陶瓷研磨球直徑對其磨耗性能的影響
2023-02-19 10:03:22夏維煌楊海濤張軍恒唐濤李俊國沈強
佛山陶瓷 2023年1期
關鍵詞:機制
夏維煌,楊海濤,,,張軍恒,唐濤,李俊國,沈強
(1 廣東佛山市陶瓷研究所控股集團股份有限公司,佛山 528300;2 萍鄉市金剛科技工業園有限公司,萍鄉 337022;3 武漢理工大學材料復合新技術國家重點實驗室,武漢430070)
1 前言
陶瓷研磨球主要用在球磨機中進行物料粉碎研磨,其具有高硬度、適中密度、耐磨、耐腐蝕以及無金屬雜質污染等重要優勢,在建筑衛生陶瓷、水泥、礦山、電子材料、磁性材料、油漆、化妝品、食品、制藥等工業中廣泛使用[1-5]。
磨耗性能代表的是陶瓷研磨球的使用壽命,是陶瓷研磨球關鍵性能指標之一。根據現有行業標準[6],磨耗性能指標包括耐磨系數和當量磨耗兩種。其中耐磨系數指的是單位時間失重百分比,有明確的物理意義。但在實際測試中發現耐磨系數受到陶瓷研磨球直徑極大影響,并不能本征表達其磨耗性能。為了本征表達磨耗性能,耐磨系數被乘以直徑及相關系數而逐漸演變成當量磨耗,其為無量綱量。但隨著陶瓷研磨球向高耐磨方向發展,當量磨耗也逐漸受到直徑的影響,無法本征表達其磨耗性能。因此目前是直徑20 mm 以內的小球以耐磨系數來表征其磨耗性能,直徑20 mm 以上的大球則以當量磨耗來表示。
鑒于當前陶瓷研磨球直徑對磨耗測試性能影響顯著,行業標準的測試效率不能滿足企業大批量產品檢測需求。新型高效磨耗檢測方法逐漸受到重視。實驗室快速球磨法是其中之一[7],其采用高轉速(轉速通常在400轉每分鐘以上)的工況來強化磨損,使得磨耗性能檢測效率相比于常規檢測顯著提高。球的直徑(代表體積和質量)越大,隨之而來的沖量會顯著增加,大直徑的陶瓷研磨球具有極大的撞碎球磨罐的實驗風險。通常該種方法適用于小尺寸(通常直徑20mm 以內)研磨球或微珠,并且與小球的高轉速的實際工況有些接近。
本文將在現有行標基礎上研究研磨球直徑對不同表達方法的磨耗性能的影響,以期尋找到磨耗性能的更合理表征,如此可以顯著的提高測試效率。除了上述行標所述的耐磨系數、當量磨耗、還有類似的單位面積磨損量(下稱面積磨耗并推導給出計算公式)表示方法本文將一并對比研究。
2 試驗方法
2.1 實驗材料
采用某些公司生產的如下規格的陶瓷研磨球為研究對象,相關參數如表1。
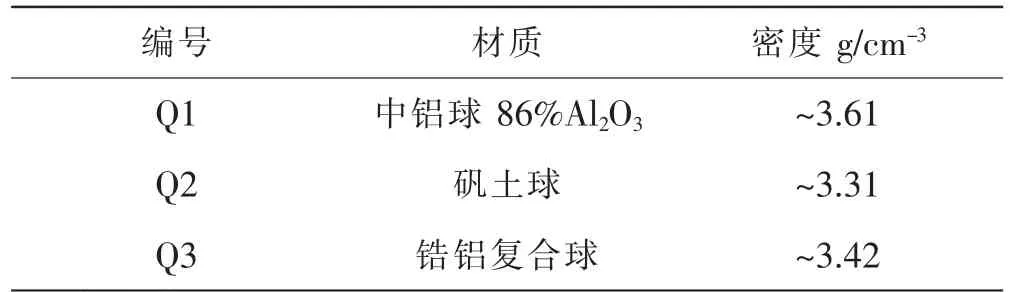
表1 陶瓷研磨球的基本信息
2.2 實驗步驟
采用內徑200 mm、內長220 mm 的聚氨酯球磨罐,裝入4 kg 研磨球和2 kg 石英砂(40-60 目之間)和4 kg清水,其中石英砂的加入更好的模擬球磨工況。以80 轉每分鐘轉速在球磨試驗機上球磨24h,記錄研磨球在球磨前后的質量,按下列公式計算磨耗。重復測試3 次取平均值。

式中,Y1為耐磨系數,單位為g kg-1h-1;
Y2為當量磨耗,單位無量綱;
△m 為研磨球球磨前后質量差值,單位為g;
m 為研磨前的質量,單位為g;
△t 為球磨時間,單位為h;
K 為修正系數,4.17×10-4,單位為mm-1;
D 為研磨球直徑,單位為mm;
另外面積磨耗定義為單位面積單位時間的磨損量,也即

式中,Y3為面積磨耗,單位為g m-2h-1;S 為所有研磨球的總表面積,單位m2。
對于單顆研磨球,其體積V0和表面積S0如公式

因此總的研磨球的數量N 為

式中ρ 為研磨球密度,單位為g cm-3;研磨球總表面積S 為

將方程(7)代入方程(3)中,得到最終的面積磨耗公式(8)。

3 結果與討論
3.1 直徑對耐磨系數的影響
圖1 給出了陶瓷研磨球的耐磨系數隨直徑的變化趨勢。從圖中可以看到,陶瓷研磨球Q1 的耐磨系數隨直徑有明顯的衰減。對于耐磨系數稍小的陶瓷研磨球Q2,其衰減幅度變小,對于耐磨系數更小的陶瓷研磨球Q3,仍然可以看到其隨直徑衰減的現象,在耐磨系數衰減至0.17 g kg-1h-1后,直徑的影響才不明顯。
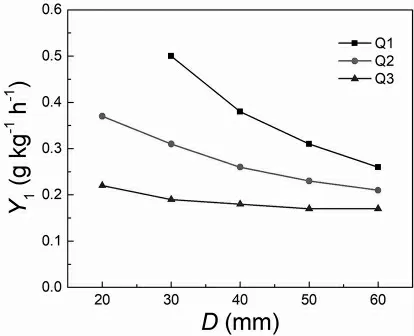
圖1 陶瓷研磨球的耐磨系數隨直徑的變化趨勢圖
3.2 直徑對當量磨耗的影響
圖2 給出了陶瓷研磨球的當量磨耗隨直徑的變化趨勢。從圖中可以看到,所有樣品的當量磨耗與直徑呈現出線性關系。三種球磨耗最大的研磨球Q1,其當量磨耗隨直徑變化不大。在球磨粉碎行業中,早期的陶瓷研磨球是天然鵝卵石等石材基礎上發展而來,其磨耗性能相比于鵝卵石有較大的提高,但當量磨耗相比于當前產品仍然偏高,研磨球Q1 就是典型代表。陶瓷研磨球Q1的當量磨耗隨直徑變化不大的規律也是行業標準中采用當量磨耗的緣由之一。對于磨耗性能稍好的陶瓷研磨球Q2,其當量磨耗隨直徑線性增大,對于耐磨系數更小的陶瓷研磨球Q3,線性增大的趨勢更明顯。

圖2 陶瓷研磨球的當量磨耗隨直徑的變化趨勢圖
3.3 直徑對面積磨耗的影響
圖3 給出了陶瓷研磨球的面積磨耗隨直徑的變化趨勢。從圖中可以看到,三種陶瓷研磨球的面積磨耗呈現的規律與當量磨耗是一致的。對比公式14 和面積磨耗的計算公式8,可以推導出它們的關系為公式9。顯然符合圖3 所示規律。由于當量磨耗是無量綱的物理量,而面積磨耗的物理意義是單位面積單位時間的磨損量。因此可以考慮將面積磨耗等效為當量磨耗的物理意義。

圖3 陶瓷研磨球的面積磨耗隨直徑的變化趨勢圖

4 討論
研磨球在實際球磨過程中同時包含了撞擊引起的沖擊磨損和表面摩擦引起的磨剝磨損[8-10]。沖擊磨損與磨球的質量成正比,磨剝磨損與研磨球表面積成正比。相關公式推導如下。可以看到沖擊磨損(公式11)與直徑無關,而磨剝磨損(公式12)與直徑成反比關系,對直徑比較敏感。從推導出的耐磨系數理論表達式(13)可以看出,磨耗與直徑呈現衰減趨勢,這與圖1 所示規律一致。

式中,Yc為沖擊磨損,Ym為磨剝磨損;Kc、Km0、Km、A1、B1均為常數;其中A1=Kcm,B1=Kmm/ρ。
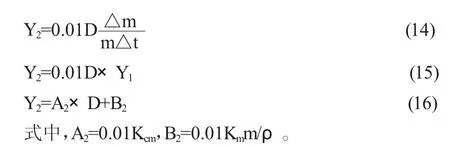
仔細推導當量磨耗的計算公式2 中修正系數K,其值為0.01/24,其中24 為測試時間(小時,h)。也即當量磨耗的計算公式可以改寫成公式14,可以進一步推導出當量磨耗與耐磨系數的關系如公式15 所示。如此當量磨耗的最終理論表達式16 在公式13 基礎上乘以D 推導而來。這與圖2 所示規律一致。
從消除直徑對磨耗性能測試結果的影響的角度出發,只有當磨剝磨損機制占比很小至可以忽略時,沖擊磨損機制占據主導地位時,耐磨系數更適合批量表征。反之,當磨剝磨損機制占據主導地位時,當量磨耗更適合批量表征。對圖2 中數據進行線性擬合,可以得到相關常數(表2)。可進一步對耐磨系數實驗數據解析,可以得到沖擊磨損機制和磨剝磨損機制的各自貢獻(表3)。對直徑敏感的磨剝磨損機制占比如表4 所示。可以看到不耐磨的樣品Q1 的磨剝磨損機制占據主導地位(占比超過90%),此時當量磨耗有利于提高測試效率。而高耐磨的陶瓷球如樣品Q3 的磨剝磨損機制不占主導地位,但其仍有相當占比。此時當量磨耗和耐磨系數都不適合批量表征。但其意味著陶瓷球繼續向高耐磨發展至磨剝磨損相對可忽略時,耐磨系數則適合批量表征。

表2 陶瓷研磨球的磨耗性能相關常數

表3 陶瓷研磨球的沖擊磨損機制Yc 和磨剝磨損機制Ym 的磨耗

表4 陶瓷研磨球的磨剝磨損機制的占比(Ym/(Yc+Ym),%)
5 結論
本文探究了陶瓷研磨球直徑對其磨耗性能的影響并對比了不同磨耗表征方法。得到如下結論:
(1)耐磨系數隨著研磨球直徑增大呈現衰減趨勢。其衰減趨勢是磨剝磨損機制貢獻的。高耐磨產品的磨剝磨損機制占比低,意味著陶瓷球繼續向高耐磨發展至磨剝磨損相對可忽略時,耐磨系數適合批量表征。
(2)當量磨耗隨著研磨球直徑增大呈現線性增大趨勢。只有當磨剝磨損機制占比超過90%,此時沖擊磨損機制可忽略,當量磨耗有利于提高測試效率。不耐磨產品的磨剝磨損為主要機制構成,當量磨耗適用于這種產品的批量表征。
(3)面積磨耗的物理意義是單位面積單位時間的磨損量,可等效為無量綱單位的當量磨耗的物理意義
猜你喜歡
四川勞動保障(2021年9期)2022-01-18 05:11:08
文苑(2018年21期)2018-11-09 01:23:06
當代陜西(2018年9期)2018-08-29 01:21:00
當代陜西(2017年12期)2018-01-19 01:42:33
暨南學報(哲學社會科學版)(2016年9期)2017-01-15 13:52:00
中國衛生(2016年9期)2016-11-12 13:28:08
中國衛生(2015年9期)2015-11-10 03:11:12
醫學研究雜志(2015年12期)2015-06-10 06:57:46
中國衛生(2014年3期)2014-11-12 13:18:12
中國火炬(2014年4期)2014-07-24 14:22:19