高速動(dòng)車組車體焊縫數(shù)值模擬與優(yōu)化
2023-02-27 07:41:24楊仲林范東宇王陸釗
金屬加工(熱加工) 2023年2期
楊仲林,范東宇,王陸釗
中車唐山機(jī)車車輛有限公司制造技術(shù)中心 河北唐山 064000
1 序言
軌道車輛鋁合金車體為整體受力結(jié)構(gòu),由底架、側(cè)墻、端墻及車頂?shù)却蟛考M成[1],其中底架又由前端、地板和邊梁等組成。一般在側(cè)墻的兩端開(kāi)有門口,方便旅客上下車輛。在側(cè)墻門口位置,由于車體橫截面面積急劇減小,使車體的受力面積減小。當(dāng)車體承受的靜載荷力傳遞到門口位置時(shí),力線繞行上下門角位置,造成門角位置應(yīng)力集中。因此,門角位置往往是車體靜強(qiáng)度試驗(yàn)的薄弱環(huán)節(jié)。
在某高速動(dòng)車組鋁合金車體的制造過(guò)程中,門口下門角位置,門柱及補(bǔ)強(qiáng)板與接板焊接完成后造成接板與底架焊縫批量開(kāi)裂,雖然經(jīng)返修可以去除缺陷,但依然是靜強(qiáng)度試驗(yàn)的薄弱部位。為了從根本上解決該問(wèn)題,本文對(duì)車體門口下門角部位局部焊接結(jié)構(gòu)進(jìn)行了有限元數(shù)值模擬,對(duì)該局部焊縫的溫度、變形及應(yīng)力應(yīng)變?cè)茍D進(jìn)行了分析,找到了裂紋產(chǎn)生的原因,并為工程更改提供了依據(jù),使生產(chǎn)問(wèn)題得到了完美解決。
2 模型構(gòu)建與計(jì)算
2.1 車體局部結(jié)構(gòu)提取與簡(jiǎn)化
圖1a所示即為鋁合金車體剖視圖局部,其中矩形框A區(qū)域的放大視圖如圖1b所示。該位置即為本文的研究位置。因?yàn)殇X合金車體尺寸非常大(長(zhǎng)約25m,寬約3m),難以對(duì)整體進(jìn)行模擬,所以本文有針對(duì)性地對(duì)車體局部結(jié)構(gòu)進(jìn)行了提取和簡(jiǎn)化。由于門柱與加強(qiáng)板、地板與邊梁在前道工序中已經(jīng)焊接完成,經(jīng)分析其不是接板焊縫開(kāi)裂的原因,因此在計(jì)算中將門柱與加強(qiáng)板簡(jiǎn)化為一體,命名為門柱組成,將地板與邊梁也簡(jiǎn)化為一體,命名為地板組成。
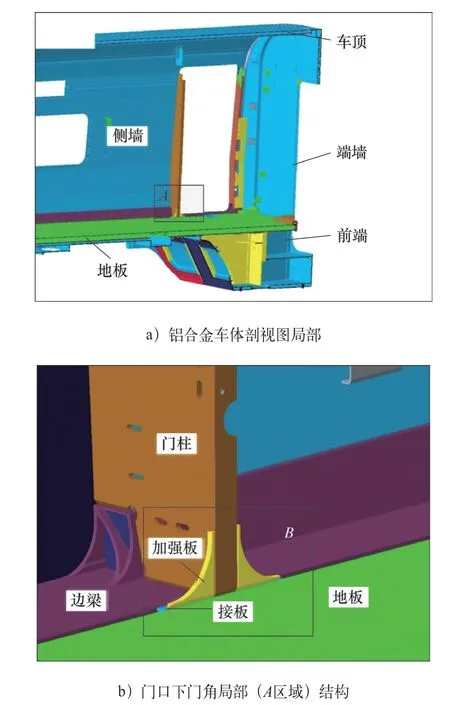
圖1 研究位置示意
2.2 幾何模型的建立與網(wǎng)格劃分
通過(guò)ESI公司焊接仿真軟件Visual-Environment中Visual-Mesh模塊完成了最終幾何模型及網(wǎng)格劃分,如圖2所示。對(duì)圖1b中的方框B區(qū)域所示的車體局部結(jié)構(gòu)進(jìn)行提取和簡(jiǎn)化,最終建立了用于數(shù)值模擬的幾何模型,并根據(jù)焊接工藝規(guī)程中規(guī)定的焊縫層道數(shù)及實(shí)際焊縫的宏觀金相繪制了焊縫模型(見(jiàn)圖2a),對(duì)焊縫橫截面進(jìn)行網(wǎng)格劃分(見(jiàn)圖2b)。由于焊縫和熱影響區(qū)在焊接熱循環(huán)過(guò)程中產(chǎn)生的溫度梯度最大,為了使模擬結(jié)果更加貼近實(shí)際,一般有限元數(shù)值模擬中要求焊縫和熱影響區(qū)具有致密網(wǎng)格,因此本文采用了漸變式的網(wǎng)格劃分方法,即越靠近焊縫中心網(wǎng)格劃分越密,網(wǎng)格的幾何尺寸越小[2]。焊縫部位網(wǎng)格尺寸約1mm,模型最大網(wǎng)格尺寸6mm,共劃分3D網(wǎng)格約60000余個(gè),節(jié)點(diǎn)近70000個(gè)。
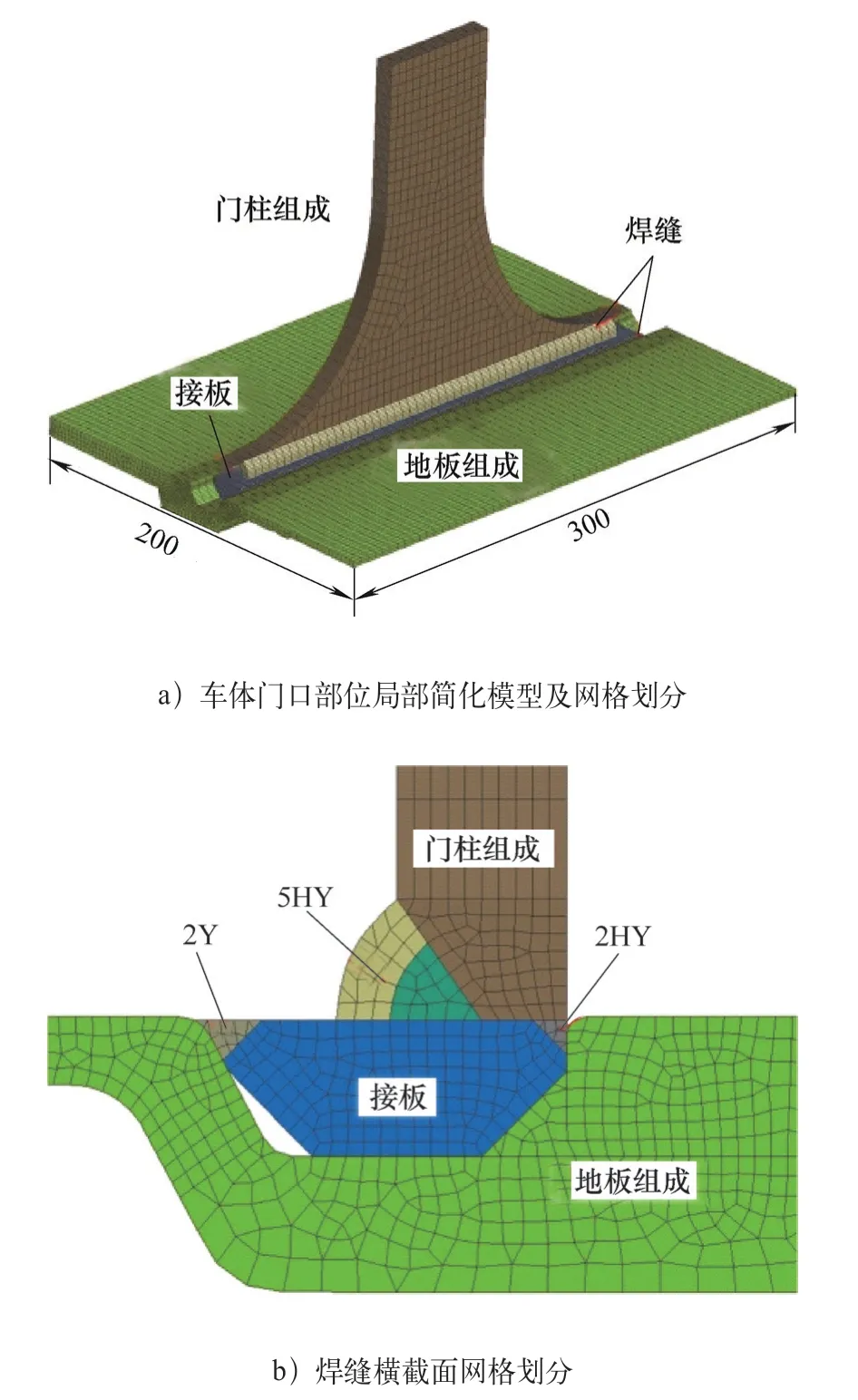
圖2 研究位置網(wǎng)格劃分
2.3 熱源選擇及焊接參數(shù)
本文采用與實(shí)際生產(chǎn)相同的焊接參數(shù),見(jiàn)表1。其中焊接熱效率為0.8,經(jīng)過(guò)計(jì)算的各焊縫及其各層道的焊接熱輸入也一同列于表1中。表1中開(kāi)始時(shí)間為數(shù)值模擬過(guò)程中熱源開(kāi)始加載的時(shí)間,考慮到實(shí)際生產(chǎn)中門柱組成需要在接板與地板組成焊接完成后裝配,實(shí)際間隔時(shí)間較長(zhǎng),因此第2道2Y焊縫焊接完成后預(yù)留了較長(zhǎng)的時(shí)間使工件冷卻,之后才加載第3道5HY焊縫的熱源。
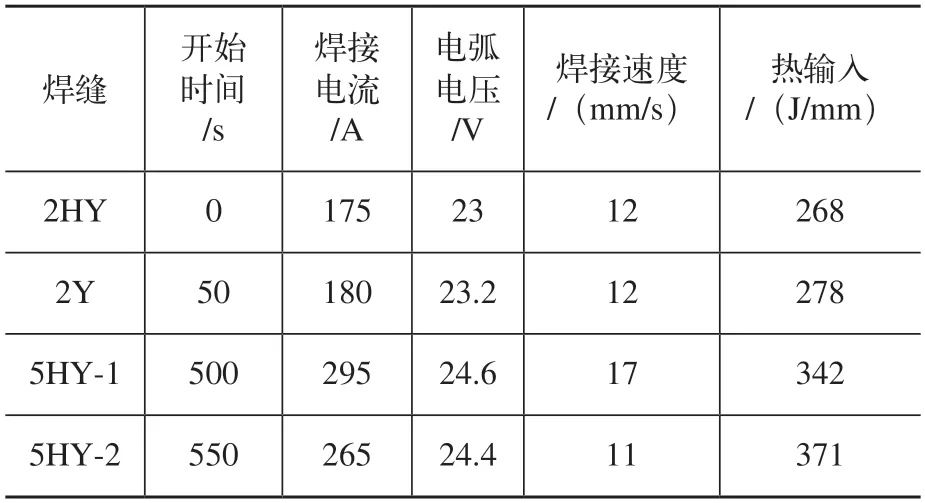
表1 數(shù)值模擬用焊接參數(shù)
雙橢球體熱源是MIG焊工藝等焊接數(shù)值模擬中經(jīng)常采用的熱源模型[3],雙橢球體熱源功率密度分布模型特點(diǎn)為熱源中心前部的熱流分布比后部的熱流分布要陡的多,但后部的熱量分布要比前部多,這很好地反應(yīng)了熱源移動(dòng)過(guò)程中熔池的熱流分布特點(diǎn)及其形狀,因此本研究中采用雙橢球體熱源模型。
2.4 約束條件及環(huán)境溫度
對(duì)數(shù)值模擬的約束條件進(jìn)行了設(shè)置,使其受力條件更加貼近實(shí)際生產(chǎn)過(guò)程中工件的受力條件,具體如圖3所示。分別選取了地板組成和門柱組成與其他部位連接界面上的所有節(jié)點(diǎn),并將以上節(jié)點(diǎn)的約束條件定義為在X、Y、Z方向上均嚴(yán)格約束,即在整個(gè)數(shù)值模擬過(guò)程中被選取的節(jié)點(diǎn)不產(chǎn)生位移。
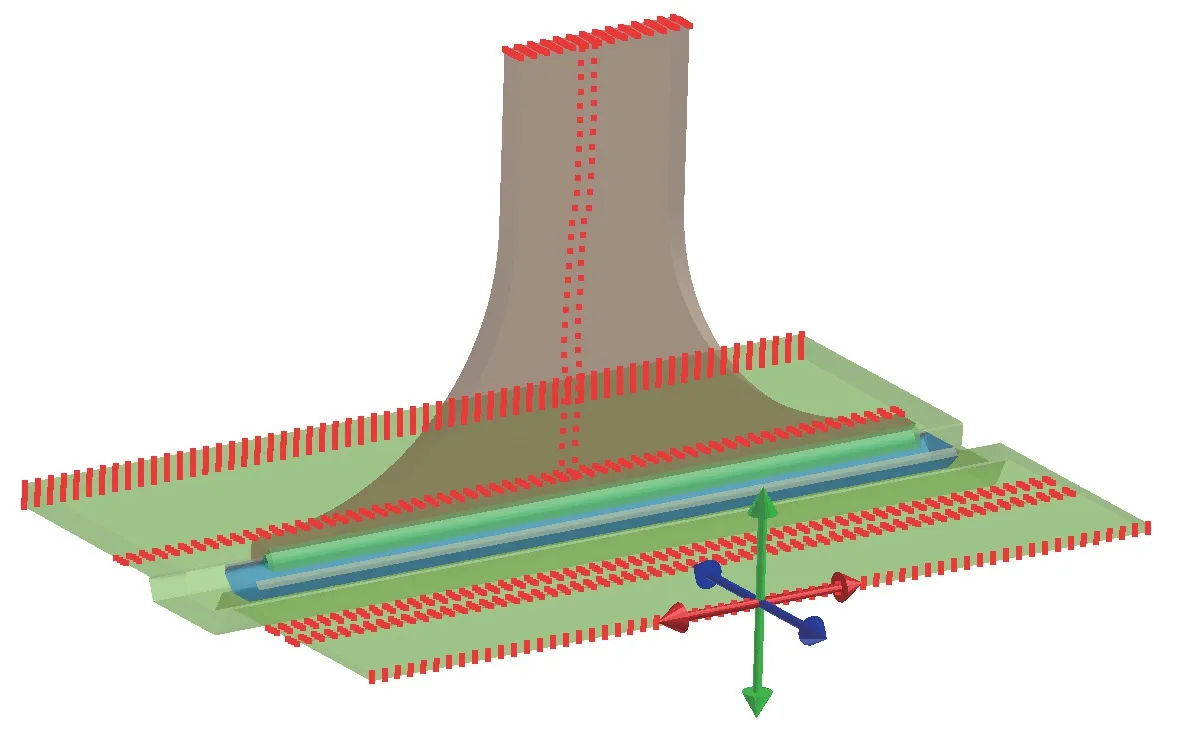
圖3 幾何模型的約束條件示意
提取了三維幾何模型所有外露面上的2D網(wǎng)格作為散熱面,并將環(huán)境溫度設(shè)置為20℃。
2.5 計(jì)算方法
通過(guò)ESI公司焊接仿真前處理及結(jié)果后處理軟件Visual-Environment中Visual-Weld模塊內(nèi)的焊接向?qū)В╓elding Advisor),將前文確定的焊接結(jié)構(gòu)網(wǎng)格模型、母材與焊接材料材質(zhì)信息、焊接方法與焊接參數(shù),以及約束條件與環(huán)境溫度信息等導(dǎo)入到計(jì)算軟件中,并采用ESI公司的有限元計(jì)算軟件SYSWELD完成焊縫溫度場(chǎng)和應(yīng)力場(chǎng)的有限元分析。
計(jì)算過(guò)程中采用“生死”單元法,在焊接2HY焊縫時(shí),未焊接的2Y焊縫和5HY焊縫及門柱組成設(shè)置為死單元,不參與計(jì)算。隨著焊接進(jìn)行逐步激活2Y焊縫和5HY焊縫及門柱組成。
3 數(shù)值模擬結(jié)果
3.1 焊接溫度場(chǎng)結(jié)果
經(jīng)過(guò)多次對(duì)熱源模型參數(shù)的調(diào)整得到了各焊縫各層道的焊接溫度場(chǎng)結(jié)果,其中5HY蓋面焊縫溫度場(chǎng)云圖如圖4所示。由圖4可知,熔池尺寸大小和實(shí)際焊接過(guò)程的熔池大小基本一致,溫度場(chǎng)結(jié)果可以反映實(shí)際焊接過(guò)程中工件的熱循環(huán)過(guò)程。
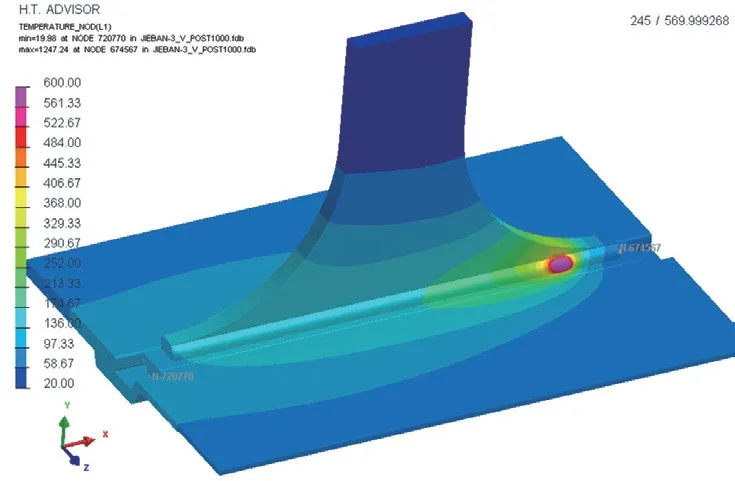
圖4 5HY蓋面焊縫溫度場(chǎng)云圖
3.2 力學(xué)分析結(jié)果
在進(jìn)行溫度場(chǎng)數(shù)值模擬分析的同時(shí),對(duì)焊縫的力學(xué)特性也進(jìn)行了分析。焊縫的位移、Von Mises應(yīng)變、Von Mises應(yīng)力及壓應(yīng)力云圖如圖5所示。由圖5a可見(jiàn),首先發(fā)生最大位移的位置出現(xiàn)在門柱組成的邊緣,最大變形量為0.85mm,其次在焊縫周邊位置也產(chǎn)生了較大變形,焊縫位置變形約為0.5mm。這是因?yàn)楹缚p位置存在較大的約束,焊縫及周邊金屬發(fā)生位移需要克服較大的應(yīng)力束縛才能產(chǎn)生塑性變形。而門柱組成的邊緣位置處于開(kāi)放環(huán)境,不受外力約束,因此產(chǎn)生較大變形。由圖5b可見(jiàn)應(yīng)變主要存在于焊縫位置,這是由焊縫焊接過(guò)程中的熱力循環(huán)造成的。受焊接熱效應(yīng)影響大的地方,產(chǎn)生的應(yīng)變就大;受焊接熱效應(yīng)影響小的地方,產(chǎn)生的應(yīng)變就小。由圖5c可見(jiàn),焊接殘余應(yīng)力主要存在于焊縫及周邊位置,尤其在接板與地板組成的2HY和2Y焊縫位置,殘余應(yīng)力最大,為該焊接結(jié)構(gòu)中最可能發(fā)生屈服斷裂的位置。由圖5d可見(jiàn),在焊縫及周邊位置的應(yīng)力值為負(fù)值(藍(lán)色區(qū)域),表明該處存在拉應(yīng)力。通過(guò)以上對(duì)焊縫力學(xué)特性有限元數(shù)值模擬結(jié)果的分析表明,在接板與地板組成之間的2HY及2Y焊縫位置存在較大的拉伸殘余應(yīng)力,是整個(gè)焊接結(jié)構(gòu)的薄弱環(huán)節(jié)。在后文所述的工程實(shí)踐中也證明了這一點(diǎn)。
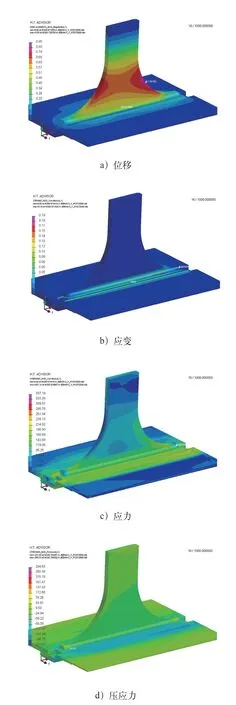
圖5 力學(xué)特性分析結(jié)果云圖
4 工程更改與驗(yàn)證
4.1 結(jié)構(gòu)及工藝更改
依據(jù)上文分析得出的2HY及2Y焊縫位置應(yīng)變大、殘余應(yīng)力高的結(jié)論,重新對(duì)以上兩處焊縫進(jìn)行了設(shè)計(jì)優(yōu)化。其中,2HY焊縫更改為5HY焊縫,2Y焊縫更改為8V焊縫,如圖6所示。其目的在于增加接板與地板組成之間焊縫的有效熔深,從而增加其連接強(qiáng)度。這樣可以增加在焊接5HY焊縫時(shí)接板與地板組成組合件抵抗變形的能力,從而減小接板與地板組成連接位置焊縫的應(yīng)變,使焊接應(yīng)力向周邊的母材傳遞,減小焊縫位置的應(yīng)力集中。焊縫更改后,針對(duì)新的焊縫重新選定了焊接參數(shù),其中5HY焊縫采用一層一道焊接,8V焊縫采用三層三道焊接,門柱組成與地板組成之間的5HY焊縫焊接參數(shù)不變,具體焊接參數(shù)見(jiàn)表2。
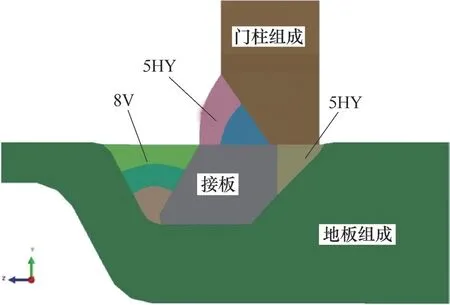
圖6 更改后焊接結(jié)構(gòu)及層道數(shù)示意
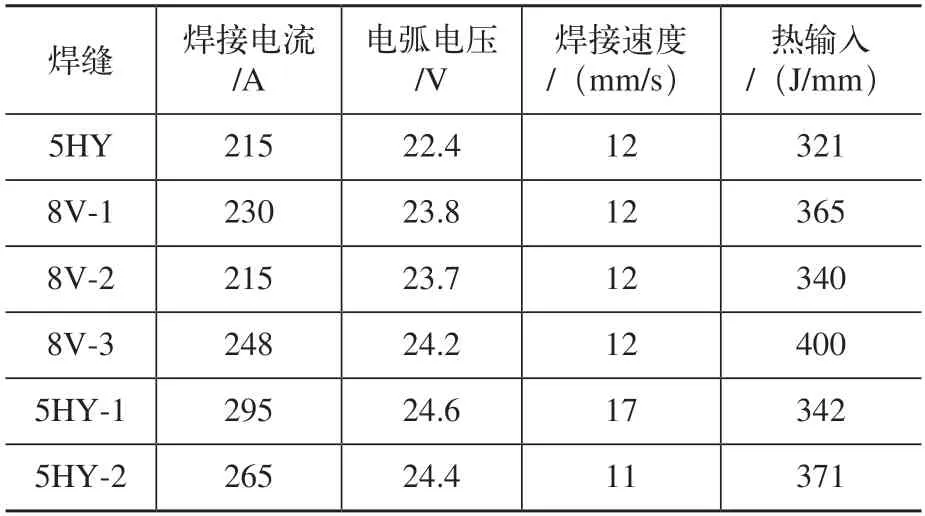
表2 焊縫優(yōu)化后的焊接參數(shù)
4.2 工程實(shí)踐驗(yàn)證
在該高速動(dòng)車組車體的生產(chǎn)過(guò)程中,對(duì)以上兩種不同的焊接結(jié)構(gòu)進(jìn)行了驗(yàn)證,其對(duì)比結(jié)果如圖7所示。圖7a及圖7c分別為優(yōu)化前,由2HY及2Y焊縫等組成的焊接結(jié)構(gòu)焊接前及全部焊縫焊接完成后的實(shí)物照片。如圖7c所示,在最后完成的5HY焊縫焊接后,接板與地板組成之間的2Y焊縫幾乎發(fā)生了整道開(kāi)裂。產(chǎn)生裂紋的原因如上文所述:在接板與地板組成之間的2HY及2Y位置存在較大的拉伸殘余應(yīng)力,發(fā)生較大應(yīng)變,是整個(gè)結(jié)構(gòu)的薄弱環(huán)節(jié)。圖7b及圖7d分別為更改后,由5HY及8V焊縫等組成的焊接結(jié)構(gòu)焊接前及全部焊縫焊接完成后的實(shí)物照片。經(jīng)過(guò)該型車體生產(chǎn)過(guò)程中的大量實(shí)踐證明,優(yōu)化后的結(jié)構(gòu)完全杜絕了裂紋的產(chǎn)生。

圖7 優(yōu)化前后焊縫對(duì)比
5 結(jié)束語(yǔ)
本文通過(guò)焊接過(guò)程數(shù)值模擬方法對(duì)某高速動(dòng)車組車體門口局部焊接結(jié)構(gòu)進(jìn)行了分析,得到了該結(jié)構(gòu)的焊接溫度、位移及應(yīng)力應(yīng)變?cè)茍D,并得出以下結(jié)論。
1)焊縫的位移云圖表明,由于焊縫位置的拘束度較大,焊縫位置變形量在0.5mm左右。最大變形位置發(fā)生在門柱組成邊緣,最大變形量為0.85mm。
2)焊接殘余應(yīng)力主要存在于焊縫及周邊位置,尤其在接板與地板組成的2HY和2Y焊縫位置,拉伸殘余應(yīng)力最大,應(yīng)變也最大,最易發(fā)生屈服斷裂,是整個(gè)焊接結(jié)構(gòu)的薄弱環(huán)節(jié)。
3)針對(duì)以上數(shù)值模擬結(jié)果,對(duì)該焊接結(jié)構(gòu)進(jìn)行了優(yōu)化,將2HY和2Y焊縫分別更改為5HY和8V焊縫,后經(jīng)該型車體生產(chǎn)過(guò)程中的大量實(shí)踐證明,焊縫優(yōu)化后完全杜絕了裂紋的產(chǎn)生。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19