電流脈沖頻率對TIG電弧形態及壓力的影響研究
2023-02-17 02:37:30王宇霄蔣玉霞李長青
電焊機 2023年1期
王宇霄 ,蔣玉霞,徐 磊,李長青
1.西華大學 材料科學與工程學院,四川 成都 610039
2.成都中車長客軌道車輛有限公司,四川 成都 611430
0 前言
隨著管道運輸、壓力容器的大規模應用,高性能厚板的需求量日益增加,對厚板的焊接工藝也有了更高要求,在保證焊接質量的前提下,降低焊接生產成本、提高焊接效率,是厚板連接的主要發展方向[1]。厚板傳統焊接方法通常需要開大角度V形坡口,焊接填充量大,容易導致熱輸入大、焊接變形嚴重等問題[2]。窄間隙焊接工藝因其熔敷量小、焊接效率高在大厚度結構件連接中具有明顯的優勢[3]。但窄間隙焊接過程中電弧易受到干擾[4],發生偏吹,容易產生咬邊等缺陷,因此,為了得到性能優良的焊接接頭,可以通過提高電弧挺度來增強電弧的穩定性。
施加脈沖將影響電弧電磁熱,理論上會引起挺度變化,所以國內外眾多研究集中在脈沖頻率對電弧挺度的影響。常云龍[5]等人采用小孔探針法探究了500 Hz內脈沖頻率對電弧形態和壓力的影響規律,發現隨著電弧頻率增大,電弧中心壓力增大,電弧收縮程度增大,電弧的剛度和挺度增大。Yang[6]等人發現在超高頻(>20 kHz)TIG焊中,隨著脈沖頻率的增加,電弧等離子體收縮加劇,等離子體射流力增強,電弧壓力增大。邱靈[7]等人在焊接電流有效值相同的前提下,發現脈沖頻率在5 kHz以上時,電弧力是普通變極性焊接電弧力的260%左右。路林[8]探究了500 Hz內電流脈沖頻率對電弧壓力的影響,發現脈沖電流下電弧發生了收縮,電弧中心氣動壓力由直流的 0.35 kPa提升到 0.44 kPa。Qi[9]等對奧氏體不銹鋼進行GTAW電弧行為研究,發現隨著脈沖頻率增加,電弧等離子體發生收縮,電弧根部半徑減小,電弧力增大,焊縫變窄。
以上研究表明,脈沖頻率高有利于提高電弧挺度,但目前電流脈沖頻率的研究多集中在較小的頻率范圍,或所選頻率間隔較大。為更加詳細描述電流頻率對電弧形態的影響規律,本文將選擇不同頻段進行參數設置,探究脈沖頻率對電弧挺度的影響規律。
1 試驗設備及方案
1.1 試驗系統組成
試驗系統主要包括高頻脈沖氬弧焊機、水冷紫銅板、高速攝像機和高精度壓力變送器等,系統組成如圖1所示。選取尺寸200 mm×150 mm×20 mm的水冷紫銅板。在水冷銅板正中心加工直徑1 mm的測壓孔,孔下端與高精度壓力變送器相連,試驗中焊槍勻速經過測壓孔,通過壓力變送器記錄焊接電弧的瞬時壓力值,以測量孔為中心,根據電弧運動路徑繪制不同頻率下的電弧壓力變化曲線。同時通過高速攝像機實時記錄不同脈沖頻率下的電弧形態。

圖1 試驗系統組成示意Fig.1 Schematic diagram of experimental system composition
1.2 電弧圖像處理
由于電弧圖像在形成和傳輸過程中難免存在噪聲干擾,降低了圖像質量,給圖像分析帶來困難,且高速攝像機采集的圖片數量多,人工處理不僅效率低下,還存在較大誤差。為了提高數據準確度,采取MATLAB進行圖像自動閾值降噪處理,對降噪后的圖像進行填充,減少圖像邊緣的孔洞及像素孤立點,再對填充圖像進行邊緣檢測,從而獲得邊緣清晰的電弧圖像。圖像處理典型效果如圖2所示,基于處理后的圖像來測量電弧寬度。
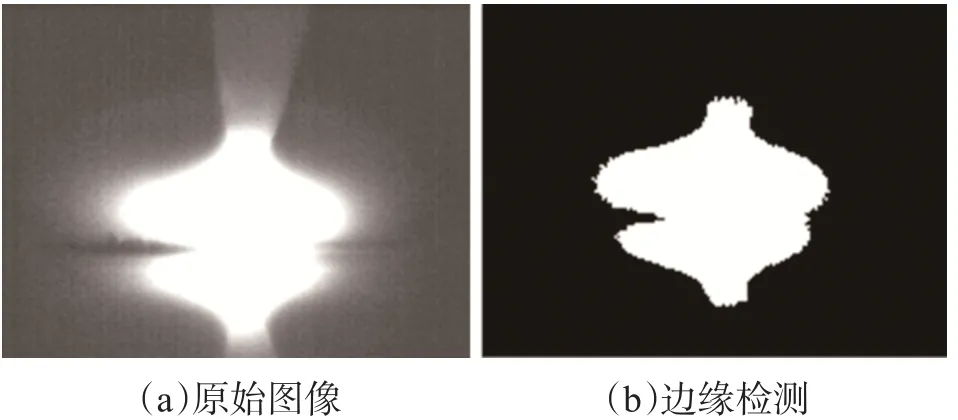
圖2 電弧圖像處理Fig.2 Arc image processing
1.3 試驗方案
TIG焊工藝參數如表1所示。在表1的參數條件下,改變鎢極氬弧焊電流脈沖頻率進行試驗,探究不同頻率段對電弧壓力和形態影響差異的大小,分別選取A、B、C、D四組脈沖頻率,如表2所示。

表1 TIG焊工藝參數Table 1 TIG welding process parameters

表2 脈沖頻率參數設置Table 2 Pulse frequency parameter setting
2 試驗結果及分析
2.1 脈沖頻率對電弧形態的影響
采用高速攝像機記錄下不同脈沖頻率下的電弧形態,如圖3所示。
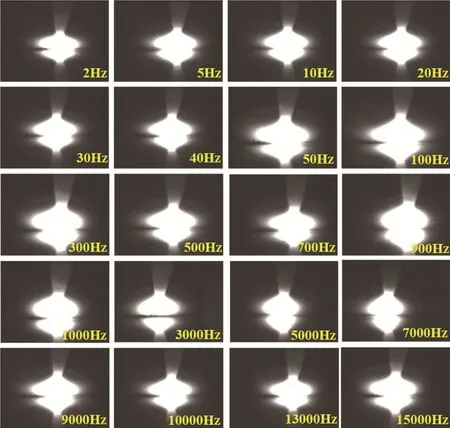
圖3 2~15 000 Hz脈沖頻率下的電弧形態Fig.3 Arc shapes under 2~15 000 Hz pilse frequency
對比不同脈沖頻率下的電弧形態可以發現,在脈沖頻率為50~7 000 Hz時,隨著脈沖頻率的變化,焊接電弧的收縮程度有明顯差異,體現為電弧最大寬度的改變。為定量研究脈沖頻率與電弧收縮程度的關系,通過鎢極直徑與電弧寬度的比例,計算不同頻率下電弧的最大寬度,繪制電弧最大寬度與電流脈沖頻率的關系曲線,如圖4所示。

圖4 電弧最大寬度與電流脈沖頻率的關系Fig.4 Relationship of arc maximum width and current pulse frequency
由圖4可知,電流脈沖頻率在2~50 Hz時,電弧最大寬度基本保持在8.15 mm,在5 000 Hz后電弧最大寬度基本穩定在5.70 mm左右,在50~5000 Hz電弧最大寬度與電弧頻率的自然對數呈負線性關系,對該頻段曲線進行擬合如圖5所示,獲得電弧寬度與頻率的函數關系為:
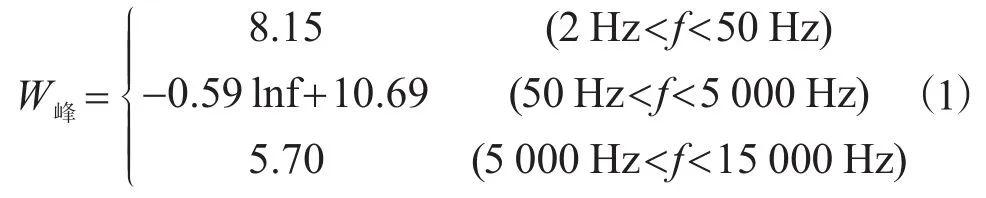

圖5 50~5 000 Hz最大電弧寬度擬合曲線Fig.5 50~5 000 Hz maximum arc width fitting curve
由圖5可知,施加頻率為50~5 000 Hz的脈沖電流后,TIG焊的電弧形態發生了明顯變化,重點體現在電弧最大寬度上的差別。隨著電流頻率增大,電弧最大寬度減小,電弧收縮程度增大。從頻率50 Hz時的8.15 mm縮小到頻率5 000 Hz時的5.29 mm,電弧最大寬度減小了35%。
2.2 脈沖頻率對電弧壓力的影響
不同頻率下的電弧壓力如圖6所示,均表現出中心高邊緣低的規律。為定量描述最大電弧力與脈沖頻率的關系,繪制最大電弧力隨電流頻率變化曲線如圖7所示。
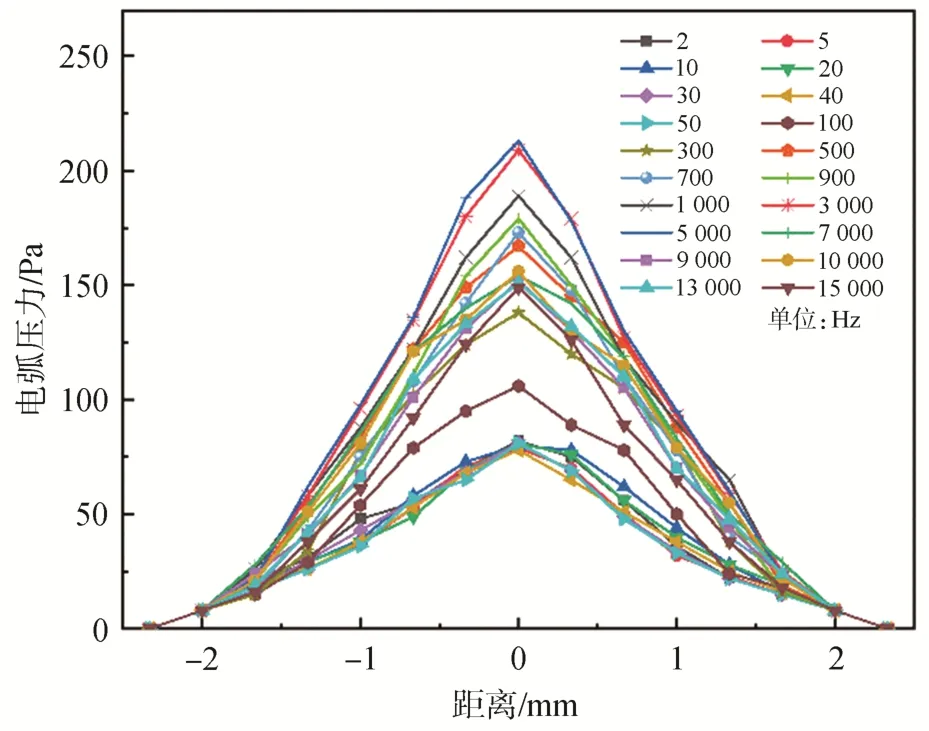
圖6 不同脈沖頻率下的電弧壓力變化曲線Fig.6 Arc pressure variation curve at different pulse frequencies

圖7 最大電弧力隨電流頻率變化曲線Fig.7 Maximum arc force variation curve with current frequency
在不同頻段,電弧最大壓力變化顯著程度不同,據此將測量結果分為2~50 Hz、50~5 000 Hz、7 000~15 000 Hz三組進行討論。由圖7可以看出,脈沖頻率2~50 Hz時,電弧壓力最大值穩定在80 Pa,說明在此頻段改變電流脈沖頻率對于增大電弧壓力效果不明顯;頻率在5 000 Hz后電弧壓力最大值穩定在155 Pa;而頻率在50~5 000 Hz時,隨著脈沖頻率增大,電弧最大壓力明顯增大,從50 Hz時的81 Pa增大到5 000 Hz時的213 Pa,增幅達到163%,因此,在該頻率段調整電弧頻率對于增大電弧壓力具有顯著效果。
對50~5 000 Hz最大電弧力隨頻率變化曲線進行線性擬合,如圖8所示。綜合其他頻段常函數得到2~15 000 Hz范圍內分段函數關系為:
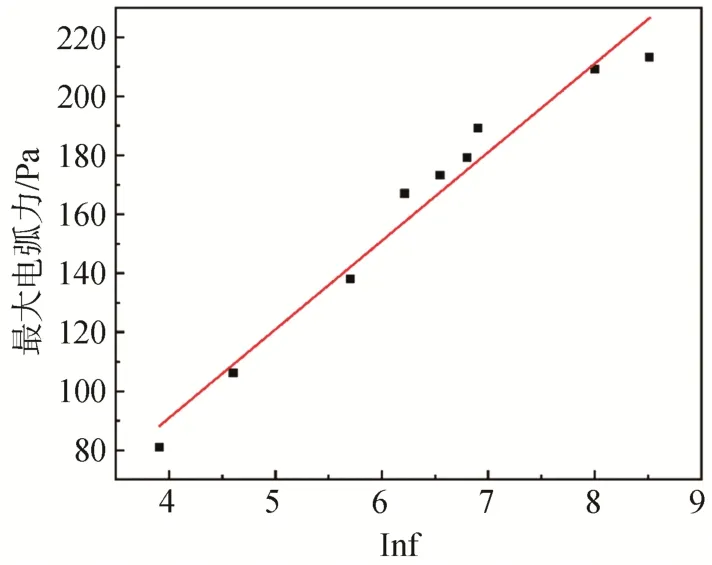
圖8 50~5 000 Hz最大電弧力擬合曲線Fig.8 50~5 000 Hz maximum arc force fitting curve

導體中通過的電流可以看作由無數條方向相同的電流線組成,在電流線間產生相互吸引的電磁力,電磁力的方向用右手螺旋法則判斷。由于電弧在鎢極端受到電極尺寸的制約,在工件上則可以自由擴展,因此電弧形態通常情況下呈截面不斷變化的圓錐體,電弧中帶電粒子主要受到電磁收縮力和等離子流力的作用,這兩種力均可分解為沿電弧徑向和電弧軸向方向的作用力,如圖9所示,電弧徑向的作用力主要使電弧發散程度增大,熔深減小,熔寬增加,電弧挺度減小,而軸向的作用力主要使電弧收縮,熔深增加,電弧挺度增大。
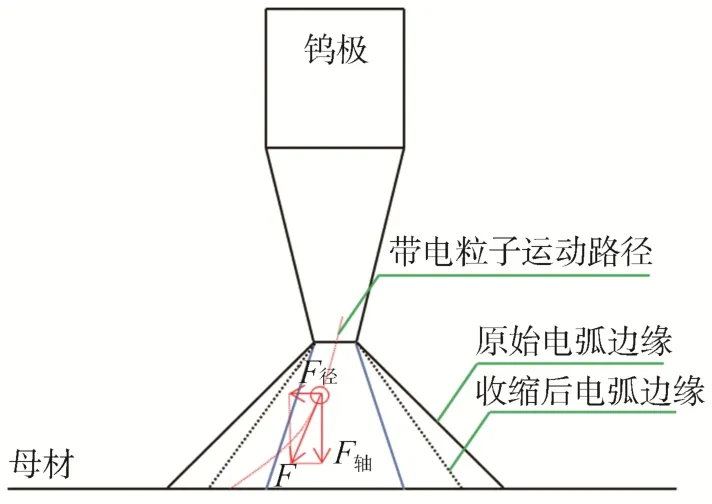
圖9 電弧中帶電粒子受力分析Fig.9 Force analysis diagram of the arc charged particles
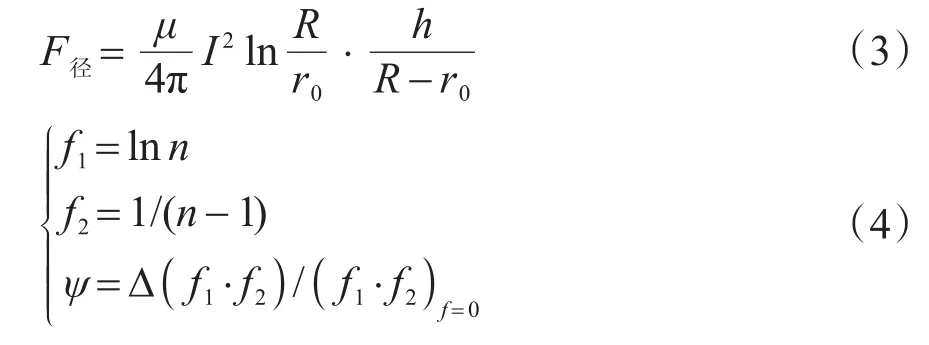
徑向電磁力是電弧收縮現象的主要來源,而電磁衰減系數用于表征徑向電弧收縮強度,兩者之間成正比關系[10],徑向電磁力與電磁衰減系數函數為:式中F徑為徑向電磁力;μ為磁導率;I為脈沖電流;r0為固定弧面半徑;R為電弧根半徑;h為常值系數;f1、f2為徑向電磁力F徑變量替換;Ψ為電磁衰減系數。
根據電磁學基本原理和式(3)、式(4),可以推測電弧頻率在2~50 Hz時,由于電弧頻率較低,電弧力波動較小呈穩態,電弧最大寬度基本保持不變;在50~5 000 Hz時,由于電弧頻率增加,電弧力顯著增加打破了穩態,出現電弧收縮效應導致電弧寬度減小,其中電弧頻率在5 000 Hz時,電弧收縮最為明顯,其原因在于此頻率下電弧的磁力衰減系數較大,電弧收縮強度增強,電弧收縮最為明顯;電弧頻率5000~15 000 Hz時,電弧寬度趨于穩定,其原因在于徑向電磁力隨著頻率的增加而增大,然后緩慢減小,直到電弧處于穩態[12]。因此在實際工程應用中,可以通過在50~5 000 Hz范圍內調整頻率來控制電弧寬度和最大電弧力,達到控制電弧挺度的目的。
3 結論
在一定范圍內改變鎢極氬弧焊的脈沖電流頻率能夠改變電弧形態及壓力,從而影響電弧挺度。主要結論如下:
(1)高頻脈沖鎢極氬弧焊電弧壓力分布呈鐘罩型,在電弧中心的電弧壓力最大,距離電弧中心越遠壓力越小;
(2)不同頻段范圍內頻率對電弧的影響效果存在顯著差異。在2~50 Hz和5 000~15 000 Hz范圍內,脈沖頻率對電弧挺度的影響不明顯;而在50~5 000 Hz范圍內改變電弧頻率,電弧壓力明顯提高,并且電弧最大寬度和最大電弧壓力均與脈沖電流頻率的自然對數呈線性關系。
