鑄造砂模用砂,Ⅰ組份為酚醛樹脂,Ⅱ組份為聚異氰酸酯。冷芯盒芯砂的混制要求兩種樹脂定量準確,過低會造成強度不足,過高會造成發氣量增大和成本的浪費。
在自動混砂系統中,要求樹脂定量裝置可靠性高,重復穩定性好。當前的定量加料方式分為5種:容積式、流量式、稱重式、混合式和組合式[1-3]。與容積式定量加料相比,后3 種定量方式均存在的問題是增加了加料、稱重計量和投料三個環節,增加環節的同時也帶來了裝置結構比較復雜、加料裝置可靠性降低、維修保養不方便、抑制了定量加料的生產速度、降低了工作效率等一些問題[4,5]。在樹脂定量中,流量式即流量時間控制方法也較為常用,采用定量泵依靠時間定量完成,但受樹脂本身粘度高、易變性結塊、流動性不穩定及定量泵系統結構特點的影響,經常受定量泵打空、泵體內積料固化、負載波動等因素影響,會造成定量精度不夠、穩定性差等問題[6]。目前在工業上常用的容積式定量為螺旋定量加料裝置和應用場合不多的定量孔分配定量裝置的兩種形式,螺旋定量加料裝置是一種無撓性牽引構件的連續輸送設備,借助旋轉螺旋葉片的推力將物料沿著機槽進行輸送,雖然該裝置具有結構簡單、工作效率高、輸送密閉的優點,但適宜輸送散落性好、干燥的顆粒狀或者粉體顆粒物料,同時也存在定量準確度低、穩定性差等不足,因此不適合具有粘性的鑄造樹脂類流體的精確定量[4,5,7]。孔分配定量裝置通過設置上、下固定片,每個固定片上設有多個孔,每次定量由電機轉動一定角度,帶動定量轉子轉動,上、下不同孔徑的定量孔聯通,實現定量孔對液體進行定量分配,由于樹脂具有一定的粘性,僅靠自重流經豎直通孔時,會有部分樹脂粘連在孔壁上,在后面的工作中存在計量不夠準確的問題[8]。
在實際生產中,定量精度不夠、穩定性差等問題長期以來一直沒有得到很好地解決,不僅會造成樹脂的浪費,而且也會造成鑄造砂芯的廢品率上升。因此,該問題仍然是一個亟待解決的難題。
1 注射式樹脂定量裝置的技術方案
為了解決上述存在的問題,研究了一種用于冷芯盒自動混砂系統的注射式雙組份樹脂定量裝置[9],所采用的技術方案為:該雙組份樹脂定量裝置共設兩套,用于給自動混砂系統的混砂機供給雙組份樹脂,定量裝置的進口端分別聯接樹脂罐,出口端分別接入混砂機,如圖1 所示。該雙組份樹脂定量裝置包括Ⅰ組份定量裝置和Ⅱ組份定量裝置。Ⅰ組份定量裝置包括編碼器、驅動電機、減速箱、電動螺旋推桿、伸縮桿、聯接體、定量缸桿、定量缸、活塞、單向閥a、單向閥b、樹脂定量管道、樹脂罐以及電控系統,其中,驅動電機經減速箱變速后,由編碼器計數,將編碼器的脈沖信號轉換為位移量來控制容積的定量,進而驅動電動螺旋推桿、伸縮桿、聯接體、定量缸桿以及活塞在定量缸內按制定行程一同往復移動,當抽吸樹脂時,單向閥b打開,樹脂由樹脂定量管道從樹脂罐經過單向閥b 流入定量缸,當向混砂機注射樹脂時,單向閥a打開,樹脂由樹脂定量管道從定量缸經過單向閥a供給于混砂機。
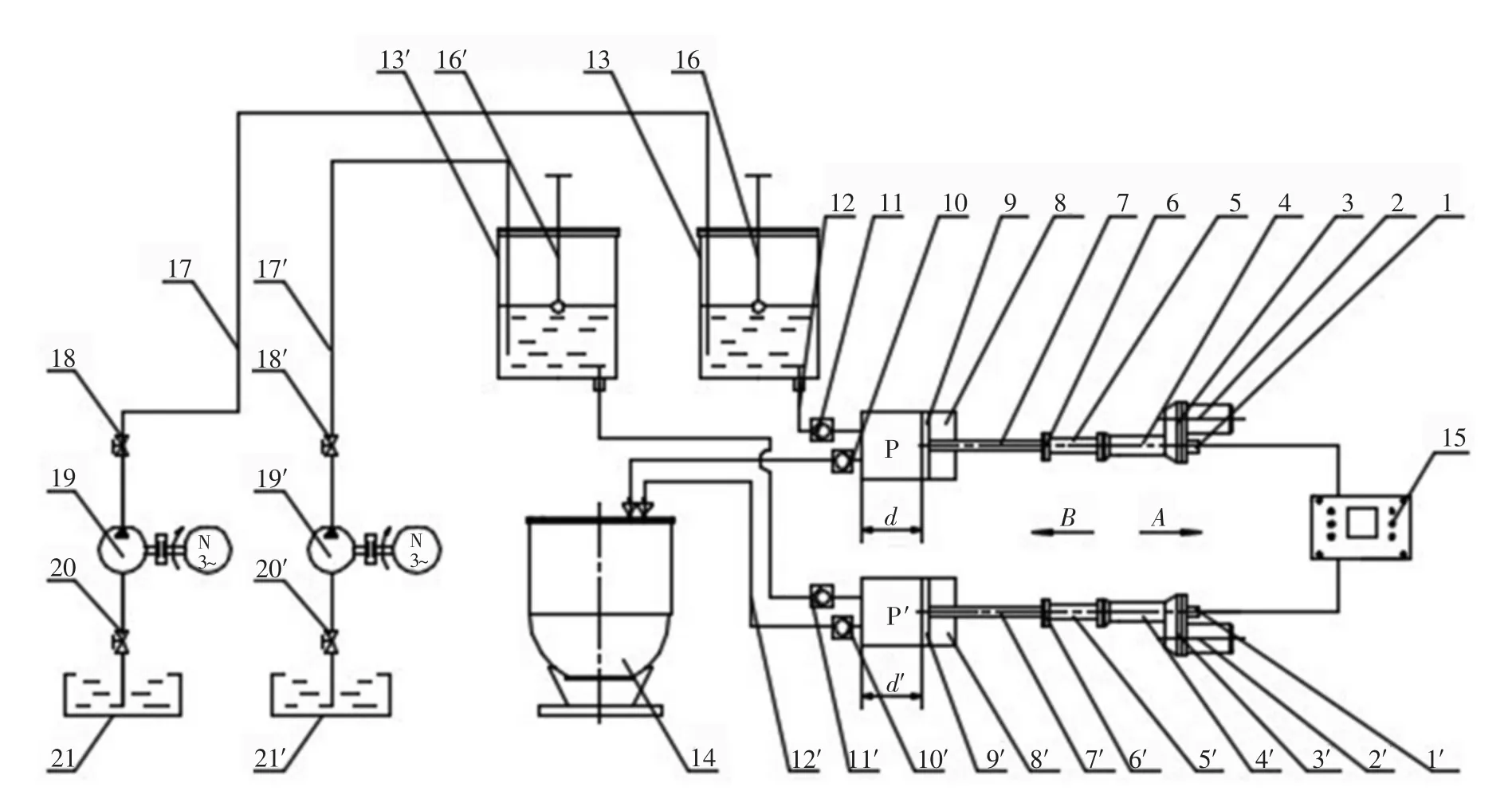
圖1 注射式雙組份樹脂定量裝置機構示意圖
Ⅱ組份定量裝置的結構以及樹脂抽吸、注射步驟與Ⅰ組份定量裝置相似。該混砂系統采用兩套定量裝置是為了能同步將Ⅰ組份、Ⅱ組份注入混砂機14 進行充分混合,該形式可節省樹脂注入的時間、提高生產效率,同時可有效地避免樹脂在混砂前的固化。
2 注射式樹脂定量裝置的工作過程及原理
雙組份自動加入過程:當樹脂罐13 內的浮子液位計16 顯示低液位時,打開截止閥a18、截止閥b20,樹脂加入泵19 開始工作,使樹脂桶21 內的Ⅰ組份通過樹脂加入管道17 加入樹脂罐13 內,當液位達到要求時,樹脂加入泵19 停止工作,關閉截止閥a18、截止閥b20,完成本次Ⅰ組份的加入;樹脂罐13′的Ⅱ組份加入步驟同上。
雙組份自動定量供應過程:驅動電機2 轉動,經減速箱3 減速后,由編碼器1 計數,驅動電動螺旋推桿4、伸縮桿5、聯接體6、定量缸桿7 以及活塞9 一同往復移動,使定量缸8 內腔體P 的體積發生變化,以此進行樹脂的抽吸和注射。當沿抽吸運動方向A 移動時,單向閥b11 打開,Ⅰ組份由樹脂定量管道12 從樹脂罐13 經過單向閥b11 流入定量缸,流入量的大小由控制系統將編碼器的脈沖數轉換為位移量,再折算為滿腔體P 的體積,以此為定量依據。當活塞行程達到d 時,Ⅰ組份在腔體P 的容量達到設定量時,單向閥a10 打開,活塞9 等附件沿注射運動方向B 移動,Ⅰ組份由樹脂定量管道12 從定量缸8 經過單向閥a10 供給于混砂機14;與此同時,驅動電機2′、編碼器1′ 和減速箱3′ 在電控系統的控制下,驅動電動螺旋推桿4′、伸縮桿5′、聯接體6′、定量缸桿7′ 以及活塞9′在定量缸8′ 內按制定行程往復移動,當沿抽吸運動方向A 移動時,單向閥d11′ 打開,Ⅱ組份由樹脂定量管道12′ 從樹脂罐13′ 經過單向閥d11 流入定量缸,當活塞行程達到d′ 時,Ⅱ組份在腔體P′ 的容量達到設定量時,單向閥c10′ 打開,活塞9′ 等附件沿注射運動方向B 移動,Ⅱ組份由樹脂定量管道12′從定量缸8′經過單向閥c10′供給于混砂機14;當Ⅰ組份、Ⅱ組份注入完成后,開始在混砂機14 內混合。
3 結論
針對在實際生產中樹脂定量精度不夠、穩定性差的問題,本文設計了一種雙組份樹脂定量裝置:通過采用編碼器,將編碼器的脈沖信號轉換為位移量來控制容積的定量方式,解決了鑄造樹脂類等流體控制精度低的問題,從而減少樹脂的浪費,降低了鑄造砂芯的廢品率,提高了砂芯的質量穩定性;同時編碼器安裝、維護、損耗成本低,使用壽命長;設計的注射式加料方式,通過電控系統控制單次注射時間,解決了樹脂加入不穩定的問題;設置的單向閥能實現在本周期供應結束后樹脂定量管道自動關閉,避免了樹脂與空氣接觸而造成的空氣管道內樹脂硬化。該裝置定量精確、運行可靠、自動化程度高、調節方便,已在本單位應用且運行良好,可推廣應用。