屏蔽廠房屋頂錐形屋面主梁埋弧焊焊縫缺陷淺析
2023-03-01 11:24:30薛覃呂鑫磊
機(jī)械制造文摘(焊接分冊(cè)) 2023年6期
薛覃, 呂鑫磊
(上海核工程研究設(shè)計(jì)院股份有限公司,上海 200233)
0 前言
按照J(rèn)GJ 81—2002《建筑鋼結(jié)構(gòu)焊接技術(shù)規(guī)程》,鋼板厚度30 mm≤t≤80 mm屬于較難焊接的,厚鋼板焊接時(shí),往往會(huì)出現(xiàn)熱裂紋(主要是凝固裂紋)[1]、冷裂紋(包括延遲裂紋)[2-4]。并且隨著鋼板厚度的增加,裂紋趨向也隨之增加。埋弧焊是一種高效焊接方法[5],全球金屬結(jié)構(gòu)焊接工程總量的90%以上都是用弧焊工藝方法來(lái)完成的[6]。由于焊接熔深大、生產(chǎn)效率高、機(jī)械化程度高,因而特別適用于中厚板長(zhǎng)焊縫的焊接[5]。
核島屏蔽廠房屏蔽墻鋼結(jié)構(gòu)外穹頂呈臺(tái)錐形結(jié)構(gòu),作用為支撐屏蔽廠房屋面和PCCS非能動(dòng)冷卻系統(tǒng)屋頂水箱,主要由環(huán)向梁、徑向主梁和鋼面板組成。徑向主梁由60 mm/42 mm厚的H型鋼焊接拼裝而成,是屬于較難焊接的厚鋼板。該文主要針對(duì)某核電機(jī)組屏蔽廠房屋頂錐形屋面徑向主梁上下翼緣埋弧焊拼接過(guò)程中產(chǎn)生的缺陷進(jìn)行研究,從人、機(jī)、料、法、環(huán)五個(gè)方面開(kāi)展根本原因分析,并結(jié)合討論后的模擬驗(yàn)證,找出此次主梁拼裝焊接過(guò)程的不足,為后續(xù)穹頂?shù)暮附庸ぷ魈峁┮欢ǖ闹笇?dǎo)借鑒,也為中厚板的埋弧焊接提供工藝指導(dǎo)。
1 簡(jiǎn)介
錐形屋頂主要連接方式為焊接和高強(qiáng)度螺栓連接。車間預(yù)制焊接形式包括角焊縫(節(jié)點(diǎn)處)、單邊V形全熔透、帶墊板全熔透焊、K形全熔透焊、穿孔塞焊、螺柱焊。目前,焊接缺陷主要在徑向主梁拼裝過(guò)程中產(chǎn)生,熔合線處可觀察到條形缺陷。
徑向主梁為H型焊接型鋼,由Q355B-Z35 60 mm翼緣板及42 mm腹板組裝而成,鋼梁長(zhǎng)度為20 154 mm,采用K形坡口全熔透焊接,熔化極氣體保護(hù)焊(Gas metal arc welding, GMAW)打底,2021年3月后改為藥芯焊絲電弧焊(Flux-cored arc welding, FCAW)打底、埋弧焊(Submerged arc welding, SAW)填充蓋面方式進(jìn)行焊接,如圖1所示。

圖1 單根主梁圖、工字梁及K形坡口
車間制作主要工序?yàn)?腹板、翼板開(kāi)坡口—腹板、翼板自身拼接檢測(cè)合格后組對(duì)H型鋼—H型鋼焊接(焊接過(guò)程多次翻身)—H型鋼校正(校正)—H型鋼主焊縫無(wú)損檢測(cè)—檢測(cè)合格后組對(duì)筋板、筋板焊接—筋板焊后根據(jù)情況進(jìn)行部分旁彎校正(校正)—單元拼裝—單元焊接。主梁腹板與翼緣板焊縫焊接工藝參數(shù)見(jiàn)表1和表2。

表1 GMAW+SAW焊接工藝參數(shù)

表2 FCAW+SAW焊接工藝參數(shù)
2 主梁焊接分析
針對(duì)主梁上下翼緣拼接主焊縫過(guò)程中產(chǎn)生的缺陷,文中首先采用無(wú)損檢測(cè)和金相試驗(yàn)對(duì)焊縫缺陷進(jìn)行研究,確定缺陷的性質(zhì)及焊縫內(nèi)是否存在其他缺陷。同時(shí),結(jié)合整個(gè)焊接過(guò)程始終,從人、機(jī)、料、法、環(huán)五個(gè)方面進(jìn)行分析,找出產(chǎn)生缺陷的根本原因并運(yùn)用模擬件開(kāi)展了試驗(yàn)驗(yàn)證。
2.1 焊縫缺陷的研究
2.1.1無(wú)損檢驗(yàn)
對(duì)有缺陷焊縫表面進(jìn)行磁粉檢測(cè),發(fā)現(xiàn)線性顯示主要分布在熔合線上,腹板和翼緣板上均有,線性顯示沿焊縫熔合線長(zhǎng)度方向;根據(jù)挖鑿測(cè)得數(shù)據(jù),深度最大為6 mm左右;大部分有線性顯示的焊縫表面打磨1 mm左右即消失,再次磁粉檢測(cè)無(wú)顯示。磁痕顯示沿焊縫熔合線呈線性狀態(tài),且無(wú)鋸齒狀及分叉等細(xì)節(jié)特征,磁粉檢測(cè)顯示不具有裂紋的典型特征。
鑒于裂紋缺陷具有表面開(kāi)口特征,為進(jìn)一步驗(yàn)證缺陷性質(zhì),現(xiàn)場(chǎng)對(duì)磁粉檢測(cè)出的部分線性缺陷進(jìn)行了滲透檢測(cè)。現(xiàn)場(chǎng)選取了一段磁粉檢測(cè)有線性顯示的部位進(jìn)行滲透檢測(cè),發(fā)現(xiàn)此部位未呈現(xiàn)線性顯示,之后對(duì)此部位進(jìn)行輕微打磨,打磨后再次進(jìn)行滲透檢測(cè),又呈現(xiàn)出線性顯示,且與磁粉檢測(cè)線性缺陷顯示基本一致。此驗(yàn)證結(jié)果說(shuō)明焊縫表面未完全開(kāi)口,不符合裂紋特征,符合未熔合的缺陷特征。
2.1.2金相試驗(yàn)
以100 mm為間距,在船樣上等間距截取3個(gè)截面,即1號(hào)至3號(hào)截面(圖2),用于微觀觀察和金相分析。采用的掃查成像系統(tǒng)為徠卡公司DVAM6 型三維超景深掃查成像顯微鏡(5979655),金相顯微鏡為徠卡公司DMI 3000M型金相顯微鏡(390636)。

圖2 穹頂支架焊縫船樣切割后的照片
3個(gè)截面的掃查成像照片如圖3a、圖3d、圖3g所示。可以看出,除焊趾處缺陷區(qū)域外,焊縫組織內(nèi)未見(jiàn)裂紋、未熔合、未焊滿等缺陷。3個(gè)截面的金相分析照片如圖3b、圖3c、圖3e、圖3f、圖3h、圖3i所示。在金相顯微鏡下,除了焊趾處缺陷區(qū)域外,焊縫內(nèi)未見(jiàn)裂紋、未熔合、未焊滿等缺陷。3個(gè)截面的母材組織均為鐵素體和珠光體,焊縫組織均為細(xì)化的鐵素體和珠光體及少量魏氏組織,焊縫和母材的金相組織均正常。3個(gè)截面的焊趾處均發(fā)現(xiàn)裂紋,裂紋由焊趾處起裂,并拓展至熱影響區(qū)。

圖3 試驗(yàn)結(jié)果
從現(xiàn)場(chǎng)驗(yàn)證情況,并結(jié)合船樣分析結(jié)果,可以看出:缺陷主要是近表面線性顯示,線性磁痕顯示和熔合線重合,未打磨前缺陷具有未熔合特征、打磨挖鑿后具有裂紋特征。因此,文中初步分析判定為:埋弧焊蓋面焊道邊緣局部存在未熔合缺陷,未熔合缺陷在矯正拉力作用下從熔合線往熱影響區(qū)開(kāi)裂。
2.2 根本原因分析
2.2.1焊工
焊工/焊接操作工均按照HAF603,AWS D1.1/D1.1M規(guī)定考試合格并取得合格證書(shū)。所有焊工均在其考試合格項(xiàng)目認(rèn)可范圍內(nèi)施焊,但是,主梁屬于特有的大厚板T形坡口全熔透埋弧焊,現(xiàn)有的焊工均屬于首次焊接,操作經(jīng)驗(yàn)不足,焊接過(guò)程中不適當(dāng)?shù)牟僮骺赡艹蔀楹缚p缺陷產(chǎn)生的風(fēng)險(xiǎn)點(diǎn)。
2.2.2設(shè)備
主梁采用GMAW,FCAW,SAW 3種焊接方式,氣保焊機(jī)型號(hào)為YD-500CL、懸臂雙絲埋弧焊機(jī)型號(hào)為MZG—5000,焊機(jī)均每半年進(jìn)行校驗(yàn)一次,在有效期內(nèi)。其他設(shè)備、機(jī)具都狀態(tài)完好,經(jīng)過(guò)計(jì)量檢定合格,并處在有效期內(nèi)。
2.2.3材料
錐形屋面鋼梁所用鋼材為43 mm和60 mm厚Q355B Z35鋼,Q355B鋼屬于GB/T 1591—2018《低合金高強(qiáng)度結(jié)構(gòu)鋼》低碳低合金高強(qiáng)度結(jié)構(gòu)鋼,含碳量不大于0.24%,碳當(dāng)量不大于0.47(板厚30~63 mm),具有較好的焊接性。實(shí)際鋼材的熔煉分析含碳量為0.16%~0.17%,經(jīng)測(cè)算碳當(dāng)量為0.41%~0.43%,母材焊接性較好,淬硬傾向不大,焊接冷裂紋敏感性不高。鋼板拉伸、彎曲、沖擊、斷面收縮率等試驗(yàn)結(jié)果都能滿足采購(gòu)技術(shù)規(guī)格書(shū)要求。
焊材涉及10個(gè)批號(hào),焊材擴(kuò)散氫含量不大于5 mL/100 g,屬于超低氫型焊材。生產(chǎn)廠家為昆山京群焊材科技有限公司,經(jīng)復(fù)驗(yàn)驗(yàn)收合格后使用,埋弧焊焊接用焊劑在使用前進(jìn)行了烘干,烘干溫度350 ℃,烘干時(shí)間2 h,滿足要求。
2.2.4焊接工藝
錐形屋面主梁焊接主要采用GMAW,SAW組合或FCAW,SAW組合這2種焊接方式。開(kāi)始焊接前,按照焊接工藝規(guī)程(WPS)要求對(duì)于焊縫及周圍進(jìn)行預(yù)熱處(火焰加熱),達(dá)到預(yù)熱溫度后,開(kāi)始焊接。同時(shí),對(duì)埋弧焊焊接前端及已完成的焊縫繼續(xù)進(jìn)行加熱,以防止溫度降低。焊接完成后,對(duì)整條焊縫覆蓋保溫棉緩冷。整個(gè)焊接過(guò)程中,采用紅外測(cè)溫槍對(duì)預(yù)熱溫度、層間溫度及緩冷前的溫度進(jìn)行多次多點(diǎn)位監(jiān)測(cè)等措施。但對(duì)于錐形屋面大厚板、20 m長(zhǎng)的主梁焊縫,此種方式加熱的效果存在加熱速度慢、不均勻等風(fēng)險(xiǎn)。
整個(gè)焊接過(guò)程中,埋弧焊焊縫焊接時(shí)焊接電流、電弧電壓、焊接速度均在工藝參數(shù)范圍內(nèi)。該主梁為T(mén)形接頭全熔透坡口焊,厚度為42 mm腹板開(kāi)K形坡口,坡口角度40°~45°,埋弧焊時(shí)采用船形焊。相比傳統(tǒng)平焊位置鋼板坡口對(duì)接埋弧焊而言,T形接頭坡口角度偏小,焊接過(guò)程中熔池不易鋪展開(kāi)來(lái)。因此,T形接頭全熔透坡口埋弧焊焊槍角度和左右偏差操作精確度要求較高,焊工在焊接過(guò)程中需通過(guò)觀察焊槍前端指針及焊縫成形情況及時(shí)調(diào)整焊槍角度和左右偏差,操作不當(dāng)時(shí),蓋面焊道易造成坡口邊緣局部未熔合的問(wèn)題。
主梁焊后無(wú)損檢測(cè)前,根據(jù)H型鋼結(jié)構(gòu)尺寸的變形量,采用火焰矯正、機(jī)械矯正等方法進(jìn)行矯正,火焰矯正溫度控制在600℃以下,機(jī)械矯正采用YJ-100 H型鋼翼緣液壓矯正機(jī)(以下簡(jiǎn)稱“型鋼矯正機(jī)”)、千斤頂?shù)冗M(jìn)行矯正。主梁腹板與翼緣板焊縫焊接完成后進(jìn)行第一次矯正:采用型鋼矯正機(jī)矯正主梁翼緣平整度;當(dāng)型鋼矯正機(jī)矯正效果不滿足要求時(shí),采用千斤頂加火焰加熱進(jìn)一步矯正。主梁焊縫在第一次矯正后進(jìn)行100%VT+20%UT無(wú)損檢測(cè),無(wú)損檢測(cè)合格后進(jìn)行筋板焊接,焊接完成后對(duì)主梁進(jìn)行第二次矯正,矯正調(diào)整尺寸偏差。主梁在車間拼裝成單元后,局部會(huì)再次進(jìn)行矯正。經(jīng)調(diào)查獲悉,主梁焊接變形較大時(shí),千斤頂機(jī)械矯正時(shí)液壓頂升力大。
2.2.5環(huán)境
車間內(nèi)懸掛經(jīng)計(jì)量標(biāo)定合格的溫濕度計(jì),每次焊接作業(yè)時(shí),均對(duì)溫濕度進(jìn)行了檢查,滿足焊接要求。但是主梁施焊處于冬季施工,受天氣影響存在焊后冷卻不均勻、急速冷卻、加熱緩慢等風(fēng)險(xiǎn)。
2.3 驗(yàn)證
根據(jù)以上原因分析,焊工、焊接工藝、預(yù)熱和緩冷措施、焊后的矯正均有可能造成焊縫缺陷的產(chǎn)生,為此,文中采用同材質(zhì)同規(guī)格的碳鋼板模擬主梁焊接,進(jìn)行一系列驗(yàn)證和改進(jìn)。主梁模擬試驗(yàn)內(nèi)容見(jiàn)表3。
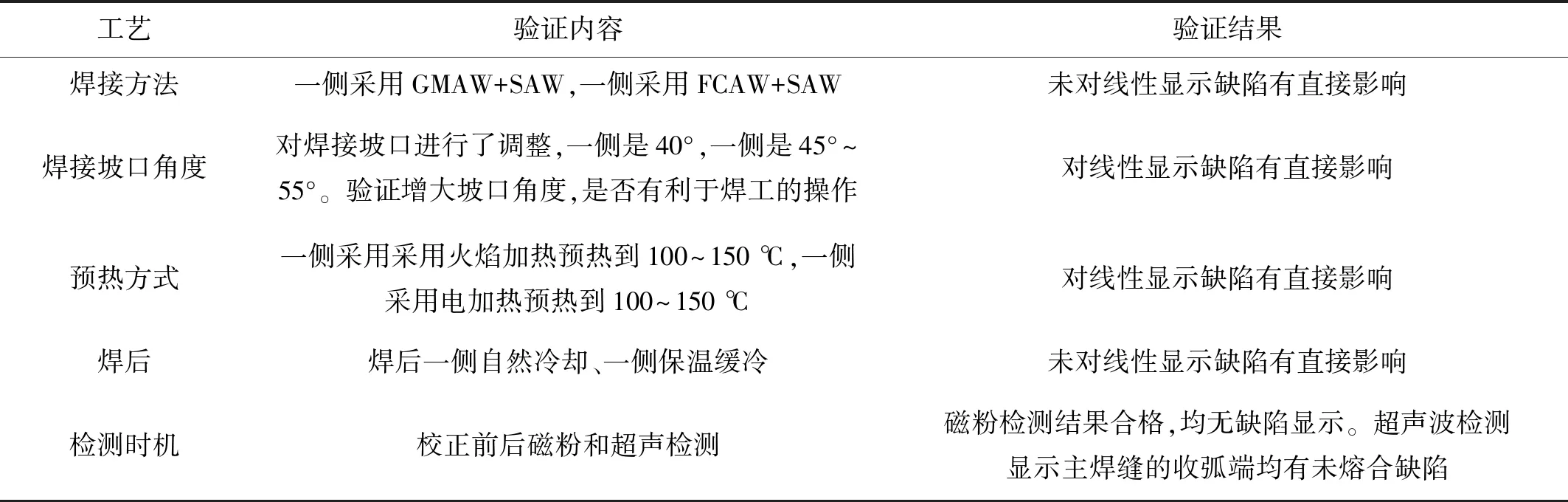
表3 主梁模擬試驗(yàn)內(nèi)容
結(jié)合原因分析及工藝驗(yàn)證,針對(duì)此次主梁模擬焊接過(guò)程,可以得出:①改變?cè)囼?yàn)參數(shù),結(jié)果均產(chǎn)生了缺陷,且超聲波檢測(cè)顯示缺陷為未熔合,其位置在焊縫收弧端。缺陷深度正處在打底后清根厚度范圍內(nèi),可能為收弧端未設(shè)置熄弧板,清根后焊接施工過(guò)程中進(jìn)行至焊縫尾端時(shí),焊接工藝參數(shù)波動(dòng)導(dǎo)致出現(xiàn)該缺陷。②在該次試驗(yàn)中,鋼梁模擬件焊接的設(shè)備控制、母材及焊材控制、工藝措施控制、施工環(huán)境控制均按照要求執(zhí)行,排除相關(guān)因素后,可以得出坡口角度過(guò)小、火焰加熱溫度不均勻均可導(dǎo)致未熔合缺陷的產(chǎn)生。③焊工對(duì)大厚板全熔透長(zhǎng)焊縫的焊接不夠熟練,焊接過(guò)程中采用氣保焊加埋弧焊的焊接方法,其焊縫是由多位焊工分時(shí)分段組合焊接完成,焊工技能水平參差不齊,造成部分焊縫出現(xiàn)線性缺陷。
3 結(jié)論
(1)提高焊工的操作技能。所有參與錐形屋面主梁焊接的焊工,必須參加埋弧焊焊接培訓(xùn),模擬考核合格后方可參與正式產(chǎn)品焊接。
(2)升版焊接工藝文件,優(yōu)化T形全熔透坡口角度,控制焊接順序,減少焊接變形;優(yōu)化埋弧焊焊接設(shè)備,安裝紅外線跟蹤指示器,確保焊工在焊接過(guò)程中能隨時(shí)觀察并調(diào)整焊槍角度。
(3)增加電磁感應(yīng)設(shè)備、陶瓷電阻加熱器等電加熱設(shè)備,確保焊前預(yù)熱和層間溫度控制;收弧端設(shè)置熄弧板,防止收弧處熔池金屬流失或者留下弧坑缺陷。
(4)主梁最終矯正后,對(duì)翼緣與腹板焊縫再次進(jìn)行100%磁粉檢測(cè)和100%超聲波檢測(cè),排除外力引起的焊縫缺陷。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24