直埋熱水管道接頭工藝及保溫施工標準化規定
2023-02-10 02:53:56蔡春雷梁京濤訾大鵬李登功王昱心胡皓青
煤氣與熱力 2023年1期
關鍵詞:工藝
蔡春雷,梁京濤,訾大鵬,李登功,王昱心,胡皓青
(1.煙臺市數字化城市管理服務中心,山東 煙臺 264000; 2.中國市政工程華北設計研究總院有限公司 第六設計研究院,天津 300381; 3.泰安市泰山城區熱力有限公司,山東 泰安 271000; 4.大眾報業(大眾日報社)集團工程維修部,山東 濟南 250014)
1 概述
2017—2021年,北方地區新建供熱管網8.4×104km。其中,新建供熱一級管網、二級管網各4.2×104km。完成供熱管網改造里程5×104km。其中,改造供熱一級管網1.6×104km、二級管網3.4×104km。2017—2021年,北方地區新建智能化熱力站2.2×104座,改造1.4×104座。
受接頭材料和施工水平影響,接頭質量一直是直埋熱水管道的薄弱環節[1-3]。由于接頭不嚴密,地下水進入保溫層,在供熱介質的加熱下使聚氨酯碳化,易導致工作管腐蝕泄漏[3]。因此,需要給予接頭質量足夠重視。
對直埋熱水管道接頭工藝及保溫施工有詳細規定的標準主要有GB/T 38585—2020《城鎮供熱直埋管道接頭保溫技術條件》、CJJ 28—2014《城鎮供熱管網工程施工及驗收規范》、T/CDHA 504—2021《長輸供熱熱水管網技術標準》、T/CDHA 501—2019《城鎮供熱直埋保溫塑料管道技術標準》。本文對標準關于直埋熱水管道(直管)接頭工藝及保溫施工的規定進行介紹和解讀。為便于理解,筆者并未直接轉述標準原文,而是對標準原文進行消化理解并統一了科技名詞。
2 接頭工藝結構
GB/T 38585—2020規定接頭工藝包括熱縮帶式接頭、電熔焊式接頭、熱收縮式接頭、雙(多)層密封式接頭。
① 熱縮帶式接頭
由接頭外護層(高密度聚乙烯)、熱縮帶、保溫層組成的接頭形式,接頭結構見圖1。圖1~4中的尺寸(數值單位為mm)是根據工程實踐結合GB/T 38585—2020規定給出的最小尺寸,以DN 1 400 mm直埋熱水管道為例。
通過火焰加熱接頭外護層與保溫管(指預制直埋保溫管)外護層搭接位置的熱縮帶,使熱縮帶熱熔膠層熔融,在起到密封和防水作用的同時,可以吸收直埋熱水管道的軸向熱位移。
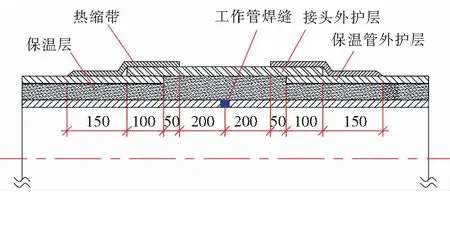
圖1 熱縮帶式接頭結構
② 電熔焊式接頭
由電熱熔套(將預埋有電加熱絲的接頭外護層稱為電熱熔套)、保溫層組成的接頭形式,接頭結構見圖2。電熔焊式接頭工藝通過專用可控溫塑料焊接設備加熱預埋在接頭外護層內的電加熱絲,并施加一定壓力,使電熱熔套與保溫管外護層融為一體。

圖2 電熔焊式接頭結構
③ 熱收縮式接頭
由熱收縮套袖、密封膠及保溫層組成的接頭形式,接頭結構見圖3。施工時,將與熱收縮套袖搭接的保溫管外護層表面打磨至表面粗糙,去除表面氧化層,使用酒精將打磨處擦拭、清理干凈。對熱收縮套袖加熱時應控制火焰強度,連續、均勻加熱熱收縮套袖。熱收縮套袖被加熱后,通過施加一定壓力,將密封膠安裝在保溫管外護層與熱收縮套袖的接口位置。
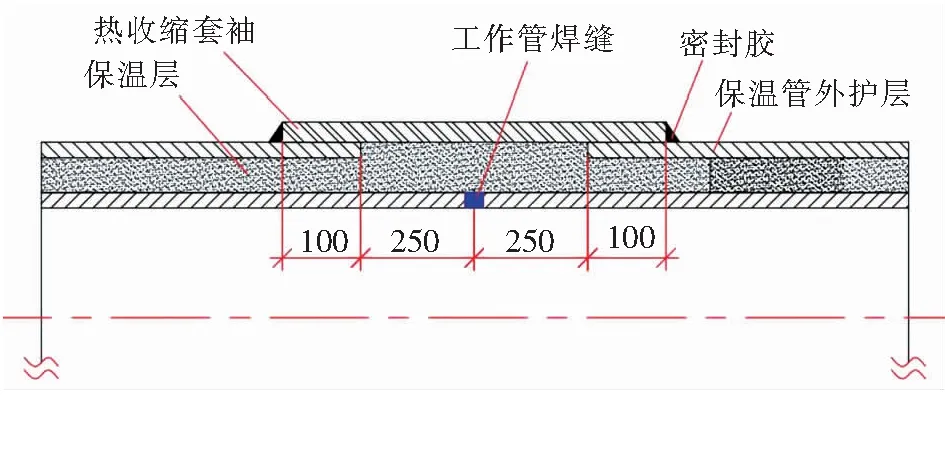
圖3 熱收縮式接頭結構
④ 雙(多)層密封式接頭
兩種或兩種以上密封系統先后安裝在同一接頭上,彼此相互獨立、分別起作用、互不影響的接頭結構形式。聯合熱縮帶式接頭工藝、電熔焊式接頭工藝、熱收縮式接頭工藝的多層密封式接頭結構見圖4。
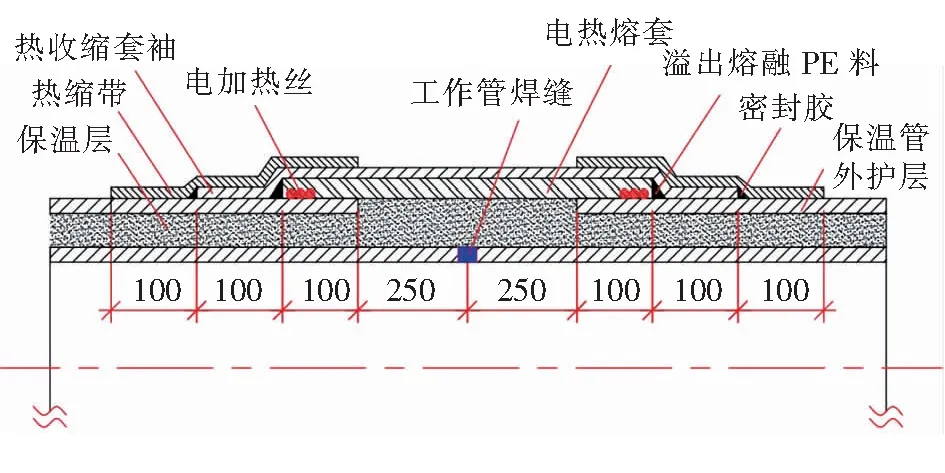
圖4 多層密封式接頭結構
3 接頭工藝適用條件
根據管徑、管網工況條件,GB/T 38585—2020第4.2.1條規定了不同接頭工藝的適用條件,見表1。T/CDHA 504—2021第8.5.3條規定了長輸熱網應采用雙層密封式接頭。

表1 不同接頭工藝的適用條件
解讀:
① 對于敷設在地下水位低、土壤干燥等環境的直埋熱水管道,接頭工藝通常采用單層密封形式即可滿足嚴密性要求。
a.對于小管徑(DN≤200 mm)直埋熱水管道,由于保溫管外護層比較薄,若采用電熔焊式接頭,易將保溫管外護層焊透,因此應采用熱縮帶式接頭工藝、熱收縮式接頭工藝。
b.與熱縮帶式接頭工藝、熱收縮式接頭工藝相比,電熔焊式接頭工藝的嚴密性更好。大管徑(DN≥500 mm)直埋熱水管道的供熱范圍大,重要程度高,為保證工程質量,應采用電熔焊式接頭工藝。
c.對于中等管徑(200 mm ② 對于中等管徑(200 mm ③ 對于長輸熱網、敷設于地下水位高等特殊環境以及穿越河流、水渠、鐵路的直埋熱水管道,由于管網等級高或者敷設環境比較惡劣,應采用雙(多)層密封式接頭,以起到多層密封保護作用。 ① 保溫結構、材質、厚度 GB/T 38585—2020第5.1.2、5.1.3條規定,對于熱縮帶式接頭、電熔焊式接頭、熱收縮式接頭,接頭保溫結構應與保溫管一致,保溫材料及外護管的性能不應低于保溫管。接頭保溫結構的預期壽命、長期耐溫性不應低于保溫管。第5.1.7條規定,熱收縮套袖應采用交聯形式,且應采用PE80級及以上聚乙烯原料。 T/CDHA 504—2021第8.5.2條規定,接頭的保溫結構、保溫材料材質、保溫層厚度及外護層材質等應與保溫管相同。接頭的保溫層應與相接的保溫管保溫層銜接緊密,不得有縫隙。 T/CDHA 501—2019第5.6.2條第2款規定,接頭保溫材料材質、保溫層厚度應與保溫管保溫層相同。 解讀:標準對接頭保溫結構、材質、保溫層厚度的規定,目的是保證接頭的保溫、防水、預期壽命、長期耐溫性等性能不低于保溫管。 ② 接頭力學性能 GB/T 38585—2020第5.1.5、5.1.6條規定,接頭應能整體承受管道產生熱位移時產生的軸向力、徑向力、彎矩。 解讀:該條款是為了保證接頭在直埋熱水管道產生熱位移時不被破壞。 ③ 剝離強度 GB/T 38585—2020第6.1.2.1條規定,熱縮帶與接頭外護層、保溫管外護層間的剝離強度(從寬度為10 mm的接觸面進行剝離時所需要的最大力)不應小于60 N。 解讀:該條規定了熱縮帶與接頭外護層、保溫管外護層的粘結力,確保直埋熱水管道產生軸向熱位移時熱縮帶不被輕易剝離,以保證接頭嚴密性。 ④ 熔體質量流動速率 GB/T 38585—2020第6.1.2.2條規定,在190 ℃的熔融溫度下,熔指測試儀加載5 kg的負荷,測試10 min后,電熱熔套熔體質量與保溫管外護層熔體質量之差不應大于0.5 g,即二者熔體質量流動速率之差小于0.05 g/min。 解讀:該條款為確保電熱熔套與保溫管外護層的熔體質量流動速率保持基本一致,使二者容易熔融焊接為一體,保證焊接接口嚴密性。 ① 防潮 GB/T 38585—2020第5.2.2條規定,現場加工過程中應對保溫管的保溫層端面采取防潮措施,且應在溝內無積水、非雨天的條件下進行作業。當因雨水、受潮、結露而導致保溫層潮濕時,應進行加熱烘干處理或清除潮濕保溫材料后方可加工。接頭應整體密封防水。 T/CDHA 501—2019第5.6.2條第3款規定,施工過程中應對保溫管的保溫層端面采取防潮措施,若保溫管保溫層被水浸泡,應清除被浸泡的保溫材料方可進行接頭保溫施工。 解讀:浸濕的保溫材料若不清除,在管網運行過程中,殘留在保溫層中的水在高溫作用下易導致聚氨酯碳化,并破壞接頭嚴密性。 ② 搭接長度 GB/T 38585—2020第5.5.1.1條規定,對于熱縮帶式接頭,接頭外護層兩端與保溫管外護層表面的搭接長度應一致,單側搭接長度不應小于100 mm,兩端搭接長度之差不應大于20 mm。 熱縮帶寬度及其與外護層(接頭外護層、保溫管外護層)搭接長度應符合GB/T 38585—2020表2的規定,見表2。 表2 熱縮帶寬度及其與外護層搭接長度 T/CDHA 501—2019第5.6.2條第4款規定,對于熱縮帶式接頭、電熔焊式接頭、熱收縮式接頭,接頭外護層與保溫管外護層搭接長度不小于100 mm。 解讀:接頭外護層與保溫管外護層的搭接長度不應小于100 mm,以保證接頭外護層的強度及嚴密性。 ③ 搭接處清潔程度 GB/T 38585—2020第5.5.1.1條規定,對于熱縮帶式接頭、熱收縮式接頭,搭接處保溫管外護層、接頭外護層表面應打磨至表面粗糙,去除表面氧化層,并應使用酒精將打磨處擦拭、清理干凈。處理過程中應采取防火措施。 T/CDHA 501—2019第5.6.2條第4款規定,對于熱縮帶式接頭、電熔焊式接頭、熱收縮式接頭,接頭外護管與保溫管外護層表面應清潔干燥。 解讀:只有保證搭接處的清潔,才能保證接頭的嚴密性。 ④ 環境溫度 GB/T 38585—2020第5.2.3條規定,對于熱縮帶式接頭、電熔焊式接頭、熱收縮式接頭,使用聚氨酯發泡時,環境溫度宜為25 ℃,且不應低于10 ℃,接頭外護層表面溫度不應超過50 ℃。聚氨酯原料的溫度宜控制在20~40 ℃。 T/CDHA 501—2019第5.6.2條第1款規定,對于熱縮帶式接頭、電熔焊式接頭、熱收縮式接頭,使用聚氨酯發泡時,環境溫度宜為25 ℃,且不應小于10 ℃。 解讀:接頭保溫發泡質量易受低環境溫度影響,因此應盡量避開冬季施工。不能避免時,在接頭發泡前,應對工作管、外護層表面及發泡原料加熱后,在保溫狀態下進行發泡。 以下條款均適用于熱縮帶式接頭、電熔焊式接頭、熱收縮式接頭。 CJJ 28—2014第5.4.16條規定,接頭外護層安裝完成后,必須全部進行氣密性檢驗并應合格。氣密性檢驗應在接頭外護層冷卻到40 ℃以下進行。氣密性檢驗的壓力應為0.02 MPa,保壓時間不應短于2 min,壓力穩定后應采用涂肥皂水的方法檢查,無氣泡為合格。 GB/T 38585—2020第6.1.3條規定,接頭外護層應嚴密,能抵御外界水的進入。接頭在保溫前應進行氣密性檢驗,且應在接頭外護層冷卻到40 ℃以下進行。氣密性檢驗的壓力應為0.02 MPa,保壓時間不應短于2 min,不漏氣為合格。 T/CDHA 501—2019第5.6.3條規定,接頭外護層連接完畢且發泡前應進行100%氣密性檢驗。 解讀:接頭質量對管網質量及壽命至關重要。若不能保證接頭嚴密,水進入接頭后,伴隨管網高溫運行易導致聚氨酯碳化失效,破壞保溫管的整體式結構。因此,接頭必須進行100%氣密性檢驗。 相關標準對直埋熱水管道接頭工藝及保溫施工進行了重點要求,涵蓋接頭工藝、接頭工藝適用條件、接頭性能要求、接頭保溫施工要求、接頭氣密性檢驗等,對確保管網安全運行、提高供熱系統節能減排效益具有重要意義。4 接頭性能要求
5 接頭保溫施工要求

6 接頭氣密性檢驗
7 結語
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32礦產綜合利用(2020年1期)2020-07-24 08:50:40山東冶金(2019年6期)2020-01-06 07:45:54收藏界(2019年2期)2019-10-12 08:26:06世界農藥(2019年2期)2019-07-13 05:55:12世界農藥(2019年2期)2019-07-13 05:55:10模具制造(2019年3期)2019-06-06 02:11:00山東工業技術(2016年15期)2016-12-01 05:30:59銅業工程(2015年4期)2015-12-29 02:48:39新疆鋼鐵(2015年3期)2015-11-08 01:59:52
