輪胎胎側斷差的成因和控制方法
2023-02-21 14:18:34朱憲磊廖建忠
輪胎工業 2023年2期
朱憲磊,廖建忠
[華澳輪胎設備科技(蘇州)股份有限公司,江蘇 蘇州 215126]
輪胎的實際生產過程中,由于活絡模模具分型面的存在導致成品輪胎胎側出現臺階(見圖1),輪胎兩側的臺階高度一般不相同,同側的臺階高度也不相同。輪胎兩側臺階之間的高度差會對輪胎的動態和靜態性能產生較大影響,同時也影響輪胎的外觀,因此要對臺階高度差進行控制。輪胎兩側臺階高度差的最大值稱為斷差,一般要控制在1.0 mm以內,同側斷差要控制在2.0 mm以內。
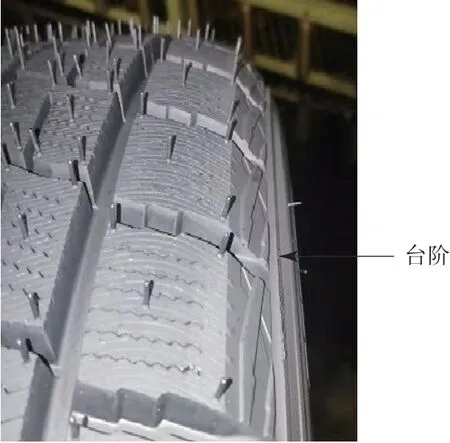
圖1 輪胎外側臺階
本文以輪胎硫化機和活絡模模具作為研究對象,分析胎側斷差的成因和影響因素,并提出控制方法。
1 斷差成因分析
采用活絡模硫化工藝時的鎖模硫化狀態下上加壓式硫化機和模具組合結構見圖2,上胎側部位的局部放大如圖3所示。
圖3中D的差異是斷差的主要來源,D由上模的軸向錯位滑動量產生。模具中上環頂壓著上模,在實際生產過程中,鎖模硫化階段填充氮氣時經常可以觀察到上環位置位移傳感器的數字變化,表示上模發生了軸向錯位滑動。寬度為t1和t2的2個間隙是引起軸向錯位滑動的主要因素。
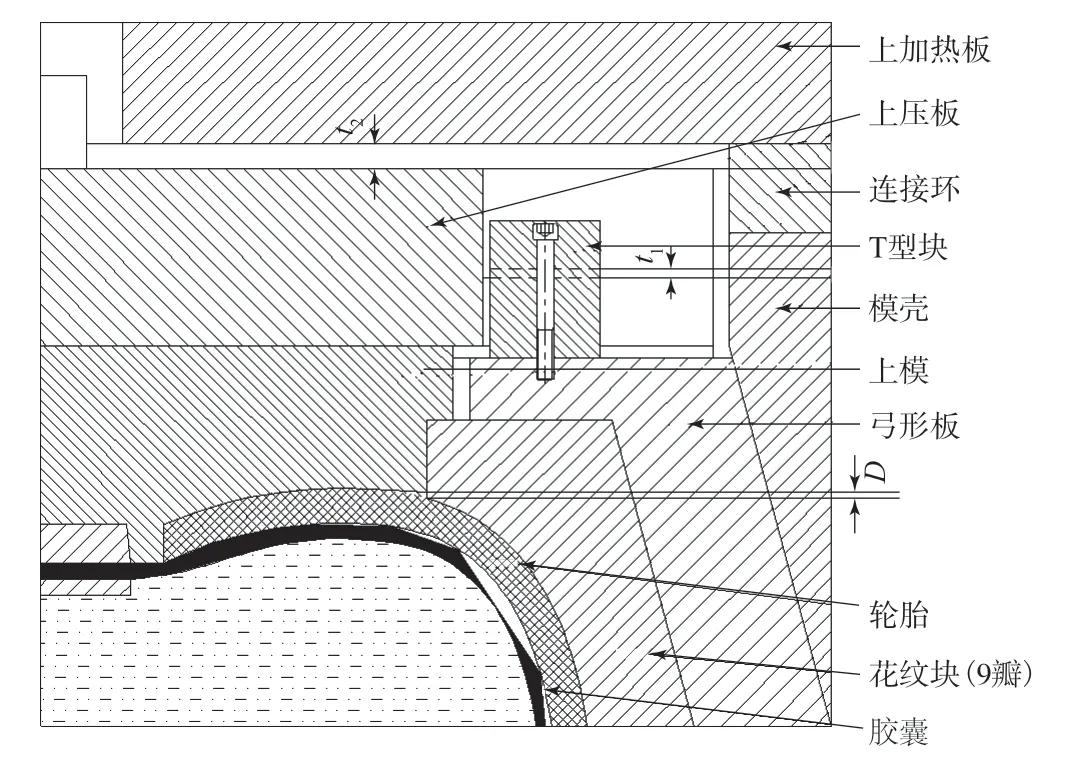
圖3 上胎側部位的局部放大
t1是T型塊與上壓板之間的間隙寬度,剖面見圖4。目前,t1在模具調整工作中沒有得到嚴格的控制,工廠中約有一半模具的t1大于1.0 mm,t1設置偏大是為了避免多個螺釘受力不均勻帶來的損壞。
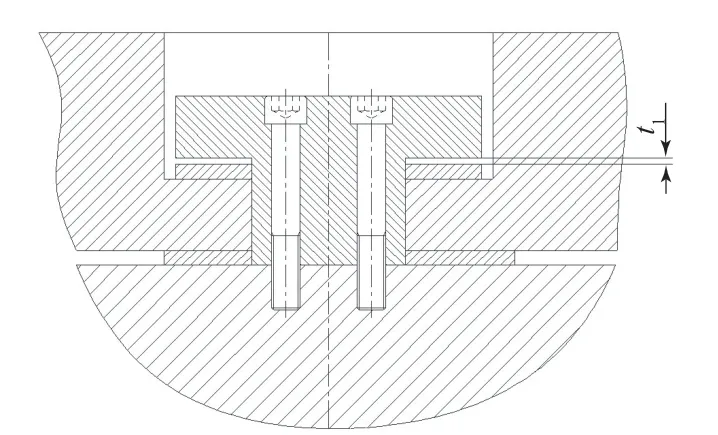
圖4 T型塊與上壓板間隙剖面示意
t2是上加熱板與上壓板之間的間隙寬度。在生產過程中,冷模態的t2是要求控制的,各輪胎工廠在實踐基礎上都有統一的規范,但執行中最可能存在的問題是4個方位t2的平均值合格,但各個方位t2的差別較大。經過實際測量發現,加熱后的模具在不加壓鎖模的自由狀態下,t2會增大0.4~0.5 mm。若模具上壓板的厚度較小,在內壓和高溫的作用下會產生永久的中間上拱變形,中間部分的t2會變小,甚至變為0(見圖5)[1-3]。

圖5 模具上壓板中間變形
為了減少模殼規格,一般工廠都是多種模具共用一種模殼,上模通過定位環與花紋塊定位,若定位環與弓形板的高度不同時會產生軸向寬度為t3的間隙(如圖6所示)。當螺釘未擰緊時,t3較大;當螺釘完全擰緊時,上胎側出現臺階。
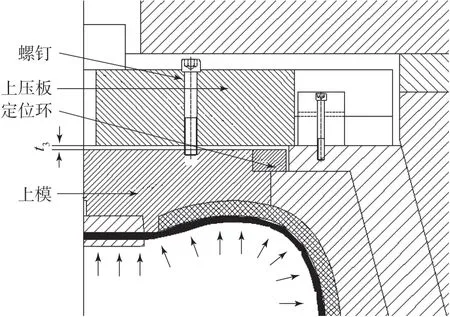
圖6 軸向間隙示意
2 斷差的影響因素
2.1 彈性變形量
不同的硫化機機型、模具尺寸和鎖模力會造成橫梁或托板的彎曲彈性變形,t2也會隨之變化。2 000 kN上加壓式和下加壓式半鋼硫化機的彈性變形線如圖7所示。下加壓式硫化機加載鎖模后上托板位置不動,上托板和下托板變形線是下凹的,t2減小0.1~0.2 mm,有利于減小斷差[4-6]。上加壓式硫化機加載鎖模后底座不動,橫梁與底座的變形線是上凸的,t2增大0.1~0.2 mm,不利于減小斷差。綜上所述,采用同一套模具時,不同的硫化機機型導致的斷差可能出現0.2~0.4 mm的差異。
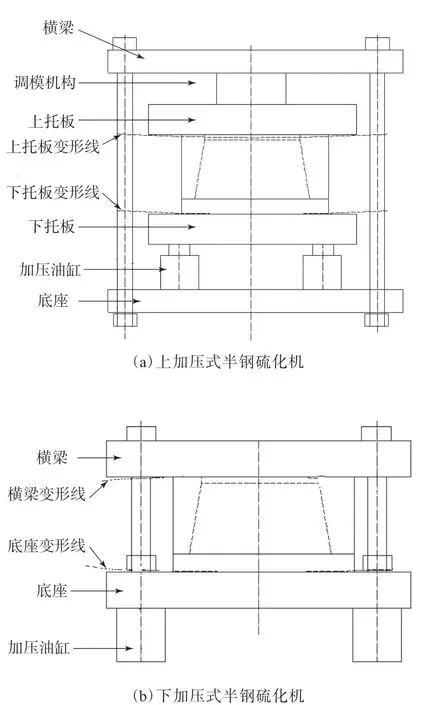
圖7 半鋼硫化機的彈性變形示意
2.2 滑動動力
采用上加壓式硫化機硫化時發生滑動的最大動力是內壓力,鎖模后內壓力不斷增大,通過膠囊、上環向上作用于上模。內壓力產生的上頂力(Fd)的計算公式為

式中,D1為上模/花紋塊分型面直徑,Pi為膠囊內壓力,FTB為上環油缸背壓力。
根據式(1),以上加壓式硫化機生產265/45R21半鋼輪胎為例,D1為682 mm,不同階段的Fd差異較大:合模到活絡塊接觸下模的最后階段,膠囊內有定型氮氣,Pi沖擊值可達到0.12 MPa,FTB約為30 kN,Fd約為74 kN;高壓蒸汽進入膠囊階段,Pi約為1.5 MPa,Fd約為548 kN;氮氣進入膠囊階段,Pi提高到約2.1 MPa,Fd約為767 kN。
2.3 滑動阻力
2.3.1 抱緊力
以265/45R21半鋼輪胎為例,合模時,由于弓型板與模殼之間存在傾斜角度為15°的滑動斜面,橫梁、上熱板通過模殼傳遞給花紋塊的鎖模力成倍增加,若不計滑動面的摩擦,簡化計算增力比可達3.7。在鎖模力作用下,花紋塊互相切向壓緊的同時還要徑向抱緊上、下模,從而產生軸向摩擦力,即抱緊力(Fb),這是阻止模具軸向錯位滑動的主要阻力(如圖8所示)。假設鎖模力為1 000 kN,產生的夾緊力中有20%用于花紋塊相互壓緊,70%用于抱緊上模,則Fb=1 000×3.7×0.7=2 590(kN)。
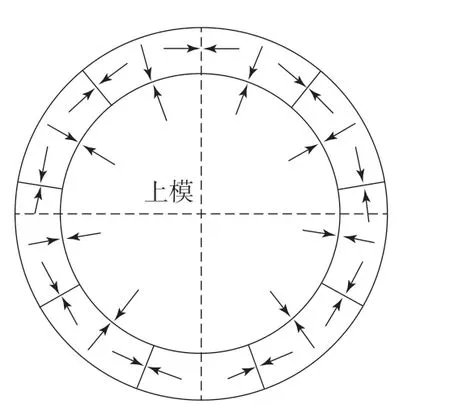
圖8 Fb示意
實際生產過程中Fb的值會小于理論值。第1個原因是模具的精度不夠,調查發現,在模具自重閉合狀態下,用塞尺檢查花紋塊與上模的分型面會發現局部間隙,間隙會導致切向能完全壓緊,沒有飛邊出現,而圓周不能均勻抱緊,局部或整周都出現飛邊。硫化結束后,分型面上會殘存膠料(見圖9),這也說明分型面上存在間隙。若整周都出現附著的膠料,說明花紋塊對上、下模沒有產生Fb。

圖9 分型面殘存膠料
第2個導致Fb不足的原因是內壓力分解,由于花紋塊是多瓣結構,內壓力除了作用于上模,也會產生使花紋塊徑向張開的力(Fz)(如圖10所示),這會抵消部分Fb,內壓越高,Fb越小,Fz的簡化計算公式為
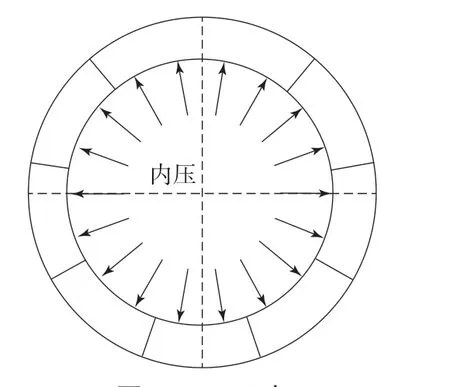
圖10 Fz示意

式中,w是輪胎寬度,di是輪胎內直徑。
仍以265/45R21半鋼輪胎為例,w為265 mm,輪胎外直徑為747 mm,di為712 mm,Pi為2.1 MPa時,Fb理論值為2 590 kN,由公式(2)計算可得,Fz約為1 244 kN,此時剩余抱緊力Fb′=Fb-Fz=1 346 kN。
Fb′產生軸 向 的 摩 擦 力(M),鋁 質 花 紋塊與上、下模之間的鋼-鋁摩擦因數為0.17,M=1 346×0.17≈229(kN)。
再假設花紋塊對上模和下模的Fb相同,則花紋塊對上模的抱緊力為Fb的50%,與Fd差距很大。
2.3.2 活絡模驅動油缸(氣缸)背壓的作用
活絡模缸上腔的油(氣)壓在合模階段以背壓力的形式保持,在進入硫化階段后背壓還會保留幾分鐘。背壓力作用于上壓板,也會阻止上模發生軸向錯位滑動,壓力范圍一般為60~80 kN,在采用二級活絡模背壓的系統中,在合模末段壓力會再次降低約50%。
2.4 不同硫化階段滑動動力和阻力變化
(1)上模接觸上環后的合模階段。此時t1仍保持最大,花紋塊尚未抱緊上模,阻力只有活絡模驅動油(氣)缸的背壓力,為防止回縮,背壓力不能設定得太低。由于氣體的可壓縮性大于油液,在合模速度較高時無法產生較大的沖擊背壓力,更加容易回縮,因此不主張采用氣缸作為活絡模驅動。
(2)活絡塊接觸下模后的合模階段。此時活絡模油(氣)缸背壓力已經轉換為較低的二級壓力,定型氮氣壓力還在提高。作用于上模的上頂力(Fd1)=內壓力+上環背壓力+生胎的變形抗力,此時Fd1小于活絡模油(氣)缸背壓力;下模作用于花紋塊的上頂力(Fd2)要大于Fd1,迅速減小t1,花紋塊推著上模,迫使活絡模油(氣)缸回縮;如果二級背壓力偏小,在Fd1的作用下,上模比花紋塊的移動速度快,無法迅速減小t1,完全閉合后可能產生較大的臺階。
(3)鎖模硫化階段。在這一階段高壓蒸汽或氮氣進入膠囊,Fb與Fd相差較大,甚至不在一個量級,無法阻止上模發生向上的錯位滑動。此階段為避免間隙進一步增大,需保證足夠的鎖模力。對于上加壓式硫化機,下模位置保持不動,當鎖模力不足時,在內壓力的作用下,中間部分的上模產生較大的軸向臺階(D較大),花紋塊稍張開且向上滑動,花紋塊與下模之間產生較小的軸向臺階(D′較小),如圖11所示,同時鎖模系統的液壓壓力升高形成新的平衡,模具不再張開。這就是上加壓式硫化機下側臺階較小的原因。相反,下加壓式硫化機的上側臺階較小,且兩側臺階的尺寸較接近。
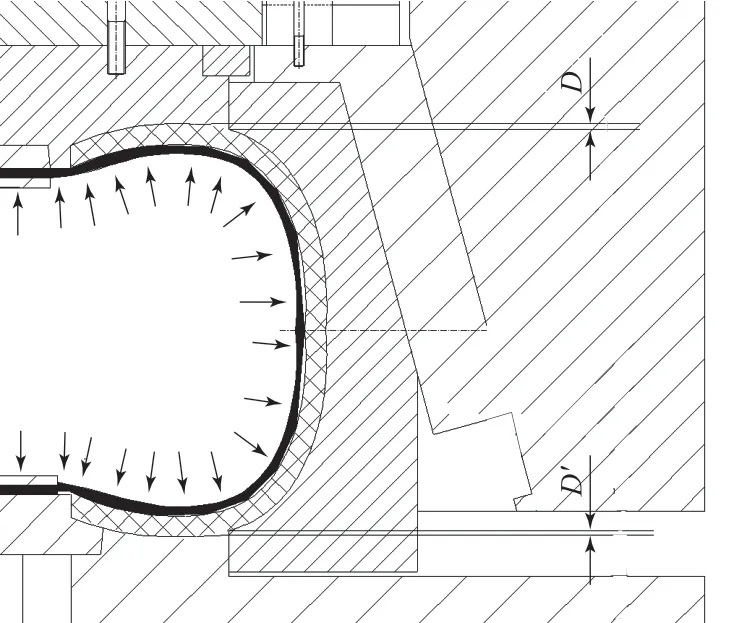
圖11 上、下模軸向錯位示意
3 斷差的控制方法
3.1 控制滑動空間
在既定工藝下無法改變動力,但在合模階段動力較小,可以利用合理的背壓力抵消內壓力。在鎖模硫化階段動力較大,抱緊力不足,只有控制軸向錯位滑動寬度(t1,t2和t3)來減小斷差,此方法在整個硫化過程中有效。
實際生產過程中,t1較難改變,因此一般不針對t1采取措施。可以通過在連接環與模殼之間和上壓板與上模之間增加或減少環形墊片(見圖12)來控制t2,如圖13所示,墊片的厚度一般為0.3~0.5 mm。

圖12 環形墊片
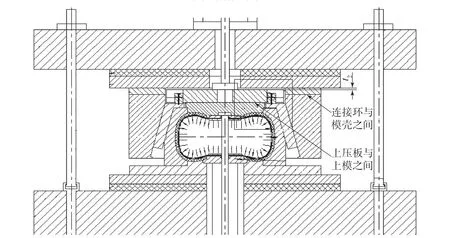
圖13 環形墊片放置位置示意
若t2太小,上壓板在鎖模的過程中頂住熱板,作用于四周的鎖模力減小,無法完全通過15°斜面作用于花紋塊,既無法保證花紋塊與上、下模徑向抱緊,也無法保證花紋塊之間切向壓緊,成品輪胎會產生徑向或軸向的飛邊。若在冷模狀態下將t2調整到0.6~0.8 mm,斷差就能控制在1 mm以內,若要進一步解決輪胎飛邊的問題則需提高模具的精度。間隙t3是一個非常容易被忽視的細節,由此造成的廢棄輪胎很多,在安裝上壓板時就要測量,若t3過大,可以在連接環與模殼之間增加環形墊片,使t2與t3之和保持在0.6~0.8 mm。
3.2 改進測量手段
輪胎的外表較軟,且臺階高度較小,采用普通鋼直尺[見圖14(a)]測量時在1.0 mm附近容易產生測量誤差,誤差值為±0.2 mm。采用臺階長度為0.5 mm的臺階尺[見圖14(b)]測量可以達到0.2 mm的精度,同時增加了定位長度,保證了定位準確性,可避免分歧和誤判。
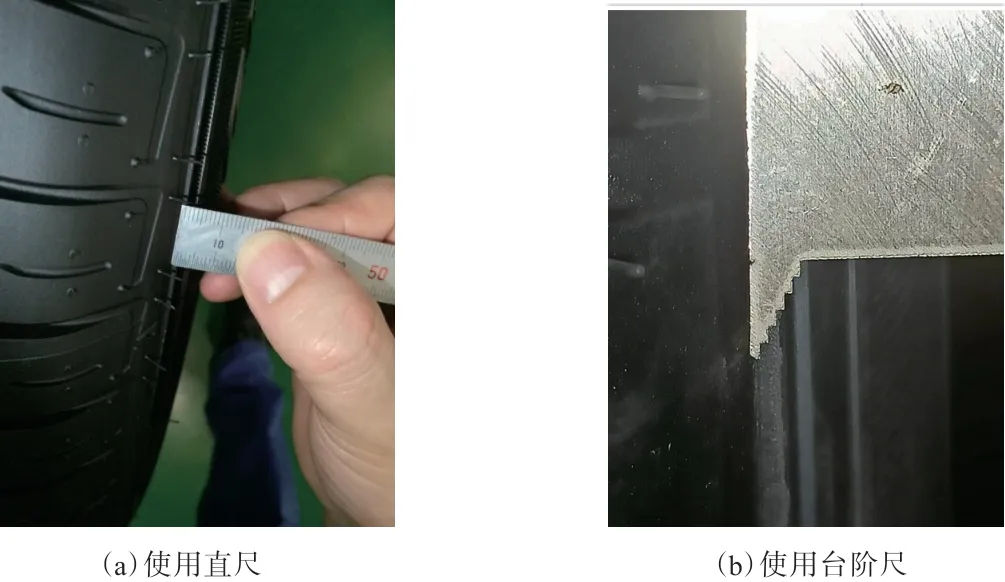
圖14 臺階測量方法
4 結論
(1)輪胎出現斷差的主要原因是模具結構內部的3處間隙沒有得到很好的控制,可以通過放置環形墊片來控制間隙,從而減小斷差。
(2)在合模階段,保持合適的活絡模背壓,可避免胎側在模具還未閉合時產生臺階。
(3)測量臺階高度時采用臺階尺代替鋼直尺可有效減小誤差。
