基于斜角切削理論的鈦合金螺旋銑孔切削力建模
2023-02-17 14:54:10王海艷周秩同付麒麟
中國機械工程 2023年2期
關鍵詞:模型
王海艷 周秩同 武 曄 付麒麟
東北大學秦皇島分校控制工程學院,河北,066000
0 引言
鈦合金因密度小、強度高、耐腐蝕、耐高溫等優良特性,常作為航空航天等領域的結構零件或功能零件材料[1]。制孔是結構部件組裝前重要的加工操作,但存在軸向力大、散熱條件差、制孔質量差等缺點[2-3]。螺旋銑孔作為一種新型制孔加工技術,具有軸向力小、制孔質量高、切削區域不封閉易于排屑和散熱、刀具壽命長等優勢[4-5]。
切削力建模是預測刀具磨損斷裂、機床振動、切削參數優化和表面質量的基礎[6],目前的研究中主要采用機械或者力學方法構建切削力模型。李士鵬等[7]研究了切削力和刀具撓曲變形的耦合關系,考慮刀具受力變形規律,構建了基于切削厚度迭代反饋的切削力預測模型。LIU等[8]提出了螺旋銑孔時域切削力模型,研究了切削力與主軸速度、切削深度及銑刀幾何形狀之間的關系。REY等[9]考慮螺旋銑孔切削機理和刀具幾何形狀,構建了基于瞬時切屑厚度的切削力模型,并通過螺旋銑孔試驗驗證了模型的準確性。上述研究均以切削參數為變量,目前針對加工過程中內部物理變量(如剪切角、摩擦角、剪切應力等)變化的研究較少。
切削力模型含有待求的切削力系數,因此準確識別和優化模型中的切削力系數非常關鍵[10]。現有的研究中,辨識切削力系數的方法有:平均力法、斜角切削法、瞬時力法、優化技術法。王博等[11]運用了平均力系數法識別球頭銑刀多軸銑削加工的銑削力系數。SRINIVASA等[12]基于低碳鋼工件的材料特性和斜角切削原理,分別采用迭代算法、最小能量原理、JC模型確定了摩擦角、剪切角、剪切應力等參數,構建了微細端面銑削切削力預測模型。LUO等[13]開展了3組直線端銑試驗,將剪應力、剪切角、摩擦角標定為瞬時未變形切屑厚度的雙指數函數,利用斜角切削力系數識別公式求解切削力,試驗結果表明切削力的仿真能夠較好地擬合試驗值。WANG等[14]構建了螺旋銑孔過程中的線性和非線性切削力模型,并采用瞬時力法和平均力法識別了切削力系數。ADEM等[15]采用優化技術法,通過最小化切削力的試驗和預測值的誤差來確定切削力系數。
上述求解切削力系數的方法仍然依靠大量的切削試驗,利用少量切削試驗得到切削力系數的研究較少。因此本文基于螺旋銑孔切削原理,建立了鈦合金螺旋銑孔過程的切削力解析模型;開展銑槽試驗來標定剪切角、摩擦角、剪切應力,采用斜角切削法求解側刃六個切削力系數;開展了鈦合金螺旋銑孔試驗,并采用數據擬合法求解底刃兩個切削力系數,切削力仿真值與試驗值的對比驗證了模型的準確性。
1 螺旋銑孔工作原理
螺旋銑孔過程如圖1所示,刀具在自轉的同時圍繞孔中心公轉,并且保持軸向進給,即刀具在自轉的同時沿著螺旋線運動。因此,通過改變刀具的偏心距,可以方便地改變孔的加工直徑。

圖1 螺旋銑孔過程示意圖Fig.1 Schematic of helical milling process
螺旋銑孔過程中的主要切削參數有刀具自轉速度、公轉速度、軸向進給速度、中心進給速度。假設刀具直徑為D1,被加工孔直徑為D2,主軸自轉速度為n1,公轉速度為n2,則有
(1)
式中,ω1為刀具自轉角速度;ω2為刀具公轉角速度。
刀具運動時,設某時間間隔內的自轉角度為ξ,公轉角度為θ,則有
(2)
式中,ξ0為刀具的初始自轉角度;θ0為刀具的初始公轉角度;t為運動時間。
刀具中心進給速度為
vo=π(D2-D1)n2
(3)
若刀具齒數為N,則刀具中心的每齒進給量為
(4)
2 切削力建模
螺旋銑孔加工過程中,刀具同時完成自轉、公轉和軸向進給三種運動,總的切削力是側刃和底刃產生的切削力之和:
F(t)=Fc(t)+Fd(t)
(5)
式中,Fc(t)為側刃產生的切削力;Fd(t)為底刃產生的切削力。
2.1 側刃切削力
在螺旋銑孔過程中,刀具中心始終與被加工孔中心不重合,為方便構建切削力模型,建立工件坐標系OaXaYaZa、刀具坐標系ObXbYbZb,如圖1所示。
用半解析法建立切削力模型,假設P點位于第k個切削刃上,P點的軸向高度為z,首先采用微分幾何的方法將刀具離散成若干沿軸向分布的微元,然后對每個微元進行分析,分別建立切向、徑向和軸向的微元切削力:
(6)
hk(ξ,z)=sosinξk(t)
(7)
(8)
式中,Ktc、Krc、Kac分別為與材料剪切作用相關的切向、徑向和軸向的剪切力系數;Kte、Kre、Kae分別為與刀刃摩擦相關的切向、徑向和軸向的刃口力系數;dS為離散化的切削弧長,隨高度z變化;dz為微元軸向切深;hk(ξ,z)為任意時刻側刃切削的未變形切屑厚度;ξ1(t)為刀具在初始時刻的自轉角度;so為刀具每齒進給量;ξk(t)為刀具在任意時刻的自轉角度;i為刀具螺旋角。
2.2 底刃切削力
螺旋銑孔過程中,底刃產生的軸向力比較大、切向力和徑向力很微小(可忽略不計)[16],假設由于底刃切削影響的軸向力增加量為Fd(t),則有
Fd(t)=(Kdcsz+Kde)D1/2
(9)
其中,sz為刀具的軸向每齒進給量;Kdc、Kde為與底刃有關的切削力系數,可通過對螺旋銑孔試驗所測平均軸向力線性擬合獲得。
3 斜角切削幾何參數的約束
立銑刀側刃的切削屬于斜角切削,斜角切削中的傾斜角等于立銑刀的螺旋角[17]。螺旋銑孔過程中的微元刃切削狀態如圖2所示。
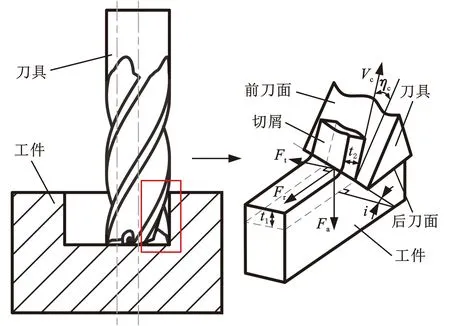
圖2 斜角切削原理圖Fig.2 Schematic of oblique cutting
在工作法平面參考系中,剪切力系數修正為[13]
(10)
(11)
(12)
(13)
Kte、Kre、Kae可從文獻[12]的解析模型中估計:
Kte=reτ(2βn/cosβn+πsinβntanβn)
(14)
(15)
Kae=Ktesini
(16)
式中,αn為法向前角;βn為法向摩擦角;φn為法向剪切角;τ為剪切應力;ηc為切屑流動角;re為刀具刃口半徑。
根據Stabler提出的排屑法則,切屑流動角ηc等于傾斜角i[13]。
斜角切削過程中產生了很多空間角度,如圖3a所示,引入X、Y、Z軸,切削刃平行于Y軸,垂直于OXZ面。X軸與刀具和工件運動方向夾角為i,剪切面與生成面夾角為φn。斜角切削中,切屑流動方向與切削刃垂直方向的夾角為ηc,法向前角αn在正交平面中測量。另外,為了清楚地顯示斜角切削過程,假設切屑沒有卷曲的趨勢,令切屑被切削前后的厚度比值t1/t2=gt,當gt和αn已知時,法向剪切角可通過下式獲得:
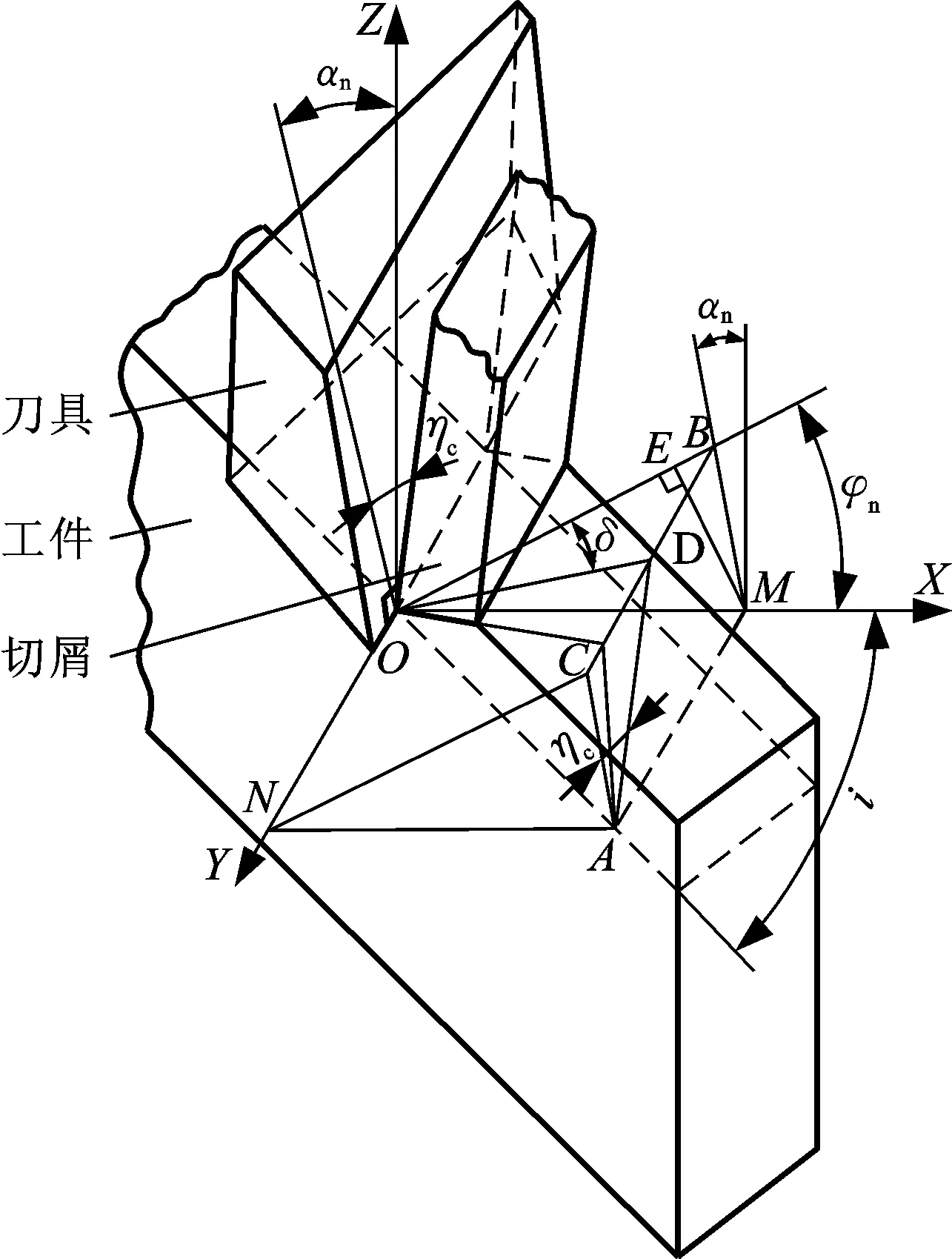
(a)斜角切削的幾何關系

(b)斜角切削的力關系圖3 斜角切削過程Fig.3 Oblique cutting process
(17)
斜角切削中,剪切方向與切削刃的垂線方向夾角為δ。由圖3a可得ηc與δ的關系:
一天,我正茫然走在大街上時,突然看到了小滿。我正要喊她時,不知為什么,小滿突然全身著起了火。火勢在小滿的周身上下蔓延著,小滿被燒得在地上痛苦地翻滾……不一會兒,傷痕累累的小滿被一輛救護車載著呼嘯而去。
(18)
(19)
式中,σ為輔助角度;Fx、Fz分別為X向、Z向的切削力。
摩擦因數為
(20)
摩擦力為
(21)
式中,Fy為Y向的切削力。
剪切力為
(22)
剪切面的剪切應力τ等于金屬的平均剪切強度,即有
(23)
式中,A0為切屑的橫截面積,A0=t1w;w為刀具切削刃寬度。
4 試驗與分析
為驗證切削力模型的有效性,首先進行切削力系數標定試驗,然后進行鈦合金全因子螺旋銑孔試驗。試驗在五軸加工中心DMU80T上進行,工件材料為鈦合金。刀具為四刃專用立銑刀,基體材料為鎢鋼,涂層材料為 TiAlN,直徑為6 mm,螺旋角為30°,前角為5°。切削過程中,Kistler-9257B測力儀采集三向切削力數據,采樣頻率為10 kHz。
4.1 標定試驗
在固定的切削深度ap為2 mm、切削寬度b為6 mm、主軸轉速n1為3000 r/min,以及不同的每齒進給量so(0.05 mm、0.06 mm、0.08 mm)下進行3組銑槽切削試驗。
槽和切屑如圖4所示,用千分尺測量切屑厚度,并將10個切屑厚度的平均值作為試驗結果。已知切屑厚度比值gt、Fx、Fy、Fz,根據式(17)~式(23)可解得摩擦角、剪切角、剪切應力等切削參數,將上述參數代入式(10)~式(16),可求得的切削力系數Ktc=1897.4 N/mm2、Krc=67.78 N/mm2、Kac=435.94 N/mm2、Kte=2.90 N/mm、Kre=2.26 N/mm、Kae=1.45 N/mm。
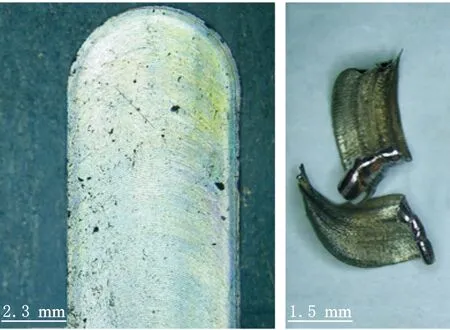
(a)槽 (b)切屑圖4 槽和切屑Fig.4 Groove and chip pictures
4.2 鈦合金螺旋銑孔試驗
為計算底刃切削力系數和驗證力預測模型的準確性,開展螺旋銑孔試驗。試驗采用微量潤滑,銑削方式為順銑,工件、刀具及試驗布置如圖5所示,試驗中選擇的切削參數如表1所示。
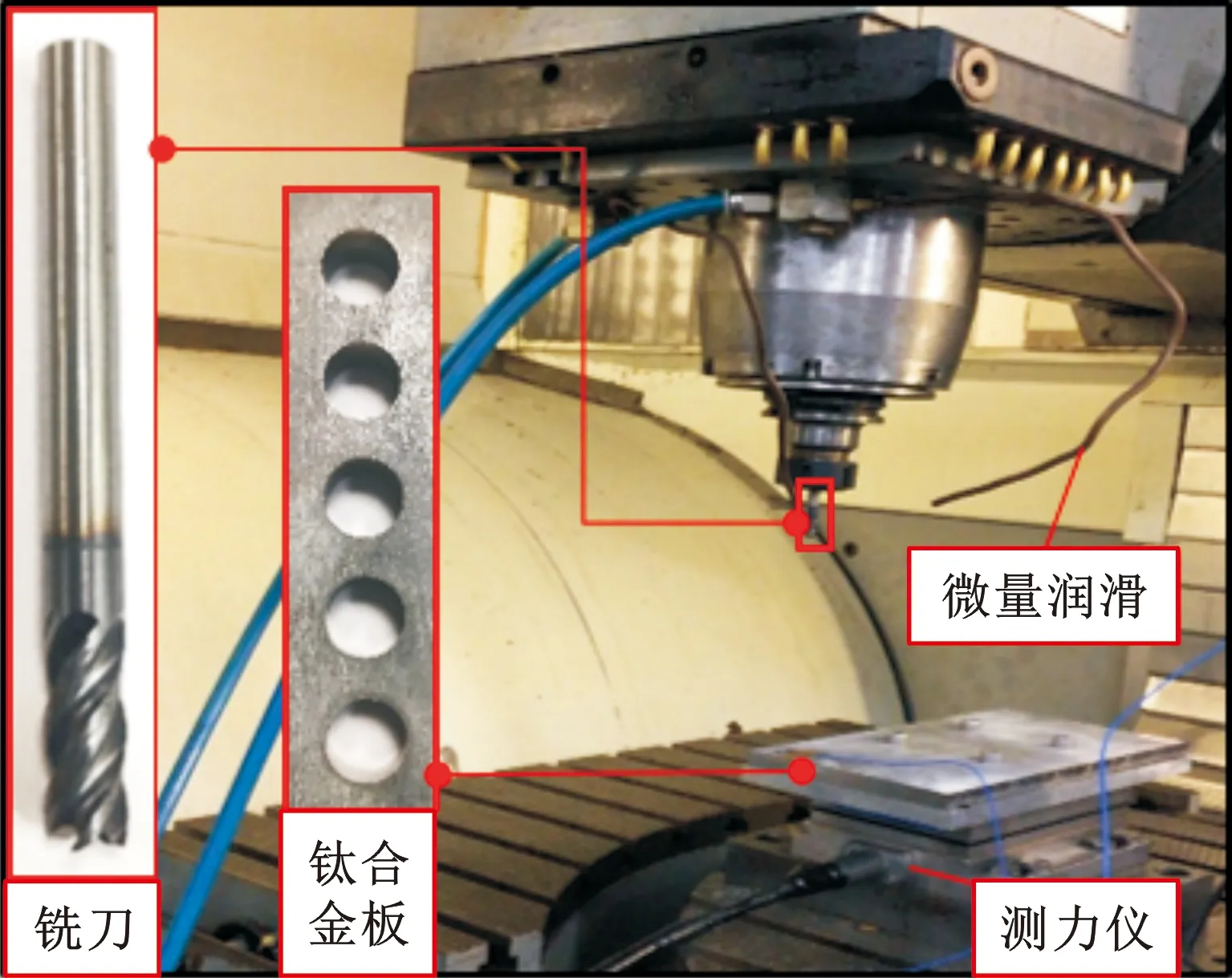
圖5 試驗裝置Fig.5 Experimental setup
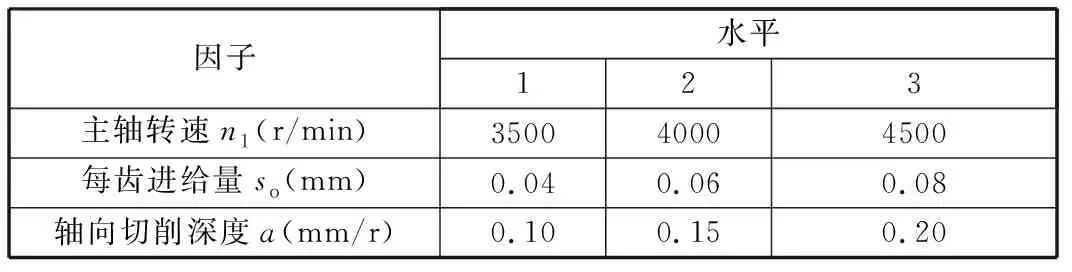
表1 全因子試驗數據Tab.1 Full factor experimental data
4.3 試驗結果與分析
對鈦合金螺旋銑孔切削力進行處理,將得到的軸向切削力平均值代入式(9),求得與底刃有關的切削力系數Kdc=8985.43 N/mm2和Kde=6.5462 N/mm,從而到全部的切削力系數,進而預測切削力。
在收集切削力信號的過程中,由于噪聲等外界干擾,采集到的信號比較雜亂,所以使用135 Hz低通濾波器對全局切削力信號進行濾波。圖6a所示為主軸轉速4500 r/min、刀具中心每齒進給量0.04 mm、軸向切削深度0.2 mm/r條件下低通濾波后的三向切削力,圖6b為其在40~42 s的局部放大圖。
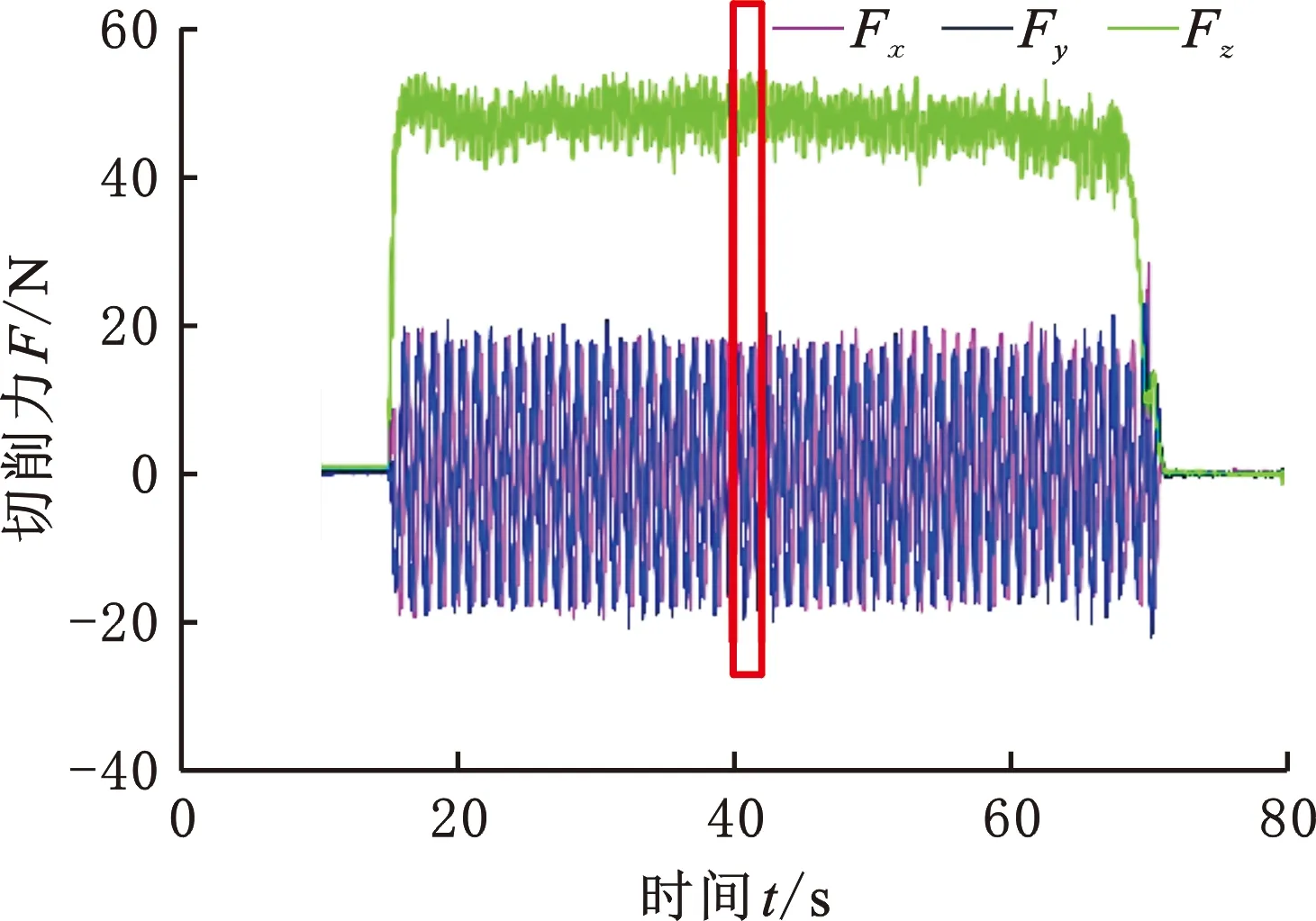
(a)全局切削力
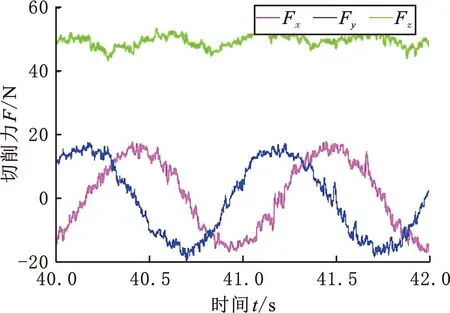
(b)40~42 s切削力圖6 低通濾波后的切削力Fig.6 Cutting forces after low-pass filtering
由圖6b可以看出,Fx、Fy波動周期相近,且波動很大;Fz處于無周期波動的狀態,且其平均值遠大于Fx、Fy的平均值。為準確擬合出切削力的極值,將40~42 s內的切削力作為分析依據。
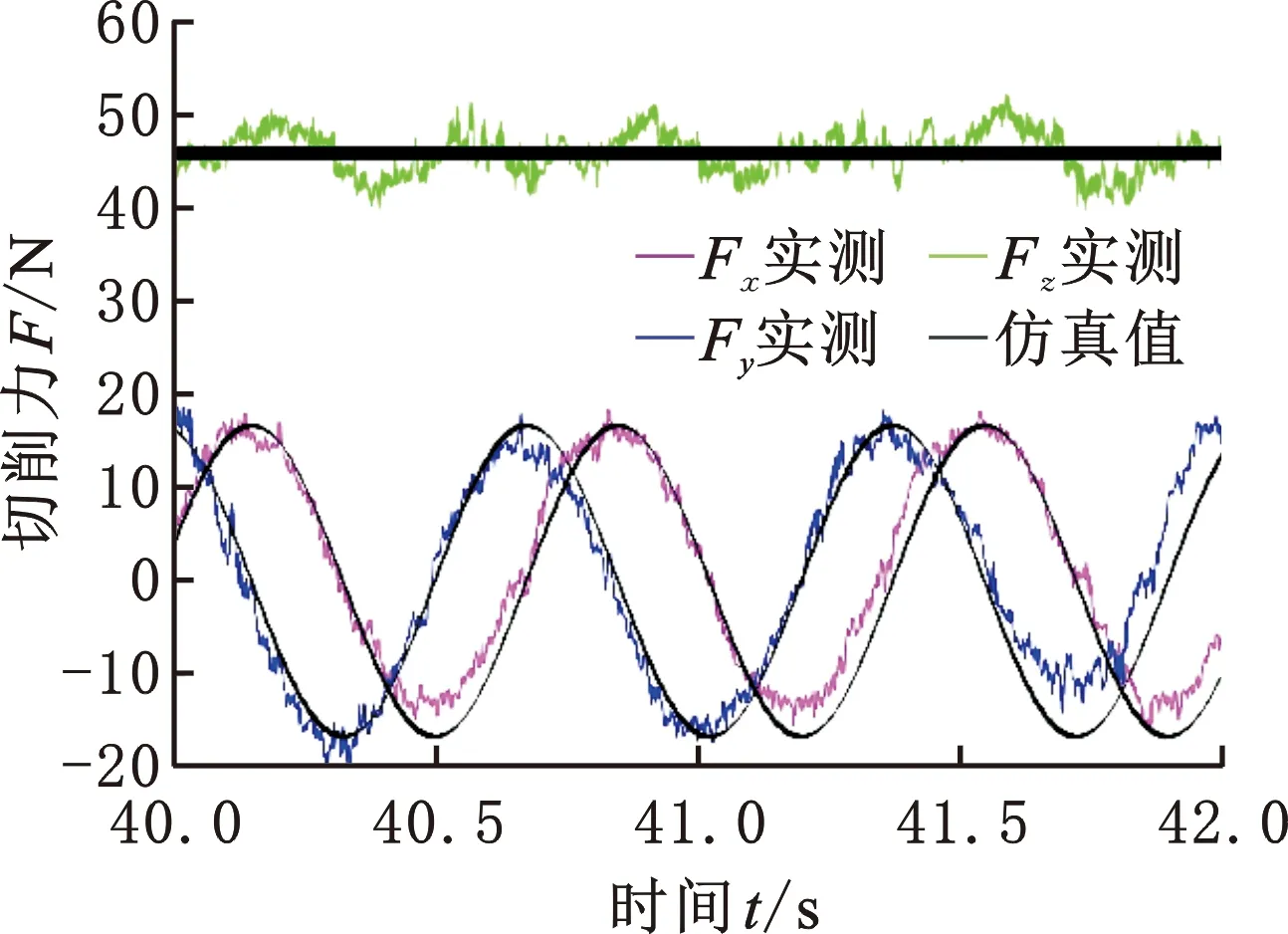
通過標定試驗識別出側刃的6個切削力系數,通過平均切削力擬合的方法識別出底刃的2個切削力系數,將這8個切削力系數代入全局工件坐標系的切削力模型,計算得到切削力的仿真預測值。將低通濾波后的切削力試驗值與仿真預測值繪于同一張圖內,使兩者的初始相位相同,如圖7所示。
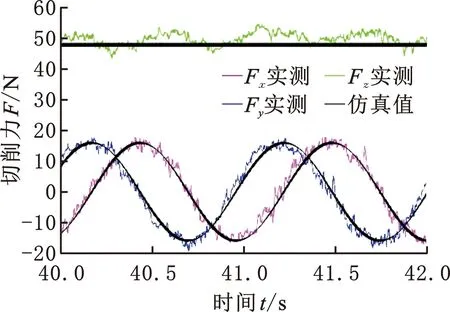
(a)4500 r/min,0.04 mm,0.2 mm/r
(b)4500 r/min,0.06 mm,0.15 mm/r
(c)4000 r/min,0.06 mm,0.1 mm/r
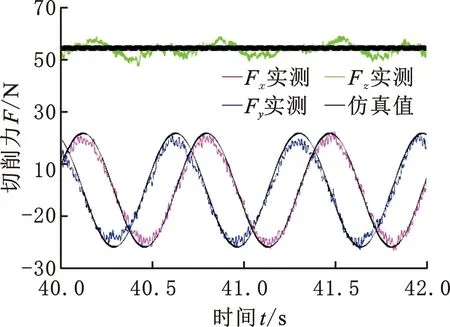
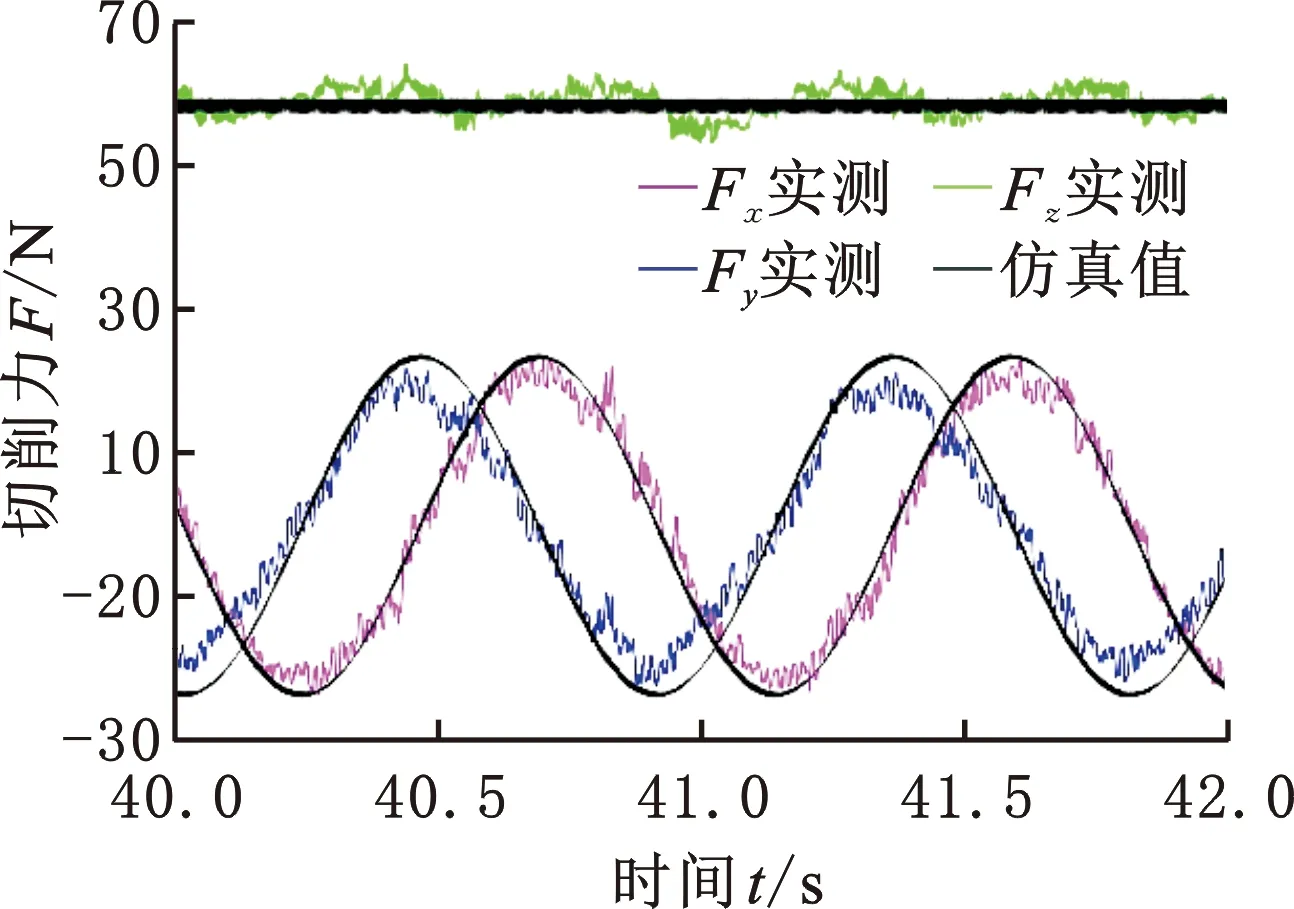
(d)3500 r/min,0.08 mm,0.15 mm/r圖7 仿真力與試驗力Fig.7 Forces of simulation and experiment
從切削力對比結果可以得出,不同切削參數條件下,雖然切削力的仿真值與試驗值存在一定的偏差,但是仿真值能捕捉切削力的變化,實時反映切削力的變化,其中,Fx、Fy擬合精度較高,Fz擬合效果不太好。為進一步研究兩者之間的偏差大小,根據圖7計算出切削力仿真值和試驗值的最大值誤差,結果如表2所示。其中,最大誤差14.16%對應圖7a,最小誤差3.15%對應圖7d,平均誤差為9.55%。產生誤差的因素如下:測量過程中存在小幅的干擾信號、刀具的制造精度、切削振動、測力系統零點漂移等。總體來看,仿真的切削力基本準確擬合了切削力的變化。
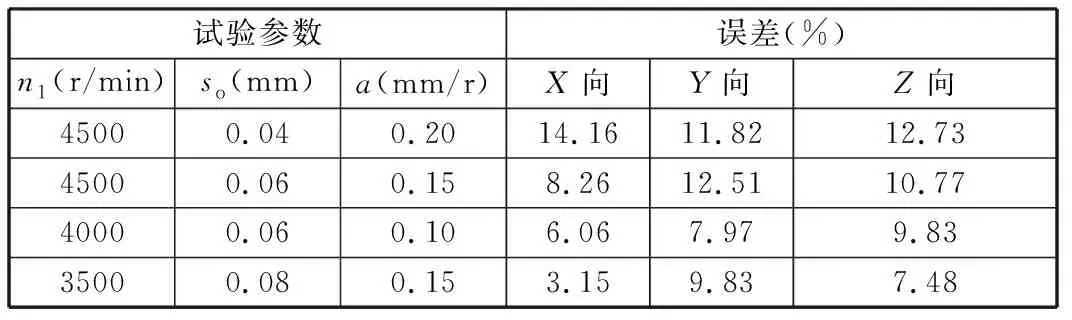
表2 切削力仿真值與試驗值的誤差Tab.2 Errors between simulation and experimental forces
5 結論
(1)本文從螺旋銑孔工作原理和運動向量出發,考慮側刃和底刃的作用,建立了鈦合金螺旋銑孔切削力的解析模型。
(2)基于斜角切削中幾何參數的關系,構建了摩擦角、剪切角、剪切應力的約束方程,開展了鈦合金單因素銑槽試驗,確定了以上參數并求解出側刃的切削力系數。基于鈦合金螺旋銑孔的試驗結果,通過數據擬合的方法預測了底刃的切削力系數。
(3)基于辨識出的8個切削力系數,預測不同切削參數下切削力變化情況。結果表明,仿真結果和試驗結果具有較好的一致性,驗證了斜角切削系數辨識方法的正確性和切削力模型的可靠性。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19