石化在役管道焊縫開裂原因分析及修復工藝
2023-02-27 07:41:26李方杰
金屬加工(熱加工) 2023年2期
李方杰
福建聯合石油化工有限公司 福建泉州 362800
1 序言
2022年2月,某石化公司在役管道法蘭與管道連接焊縫在法蘭側熔合區開裂,導致高溫介質泄漏,在不停車的情況下嘗試了捻縫、扎鋼帶、包盒子等石化管道泄漏在線搶修的常用方法,但均失敗。因為生產任務重,所以需緊急停產搶修。該管道設計技術參數見表1。經光譜檢測發現,焊縫材質與1Cr5Mo鋼類似。該管道于1992年4月安裝完成后投入生產使用至今。

表1 管道設計技術參數
2 泄漏焊縫失效分析
2.1 宏觀分析
目視泄漏焊縫、管道和法蘭頸外表面,除焊縫局部泄漏外,其他部位均完好無形變。沿焊縫中心線整圈切割后,觀察管道和法蘭內表面,發現焊縫法蘭側附近內表面金屬基本減薄殆盡,焊縫管道側內表面、法蘭內側的316L堆焊層表面完好。但在該法蘭頸端內表面存在20mm寬整圈未堆焊316L不銹鋼層的情況,該部分法蘭頸端基體20鋼裸露在高溫含腐蝕介質的拔頭油中,也是焊縫法蘭側內表面減薄開裂泄漏位置。
從無316L堆焊層的20鋼減薄開裂處可看出,基本為均勻減薄,經超聲波檢測,該部位金屬最小厚度僅為2mm,有些部位金屬減薄殆盡導致開裂。在法蘭頸內側20鋼基體與堆焊層之間形成周圈深度約15mm的空腔,如圖1所示。
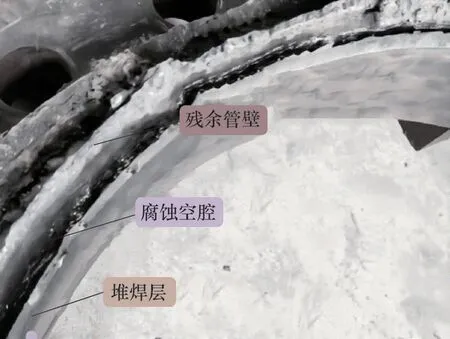
圖1 法蘭頸部內壁空腔狀態
2.2 原因分析
對于輸送含有S和環烷酸的拔頭油管道材料選用,應根據正常操作條件下拔頭油中的酸值和S含量為依據,并應考慮最苛刻操作條件下可能達到的最大酸值、酸與硫的共同作用,以及介質流動狀態、速度等因素。對于操作溫度≥240℃的管道、介質中含活性硫化物的管道,根據該管道操作溫度和介質中的S含量,應選擇4Cr以上合金鋼或不銹鋼材料,才可以抵抗該處介質腐蝕[1]。
由于20鋼基體的法蘭頸內表面存在約20mm寬無316L堆焊層,使20鋼直接裸露在高溫拔頭油介質中,經過30多年腐蝕介質浸蝕,導致法蘭背面20鋼部分嚴重腐蝕并局部貫穿。由于316L不銹鋼堆焊層、材質為1Cr5Mo合金鋼焊縫和管道的wCr>4%,因此與腐蝕介質接觸面均完好無損。觀察到的整圈空腔是從裸露的20鋼表面長期不斷地向厚度和法蘭面方向腐蝕而形成的。
分析該管道原設計及安裝過程資料,應是施工過程質量控制不到位,從而導致法蘭頸內表面存在約20mm寬無316L不銹鋼堆焊層的情況發生。
3 維修方法確定
通過上述觀察分析可知,法蘭頸部腐蝕嚴重,不符合法蘭標準尺寸要求,應該整體更換。根據原設計圖樣及安裝技術要求,以及上述腐蝕原因分析得知,需要更換的法蘭材質可以選用20鋼+316L不銹鋼(堆焊)或1Cr5Mo合金鋼。
由于發生管道焊縫開裂泄漏是不可預見的,該公司無備用類似材質和同規格法蘭,也無法及時采購到貨,因此為了保證修復進度,只能對原法蘭進行維修。
同時,因法蘭頸部腐蝕嚴重而導致長度變短,所以在恢復安裝時需要增加管段。在同材質和規格的管道材料無庫存的情況下,需要利用庫存的其他材料代用。
3.1 法蘭修復
現場拆下法蘭后,采用車床切削去除法蘭頸腐蝕部位,直至見到金屬光澤并加工出25°坡口。為便于后續組對、焊接,保留3~5mm法蘭頸。
由于腐蝕嚴重且需保留部分法蘭頸,因此在車床切削后的坡口表面還留有部分深度約5mm的凹槽。凹槽最寬處約6mm,且凹槽兩側材質為316L不銹鋼與20鋼,將凹槽兩側和兩端修磨出坡口形狀,用E309、φ2.5mm焊條進行補焊。使修補完成的焊縫金屬比凹槽周邊金屬高出1~2mm,然后用不銹鋼專用砂輪片將高出部分磨平,對補焊處進行PT檢測,I級合格[2]。
3.2 管材代用分析
車床切削法蘭頸后,法蘭整體長度縮短約25mm,恢復安裝時需要增加管段。該公司庫存僅有φ530mm×12mm的20鋼管道材料,擬采用該管道材料代用,因此需進行復核計算和可行性分析。
復核計算公式為[3]
式中ts——直管計算厚度(mm);
P——設計壓力(MPa);
D0——管子外徑(mm);
[σ]t——設計溫度下材料許用應力(MPa);
Ej——焊接接頭系數;
Y——系數。
已知:P=2.3MPa、D0=530mm,查相關材料標準得到20鋼在425℃時的相關性能系數:[σ]425=78MPa,Ej=1,Y=0.4,則
該管道介質拔頭油對碳素鋼的最大腐蝕速率為0.6mm/a(數據由該石化公司防腐蝕部門提供),且該石化公司定于2024年10月停工大修,故需要增加腐蝕裕量約1.65mm,因此管道代用材料使用厚度至少為:7.72mm+1.65mm=9.37mm<12mm。
綜合以上計算結果和使用分析,采用20 鋼φ530mm×12mm管道材料代用,可以滿足設計和使用條件。
4 安裝焊接
根據相關標準要求,增加φ530mm×12mm的20鋼管段長度至少150mm,故需要焊接兩道焊縫,即修復后的法蘭與新增管段對接焊縫1,材質為20鋼+316L不銹鋼;新增管段與原管道對接焊縫2,材質為20鋼+1Cr5Mo鋼。焊縫1、焊縫2組對焊接如圖2所示。
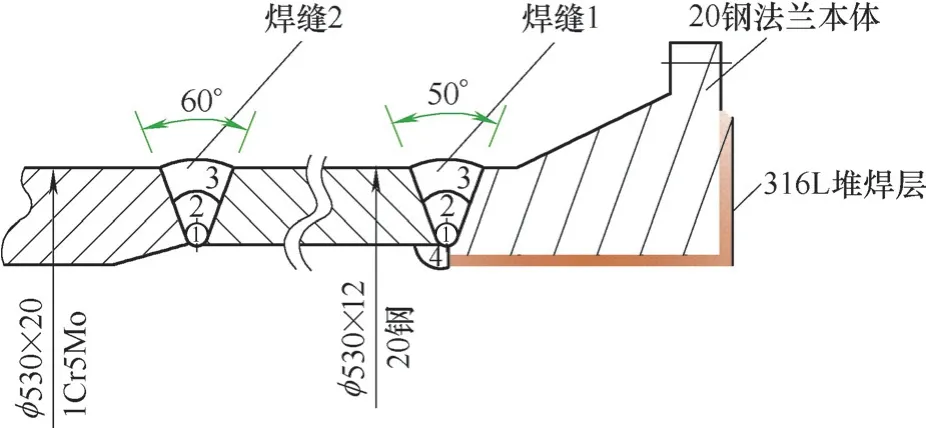
圖2 焊縫1、焊縫2組對焊接
4.1 焊縫1的組對焊接
根據管道規格參數,增加的管段外徑與原法蘭頸外徑相同,但內徑不同,壁厚差有8mm,導致焊縫組對時內壁不平齊,但是法蘭直徑較大,焊縫背面可以施焊,因此在預制場采用雙面施焊,正面為對接接頭,背面為角接接頭,免除了厚壁法蘭的減薄處理。
采用φ3.2mm的E4315焊條打底、填充和蓋面,完成焊縫正面坡口焊接。背面焊縫用砂輪機清根打磨直至見到金屬光澤,然后用φ3.2mm的E309焊條進行封底角焊,焊腳高度與法蘭背面平齊(見圖2)。
焊接完成后需進行射線檢測,II級合格,底片質量滿足AB級要求[2]。
4.2 焊縫2的組對焊接
(1)焊前準備 新增管道φ530mm×12mm的20鋼與φ530mm×20mm原管道1Cr5Mo合金鋼組成異種鋼、壁厚差較大的對接接頭。兩種材料管道組對后外壁平齊,內壁差為8mm(<10mm),需要對合金鋼管道內壁做減薄處理(見圖2)。
機械加工管道30°坡口,鈍邊為1~1.5mm,PT檢測1Cr5Mo合金鋼管道修磨好的坡口表面,I級合格[2]。
1Cr5Mo合金鋼管道焊接背面需充氬保護,在管道組對前需在管道內壁貼好水溶紙。因為1Cr5Mo合金鋼管道焊接預熱溫度較高,所以水溶紙不得貼在預熱位置,以防被燒壞。
(2)焊縫組對 將20鋼管段與1Cr5Mo合金鋼管道組對,保證外壁平齊,錯邊量≤1.2mm。采用兩組20鋼帶加減絲扣的定位夾具對稱焊接,在需要組對的兩管道表面,調整組對間隙為2~2.5mm,貼好封口膠布,安裝好充氬管嘴。
在焊縫組對過程中,發現原有1Cr5Mo合金鋼管道含有較強的磁性,無法進行正常電弧焊接,因此必須進行消磁處理。
將焊接電纜線纏繞到含有磁性的管道上,開啟直流焊機使其處于焊接狀態,這樣直流電通過纏繞在管道上的焊接電纜線。根據通電螺線管原理,通有直流電的纏繞電纜線產生反向磁場與原有管道磁性相抵消,利用焊接消磁輔助尺協助消磁,如圖3所示。
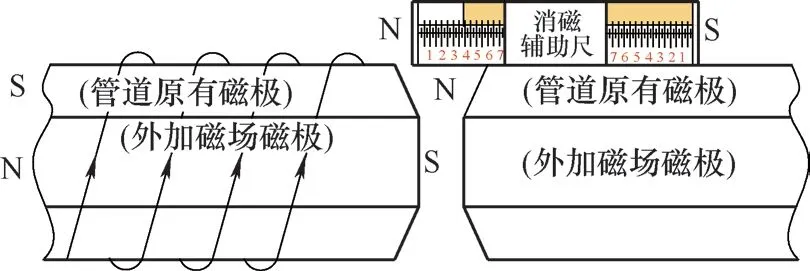
圖3 焊接電纜線現場消磁法
(3)焊接及熱處理工藝要求 根據現場實際及施焊單位的焊接工藝評定報告,選擇φ2.4mm TIG-J50焊絲和φ3.2mm E4315焊條,采用氬弧焊打底,焊條電弧焊填充蓋面方法。焊前采用陶瓷履帶加熱器對1Cr5Mo合金鋼管道坡口側100mm范圍內進行電加熱,預熱到250℃以上。控制層間溫度不低于300℃[4]。
為了保證焊接質量、節約搶修時間,對焊接完成的焊縫先進行后熱處理,即加熱到350℃,保溫1h緩冷后[5],再進行射線檢測,II級合格,并對焊接接頭進行硬度預檢測。
焊縫射線檢測合格后立即對焊縫進行熱處理。根據硬度預檢測值來制定熱處理工藝參數,同時熱處理工藝必須滿足異種鋼焊接熱處理工藝要求。熱處理后,需對焊接接頭進行硬度檢測,要求1Cr5Mo合金鋼管道焊接接頭硬度≤241HBW為合格[6]。
由于1Cr5Mo合金鋼管道有延遲裂紋傾向,其焊縫無損檢測時機應在焊縫焊接完成24h后進行,故需要再對焊縫全面進行無損檢測。為了避免射線檢測的輻射影響,滿足白天施工要求,提高搶修進度,故采用超聲波檢測,結果I級合格[2]。
5 結束語
1)由于20鋼不能用在輸送含腐蝕介質的高溫拔頭油管道上,因此需重視運送腐蝕介質壓力管道的材料選擇。
2)由于石油化工裝置持續生產的需要,壓力管道泄漏搶修應急采用的不符合設計要求的管道材料代用,因此需要計算復核及腐蝕狀態分析,在投入生產使用后要加強對搶修部位的監控。
3)加強石油化工裝置安裝過程質量管理,及時檢查安裝質量與設計的符合性,保證其使用壽命。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13