微織構車刀橢圓超聲輔助切削加工性能研究
2023-02-20 12:54:24張碩鄒平方銳周亮
中國機械工程 2023年3期
關鍵詞:振動
張 碩 鄒 平 方 銳 周 亮
東北大學機械工程與自動化學院,沈陽,110819
0 引言
隨著制造行業的發展,各種難切削材料相繼出現,克服較差的切削環境,提高工件表面質量、加工效率及刀具耐磨性一直是制造加工領域的重要目標。傳統的金屬加工方法使刀具與工件密切接觸,長時間的切削過程會產生較高溫度,嚴重影響刀具壽命與表面質量[1]。為了提高切削性能,延長刀具壽命,MORIWAKI等[2]提出了超聲橢圓振動切削技術;SHAMOTO等[3]對橢圓超聲振動切削過程進行了研究,發現該方法除了斷續切削的特性外,還具有刀-屑瞬時摩擦力反轉特性,可以大幅減小切削力、改善加工工件表面質量,同時還可以抑制加工顫振,進一步提高切削加工性能[4-5]。除此之外,微織構刀具也被證明可以有效降低切削溫度并提高刀具壽命[6]。OBIKAWA等[7]改變刀具表面織構類型,通過對比實驗證明平行型和方點型的微織構可以有效提高刀具表面潤滑效果,減少刀具磨損。潘晨等[8]發現微織構刀具會改善工件的表面殘余應力,提高工件耐磨損與耐疲勞特性。蘇永生等[9]研究了織構化表面對金剛石高速切削鈦合金過程的影響,發現在干切削條件下減磨效果明顯,并且可以減小切削力。LIU等[10]利用硬質合金刀具加工陶瓷,并研究了微織構尺寸對切削性能的影響,發現當微織構寬度為75 μm、間距為100μm時可以獲得最佳刀具耐磨性以及工件表面質量。
無論是微織構刀具還是超聲切削技術均已被證明可以有效提高刀具切削性能,已有少部分學者將這兩種技術結合研究其可靠性[10]。何宇等[11]在橢圓超聲輔助車削過程中應用了微織構刀具,分析了織構形狀對切削性能的影響,證明了該技術的優勢。唐軍等[12]將微織構刀具應用于縱扭復合超聲銑削過程,分析了切削參數對工件表面粗糙度、殘余應力的影響規律,結果表明微織構超聲銑削可以改善工件表面完整性。
目前對橢圓超聲輔助車削與微織構刀具結合的技術研究仍然較少,而且僅限于證明該技術的優勢,并沒有進一步研究織構參數與超聲切削之間的關聯性,因此研究織構參數對橢圓超聲輔助切削性能的影響仍然具有重要意義。本文利用光纖激光在車刀前刀面靠近主切削刃位置加工微織構,將微織構應用于超聲切削過程中,首先分析其相對于其他切削方式的優勢,然后研究織構角度與參數對刀具磨損的影響。
1 橢圓超聲輔助切削運動機理
橢圓超聲輔助切削又稱超聲橢圓振動切削(ultrasonic elliptical vibration cutting,UEVC),是一種精密加工方式,利用超聲產生高頻振動,將該振動作用于刀尖運動方向上,在刀尖處產生類似于橢圓形狀的運動軌跡,根據刀具在振動過程中前刀面與工件是否產生分離現象,將加工方式分為分離型和不分離型切削[13]。根據之前研究發現,不分離型振動切削可以在提高切削效率的同時一定程度上保留超聲振動切削的優勢,因此以不分離型橢圓超聲輔助切削為基礎,在進給方向與切深方向施加超聲振動,刀尖運動方程為
(1)
其中,x、y、z分別為切深方向、進給方向與主運動方向,f為超聲振動頻率,fr為進給量,B1、B2為刀尖振幅,φ為兩個振動方向的相位差,v為主運動速度。刀具切削原理與刀尖運動軌跡如圖1、圖2所示。

圖1 超聲橢圓切削原理

圖2 刀尖運動軌跡
2 微織構刀具的制備
基于光纖激光設備在刀具表面加工微織構,加工裝置如圖3所示,光纖激光器性能參數見表1。

圖3 激光加工實驗裝置

表1 激光加工參數
刀具材料選擇YG6無涂層硬質合金車刀,通過計算機繪制織構形狀與尺寸,調整車刀與聚焦透鏡位置,將微織構加工在車刀主切削刃附近。利用超景深顯微鏡觀察加工后的刀具表面形貌,如圖4所示。

圖4 激光加工刀具表面織構的形貌
3 實驗方案與結果
3.1 實驗方案
橢圓超聲輔助微織構車削304不銹鋼的實驗在CA6140車床上進行,選擇YG6無涂層硬質合金刀具,采用實驗室現有超聲電源對超聲振動輔助機構進行激勵,實現不分離型橢圓超聲輔助切削。實驗過程中所選擇的切削參數與超聲參數均固定,其中切削速度為1 m/s、切削深度為0.2 mm、進給量為0.12 mm/r、超聲頻率為20 kHz、超聲振幅為8 μm、相位差為90°,實驗在干切削條件下進行。為了便于表述,定義無織構刀具條件下的傳統切削為CC、微織構刀具條件下的傳統切削為CC-T、無織構刀具條件下的超聲切削為UEVC、微織構刀具條件下的超聲切削(微織構車刀橢圓超聲輔助切削)為UEVC-T,不同切削方式下的微織構與主切削刃夾角為0°、寬度為70 μm、間距為90 μm,由于刀具表面微織構對切削性能產生影響主要是通過減小刀屑接觸面積,故織構深度的改變不會影響刀屑接觸面積,所以固定織構深度為50 μm,超聲車削實驗現場如圖5所示。

圖5 超聲車削實驗現場
切削過程中首先分析切削方式(CC、CC-T、UEVC、UEVC-T)對切削力、表面質量及刀具磨損的影響,證明超聲切削與微織構刀具技術相結合的合理性,然后在此基礎上設計表2所示的單因素實驗方案研究刀具表面織構與主切削刃角度、織構寬度與間距對刀具磨損的影響,由于本文應用的橢圓超聲輔助切削為進給方向與切深方向振動,后刀面與待加工表面周期分離,前刀面與工件持續接觸,故將微織構添加在刀具前刀面,考慮刀具磨損時主要以前刀面磨損面積為標準。

表2 微織構刀具參數
3.2 切削方式對刀具切削性能的影響
圖6所示為不同切削方式在車削平穩階段對應的切削力曲線,對四種不同切削方式的切削力分別求取平均值,圖6a~圖6d的主切削力分別為48.68 N、41.37 N、24.44 N和20.29 N,進給力分別為25.99 N、24.33 N、9.53 N與8.70 N,相比CC,CC-T、UEVC和UEVC-T主切削力分別減小17.66%、49.79%和58.32%,進給力分別減小6.39%、63.33%和66.53%。對比發現,超聲振動的置入可以改變刀具與工件的相對運動狀態,改變切削厚度和瞬時摩擦力方向,進而大幅減小切削力,而微織構刀具同樣也可以通過減小刀-屑接觸面積來減小切削力,盡管與超聲振動條件下相比減幅并不大,但仍有一定效果。

(a)CC
結合圖7、圖8分析不同切削方式下的刀具磨損,對比可以發現四種刀具的刀尖附近均出現了不同程度的磨損,UEVC條件下的刀具磨損最嚴重,而且出現了較大面積的崩刃現象,主要是由于不分離型橢圓振動輔助切削不利于散熱,并且進給與切深方向的振動使前刀面容易產生疲勞從而加劇磨損,而在應用微織構刀具的條件下,刀具表面的磨損面積明顯減小,這是由于微織構的置入可以改變刀具與切屑之間的直接接觸面積,并且具有一定深度的凹槽可以增大散熱面積,同時起到收集碎屑的作用,降低碎屑在刀屑接觸區進一步作用產生的磨粒磨損而劃傷刀具與工件。
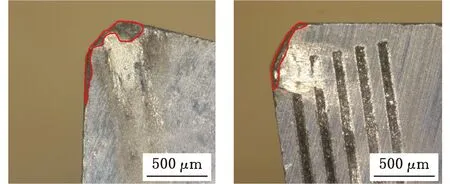
(a)CC (b)CC-T
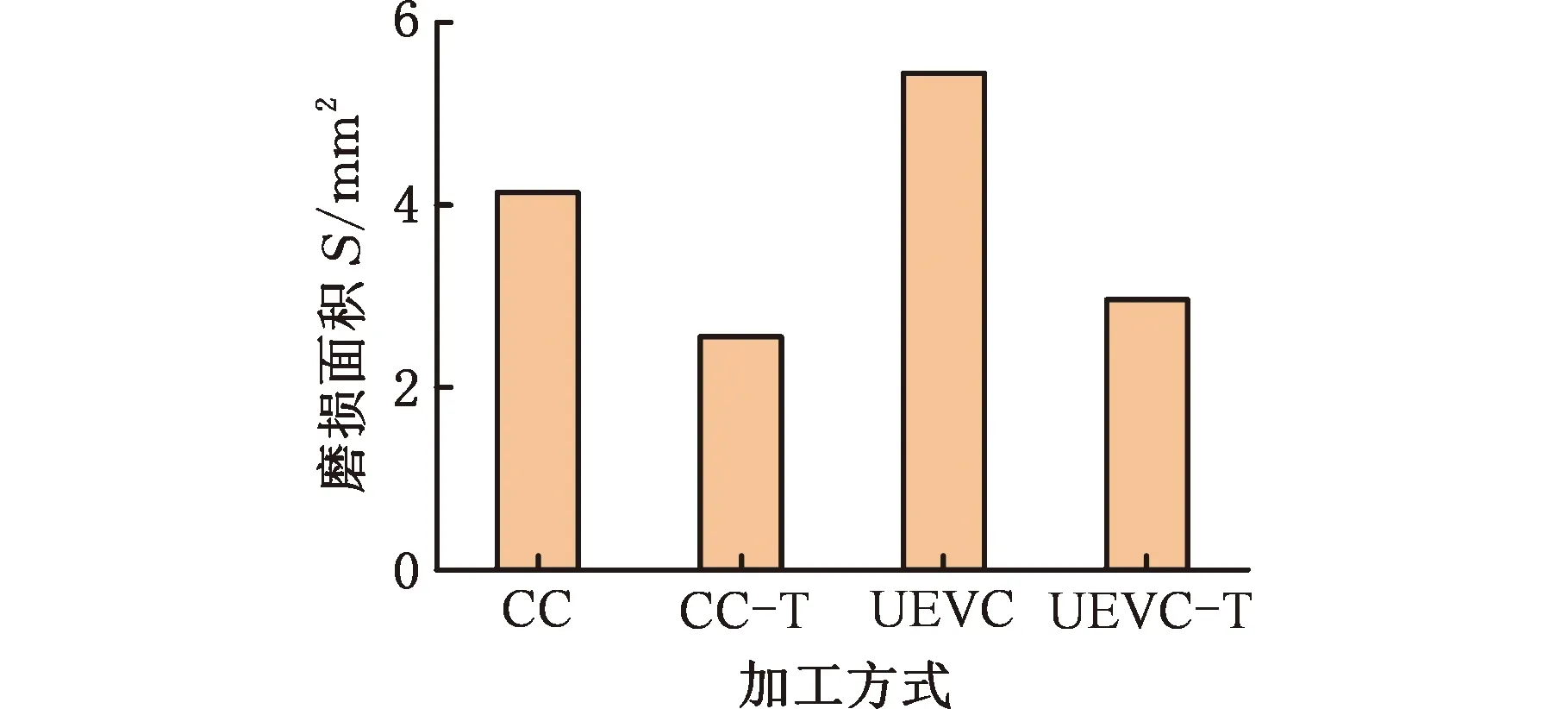
圖8 不同切削方式下的刀具磨損面積
圖9所示為四種切削方式下的表面形貌,左側為二維形貌,右側為三維表面形貌。圖9a~圖9d的粗糙度Sa分別為3.664 μm、2.491 μm、2.290 μm和2.248 μm。相比傳統切削,其他三種切削方式表面粗糙度分別降低32.01%、37.5%和38.65%,而且觀察可以發現,傳統切削條件下會出現明顯的走刀痕跡,無織構刀具切削條件下會出現劃痕與凹坑,這是由于刀具磨損導致,而橢圓超聲輔助加工后的表面較為規整,呈現“魚鱗紋”形狀的表面,這是由刀具軌跡交叉導致的,由此可見相比其他三種切削方式,微織構車刀橢圓振動輔助切削可以進一步改善工件表面質量。
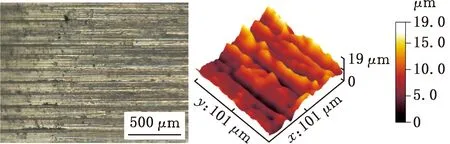
(a)CC
3.3 微織構參數對前刀面磨損的影響
根據上一節分析,微織構刀具可以在保留UEVC切削性能的同時減少刀具磨損,而且抗磨損效果較好,因此在UEVC條件下進一步研究織構參數對刀具磨損的影響,優化微織構尺寸參數。圖7d中刀具的織構寬度、間距分別為70 μm和90 μm,且該刀具是在UEVC條件下完成切削,所以圖10中不再贅述。
圖10a~圖10c與圖7d所示為四種角度織構刀具的表面磨損形貌,圖11所示為磨損面積,對比發現,當織構與主切削刃夾角為0°和90°時刀尖磨損較小,而與主切削刃成45°與135°角的織構刀具磨損較為嚴重,觀察黏結趨勢,其中45°微織構與流屑方向幾乎平行,變相增大了刀屑接觸面積,而135°微織構與流屑方向近似垂直,使織構邊緣對切屑產生二次切削,容易破壞微織構的完整性,導致磨損加劇。0°與90°織構刀具與切屑流動方向存在一定角度,削弱織構二次切削現象的同時可以發揮織構優勢,所以磨損較小,0°織構磨損最小,在此基礎上研究織構參數對刀具磨損的影響。

(a)45° (b)90° (c)135°
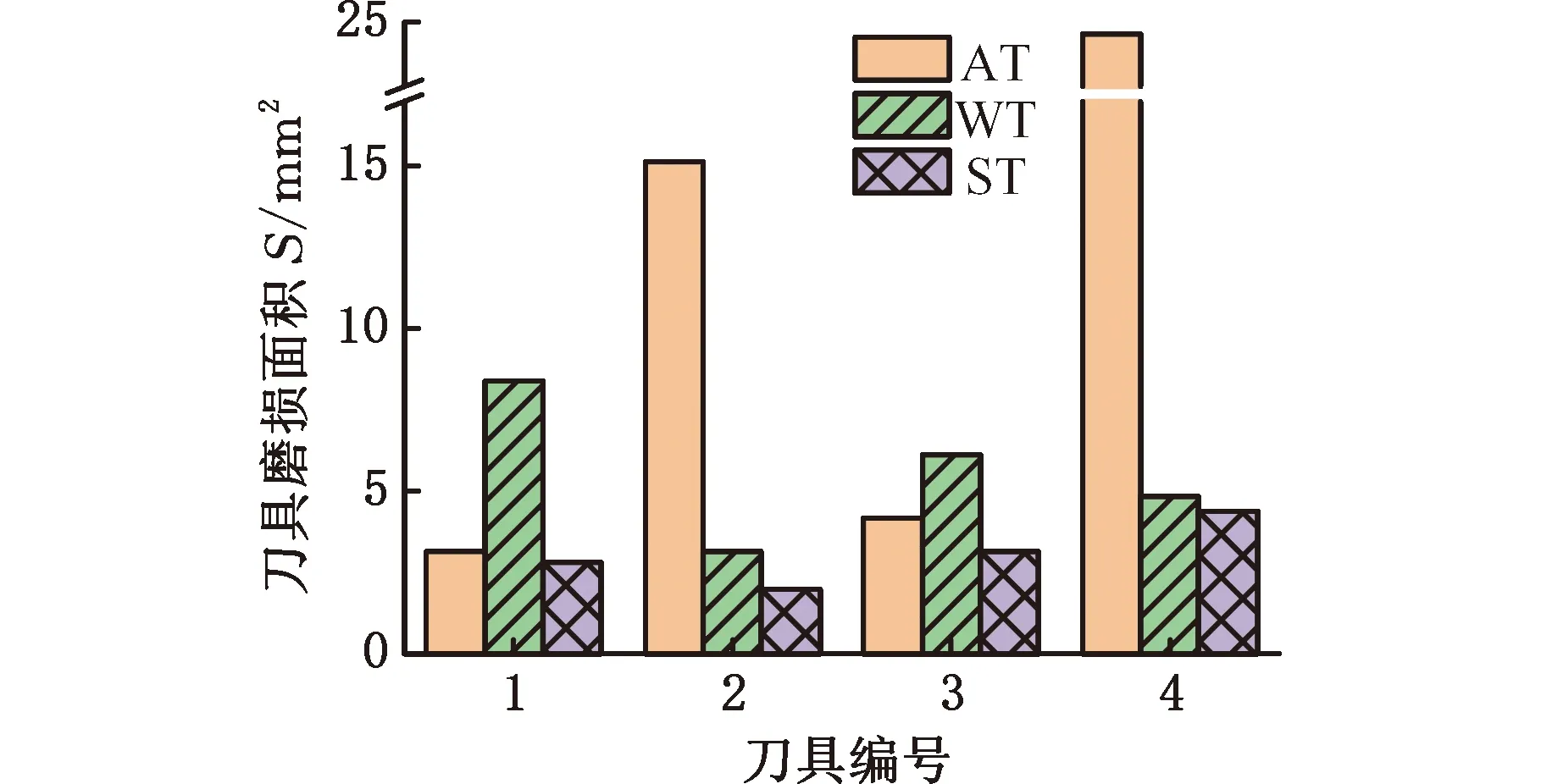
圖11 不同織構參數下的刀具磨損面積
結合圖10d~圖10f與圖7d發現,織構寬度與間距對刀具磨損存在一定影響,其中寬度為70 μm時刀具磨損較小,這是由于寬度過小,織構優勢無法體現出來,甚至出現刀具強度降低,前刀面刀尖處甚至出現基體材料脫落現象,而過大的寬度會降低刀尖強度,并產生織構二次切削現象,加劇刀具的磨損。同理,觀察圖10g~圖10i發現,間距對刀具磨損也存在一定的影響,間距過小會降低刀尖強度,間距過大織構減磨效果不明顯。綜合分析當織構平行于主切削刃、寬度為70 μm、間距為70 μm時,刀具切削性能最好。
4 結論
(1)不分離型UEVC可以大幅減小切削力,并提高被加工工件的表面質量,但由于振動原因前刀面與工件反復摩擦并連續接觸,導致刀具前刀面產生疲勞磨損,縮短刀具壽命。
(2)UEVC-T可以在保留超聲切削性能的同時減小刀具磨損,提高刀具耐用度,而且微織構可以收集碎屑,防止碎屑對刀具與工件表面產生二次劃傷。
(3)合適的微織構角度與尺寸可以改善UEVC-T條件下的前刀面磨損情況,但過大或過小的織構尺寸會減弱微織構刀具的優勢,降低刀具強度,造成織構邊緣與切屑產生二次切削現象,當織構與主切削刃夾角為0°,且織構寬度為70 μm、間距為70 μm時,刀具抗磨損效果最好。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
